
一种钢领用优碳钢热轧窄带钢的制备方法.pdf

佳宁****么啦

1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢领用优碳钢热轧窄带钢的制备方法.pdf
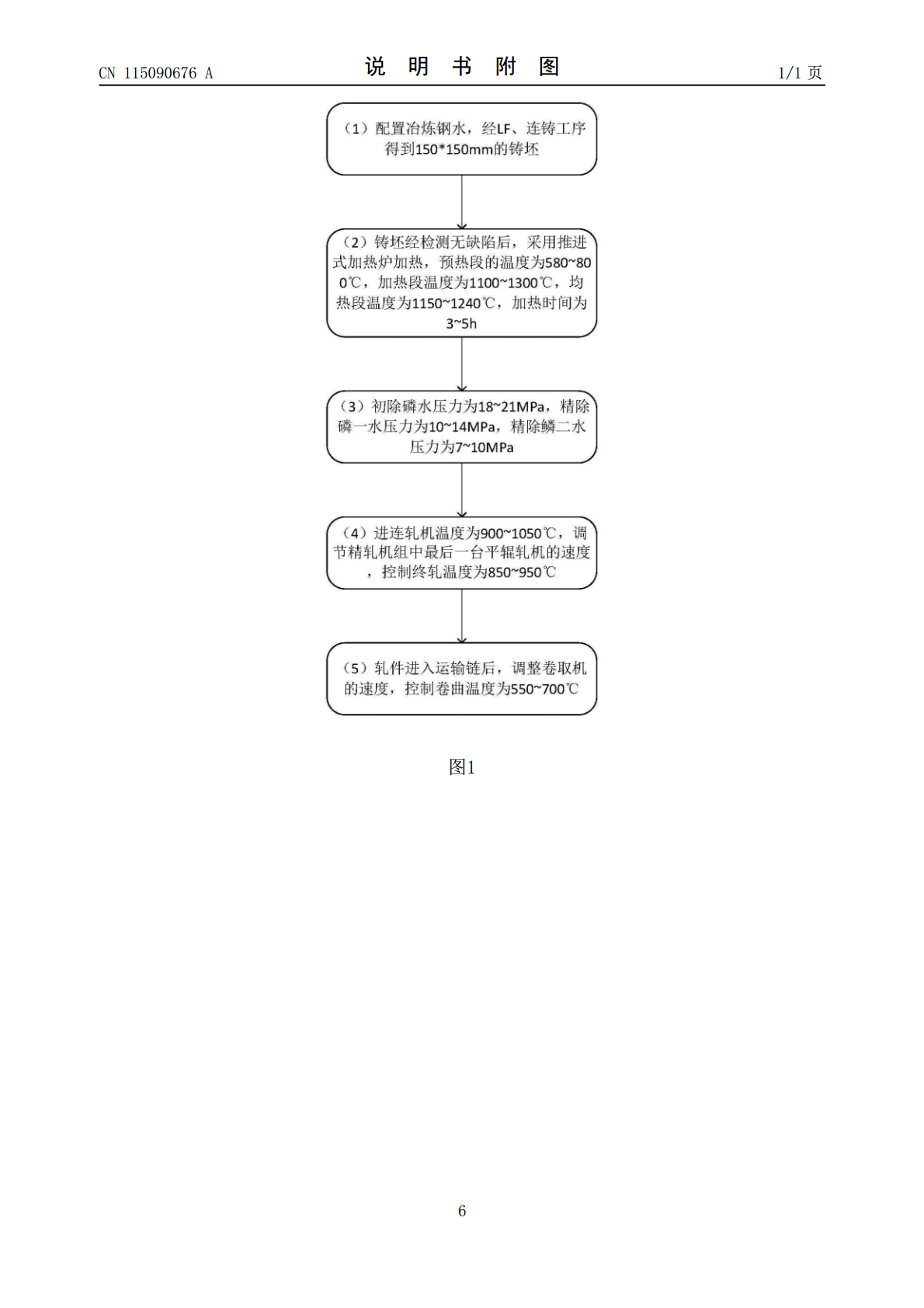
本发明涉及环锭纺纱技术领域,具体涉及一种钢领用优碳钢热轧窄带钢的制备方法,首先配置冶炼钢水铸坯,随后采用加热炉加热,控制预热段、加热段以及均热段的温度和时间,继续进行除磷、轧制和卷曲等工序,控制初除磷以及精除磷过程中的水压力、轧机的温度以及卷曲温度;采用本方案制备的窄带钢,脱碳不大于0.08mm,实际晶粒度在7~10级,制成钢领后无脱碳、共渗层晶粒度在4~6级、硬度在58HRC以上,使用寿命稳定在12个月以上,具有良好的经济效益。
一种热轧弹簧钢的冶炼方法及其制备的热轧弹簧钢.pdf
本发明公开了一种热轧弹簧钢的冶炼方法,包括以下步骤:转炉冶炼,出钢时对钢水进行弱脱氧;LF精炼,LF精炼包括第一阶段和第二阶段,第一阶段包括向钢水中喂入铝线的第一喂铝线步骤,第一阶段的精炼渣目标碱度为4~7,第二阶段包括向钢水中喂入铝线的第二喂铝线步骤,第二阶段的精炼渣目标碱度为2~3;真空处理;连铸。本发明有利于降低热轧弹簧钢中氧含量、钛含量并利于控制热轧弹簧钢中的夹杂物。本发明还公开了一种热轧弹簧钢。
一种风扇叶片用热轧窄带钢及其制备方法.pdf
本发明提供了一种风扇叶片用热轧窄带钢,属于专用钢领域。本发明通过均热段加热温度窄范围控制、延长均热段加热时间,提高铸坯温度均匀性,减少坯体内外温差,杜绝轧制过程中轧件弯曲和扭转现象,减少轧机弹跳值,提高轧制过程稳定性,通过严格控制精轧轧辊辊径差并规范精轧工作辊辊径,辊径采用由大到小进行排列,小直径工作辊与轧材接触弧长较短,能大大降低轧制力、摩擦力和扭矩,提高轧制精度。实施例的数据表明,本发明制得的产品尺寸精度高,AB差≤0.01mm,三点差≤0.03mm,通条差≤0.04mm,能满足风扇叶片的生产需要,较

一种用于护栏板的热轧带钢制备方法.pdf
本发明提供了一种用于护栏板的热轧带钢制备方法,包括以下步骤:S1、将铁水送入转炉冶炼,冶炼后通过补加物料来调整钢水成分;所述钢水的最终成分包括以质量百分含量计的如下组分:C:0.04%~0.08%、Mn:0.6%~0.8%、Si:0.15%~0.25%、S≤0.030%、P:0.010%~0.025%、Al:0.015%~0.040%,其余为Fe和不可避免的杂质;S2、钢水经连铸机浇铸成钢坯,钢坯经加热炉加热、轧制后,冷却后卷取成钢卷,即得用于护栏板的热轧带钢。本发明通过对钢水最终成分的控制,确保了热轧带

一种易酸洗型热轧护栏板用带钢的制备方法.pdf
本发明提供了一种易酸洗型热轧护栏板用带钢的制备方法,包含如下步骤:S1、冶炼钢水并连铸成坯,冶炼后钢水终点成分包括以重量百分比计的如下组分,C:0.03~0.08%,Si:0.13%~0.20%,Mn:0.5%~1.0%,P:≤0.025%,S:≤0.025%,Al:0.020~0.050%,Cr:0.01%~0.04%,Mo:0.01%~0.04%;Ni:0.003%~0.008%;B:≤0.01%;V:≤0.01%;Cu:0.003%~0.008%;余量为铁及不可避免的夹杂;S2、将铸坯送入步进式加热