
罩式炉退火.doc

as****16


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

罩式炉退火.doc
附录1概述和技术数据HICON/H2®气体加热罩式炉安装,型号HOg200/650St-H2-B,在氢气氛中光亮退火钢带卷。1.1生产能力和产品分类1.1.1整体退火能力:800000t/y1.1.1.1按钢的级别和宽度确定退火能力材质CQ50%400000t/y材质DQ20%160000t/y材质DDQ20%160000t/y材质HLSA10%80000t/y合计100%80000t/y1.1.1.2按带宽和带厚进行产品分类厚度[mm]宽度[mm]合计820-11001100-12501250-1650
退火方法、退火系统和罩式炉.pdf
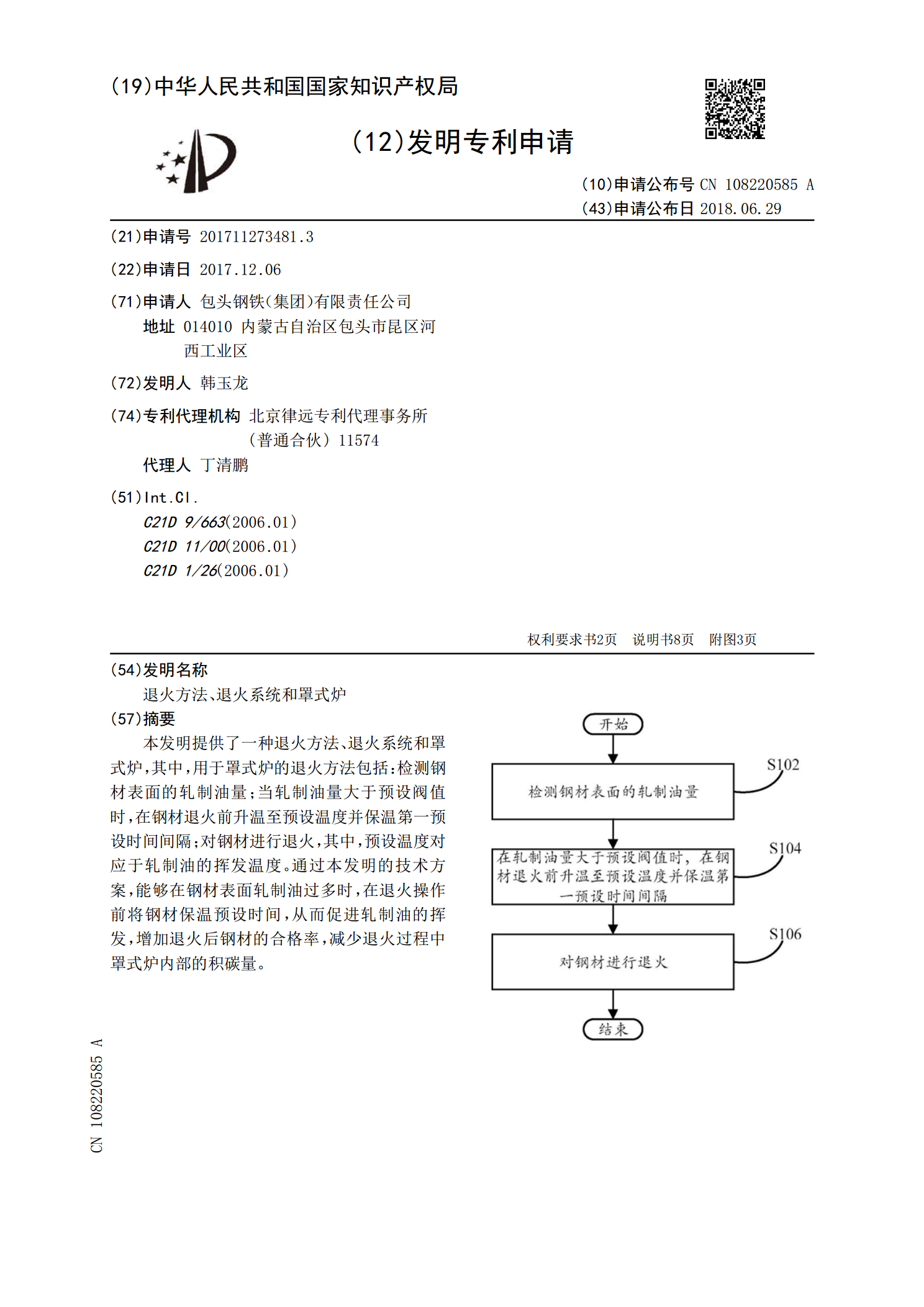
本发明提供了一种退火方法、退火系统和罩式炉,其中,用于罩式炉的退火方法包括:检测钢材表面的轧制油量;当轧制油量大于预设阀值时,在钢材退火前升温至预设温度并保温第一预设时间间隔;对钢材进行退火,其中,预设温度对应于轧制油的挥发温度。通过本发明的技术方案,能够在钢材表面轧制油过多时,在退火操作前将钢材保温预设时间,从而促进轧制油的挥发,增加退火后钢材的合格率,减少退火过程中罩式炉内部的积碳量。
罩式炉退火吹氢方法.pdf
罩式炉退火吹氢方法,主要用于生产不锈钢,它包括加热阶段、保温阶段、冷却阶段三个工序,其特征是加热阶段吹氢气,保温阶段和冷却阶段均不吹氢气,具体为加热开始的同时吹氢气,氢气流量为每小时5立方米,吹氢气10个小时,温度达到840℃~850℃停止吹氢气,保温阶段通过煤气加热,保持840℃~850℃的恒温10~16个小时;进入冷却阶段:经过风机10个小时的吹风冷却,当温度降至245℃,即可以出炉。本发明通过在山西太钢不锈钢股份有限公司热连轧厂的实验,退火吨钢氢气消耗由3.5立方米降低到1.5立方米,效果明显。
罩式炉退火控制方法及装置.pdf
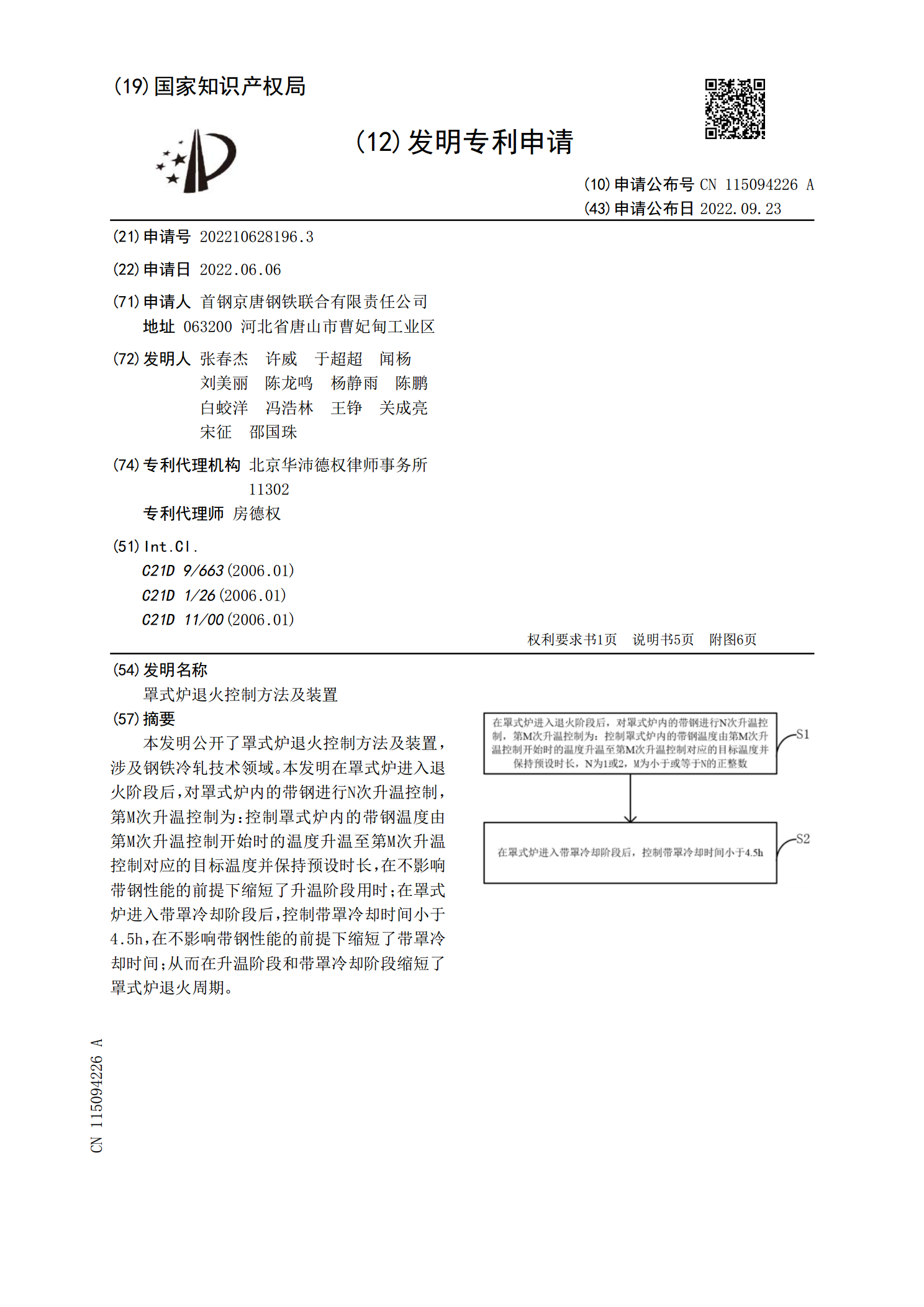
本发明公开了罩式炉退火控制方法及装置,涉及钢铁冷轧技术领域。本发明在罩式炉进入退火阶段后,对罩式炉内的带钢进行N次升温控制,第M次升温控制为:控制罩式炉内的带钢温度由第M次升温控制开始时的温度升温至第M次升温控制对应的目标温度并保持预设时长,在不影响带钢性能的前提下缩短了升温阶段用时;在罩式炉进入带罩冷却阶段后,控制带罩冷却时间小于4.5h,在不影响带钢性能的前提下缩短了带罩冷却时间;从而在升温阶段和带罩冷却阶段缩短了罩式炉退火周期。

薄带钢罩式炉退火工艺的改进.docx
薄带钢罩式炉退火工艺的改进标题:薄带钢罩式炉退火工艺的改进摘要:薄带钢罩式炉退火工艺是一种常见的金属热处理工艺,具有重要的应用价值。本论文针对现有薄带钢罩式炉退火工艺存在的问题,提出了若干改进措施,包括工艺参数优化、设备改造和新工艺应用等方面。通过这些改进措施,可以提高退火效果,优化工艺流程,减少能源消耗,并提高产品质量和产量。本研究对薄带钢罩式炉退火工艺的改进具有现实意义和应用价值。关键词:薄带钢,罩式炉,退火工艺,改进,优化一、绪论薄带钢退火是一项重要的热处理工艺,通过控制炉温和保持时间,可以改变钢材