
一种耐磨衬板及其制造方法.pdf

努力****爱静

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐磨衬板及其制造方法.pdf
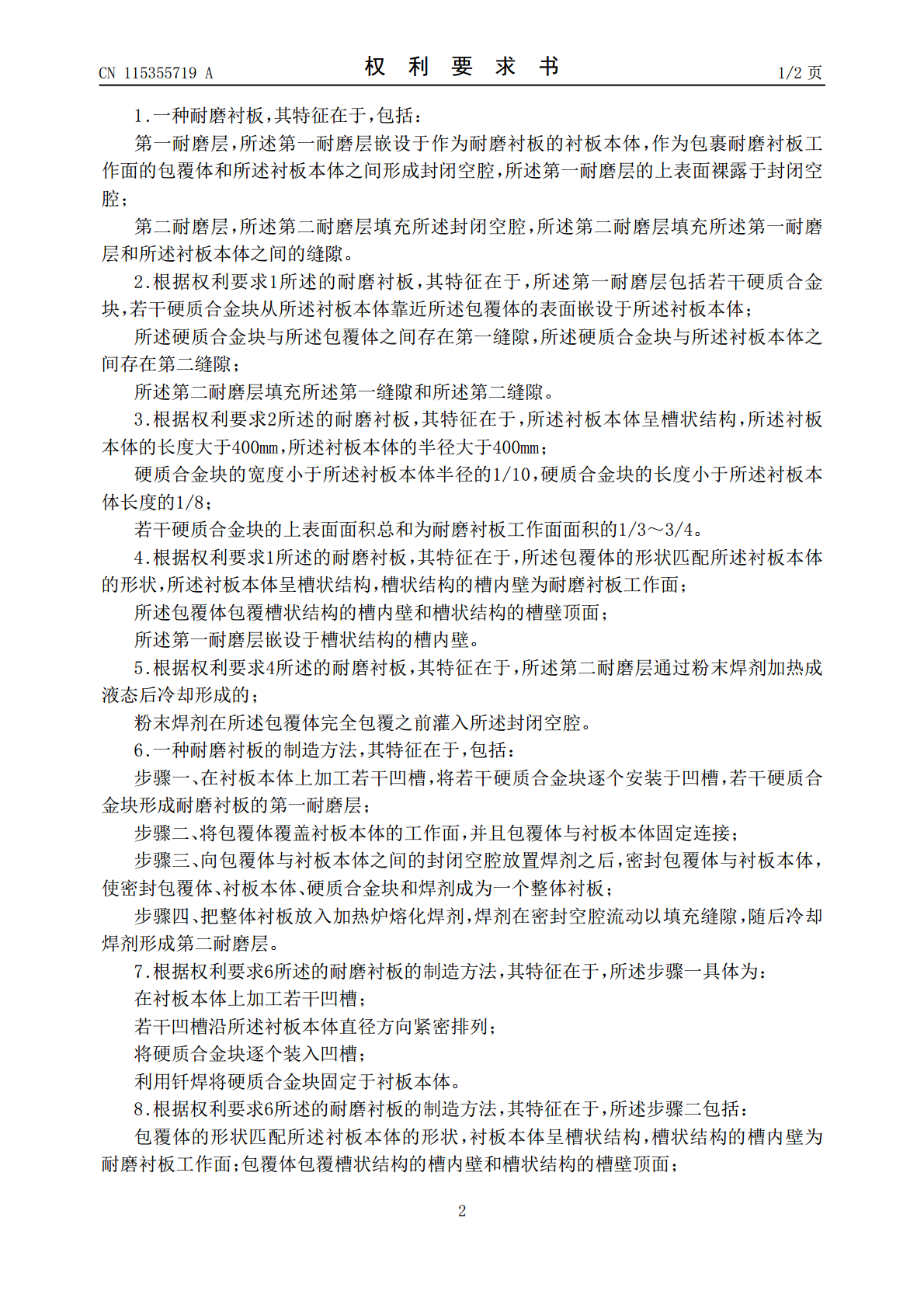
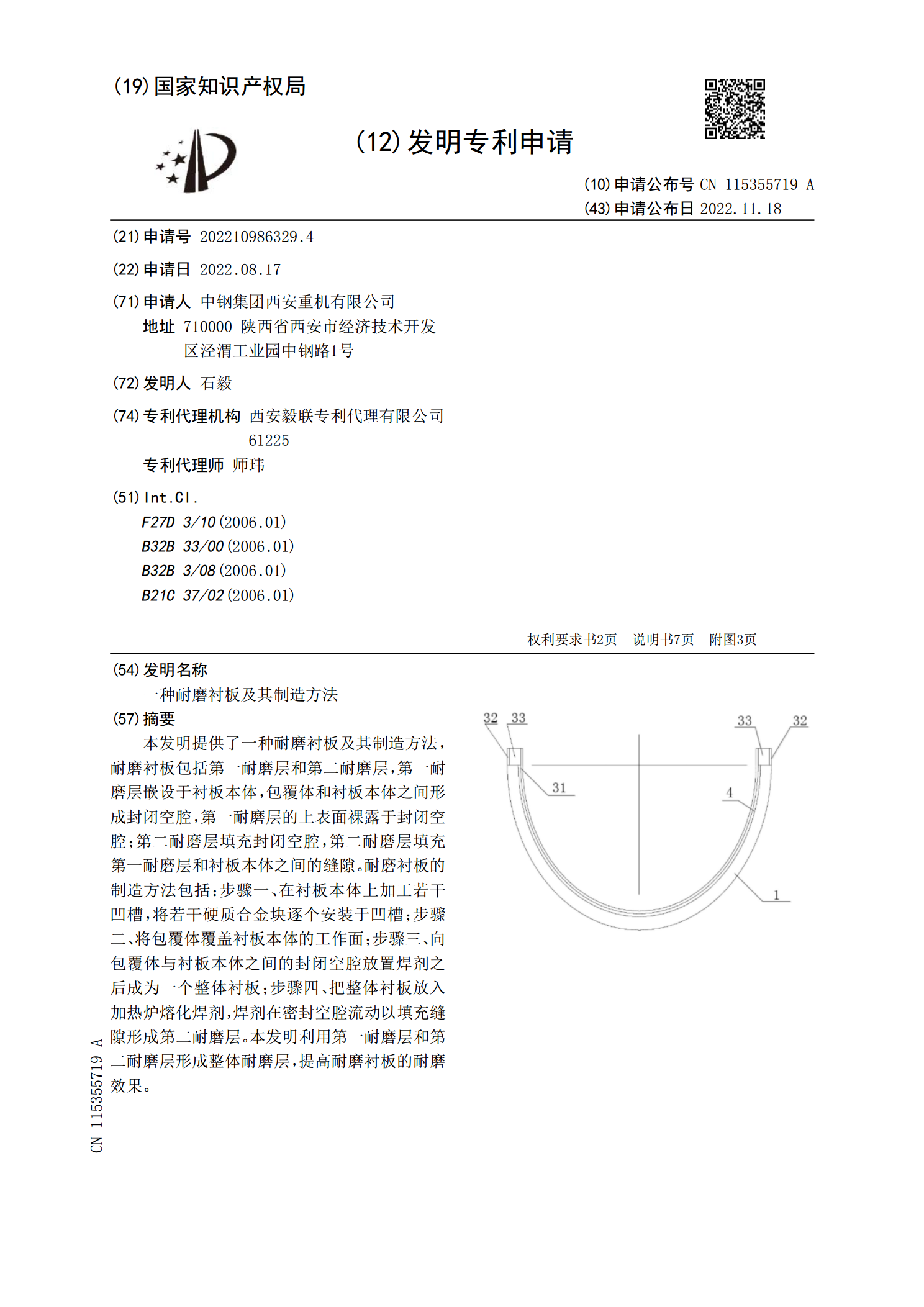
本发明提供了一种耐磨衬板及其制造方法,耐磨衬板包括第一耐磨层和第二耐磨层,第一耐磨层嵌设于衬板本体,包覆体和衬板本体之间形成封闭空腔,第一耐磨层的上表面裸露于封闭空腔;第二耐磨层填充封闭空腔,第二耐磨层填充第一耐磨层和衬板本体之间的缝隙。耐磨衬板的制造方法包括:步骤一、在衬板本体上加工若干凹槽,将若干硬质合金块逐个安装于凹槽;步骤二、将包覆体覆盖衬板本体的工作面;步骤三、向包覆体与衬板本体之间的封闭空腔放置焊剂之后成为一个整体衬板;步骤四、把整体衬板放入加热炉熔化焊剂,焊剂在密封空腔流动以填充缝隙形成第二
一种耐磨陶瓷滚筒衬板的制造方法.pdf
本发明公开了一种耐磨陶瓷滚筒衬板的制造方法,先将30‑40wt%的三氧化铝、10‑20%wt%的高岭土、10‑25wt%的矾土、20‑35wt%的石英粉、5‑10wt%的长石粉、1‑3wt%氧化锆按比例球磨混合得到基料,在基料加入基料重量1‑3%的羧甲基纤维素和基料重量2‑5%的广东黑泥经球磨搅拌均匀得到熟料,在0.3‑0.5MPa空气压力下将占基料重量1‑3%的增强料喷入熟料中,再经球磨混合搅拌制成粉状料,将粉状料挤压成型制成衬板坯体,干燥烧制冷却出炉。它提高了基料晶粒的弹性模量和断裂韧性,使衬板不仅能
耐磨板及其制造方法.pdf
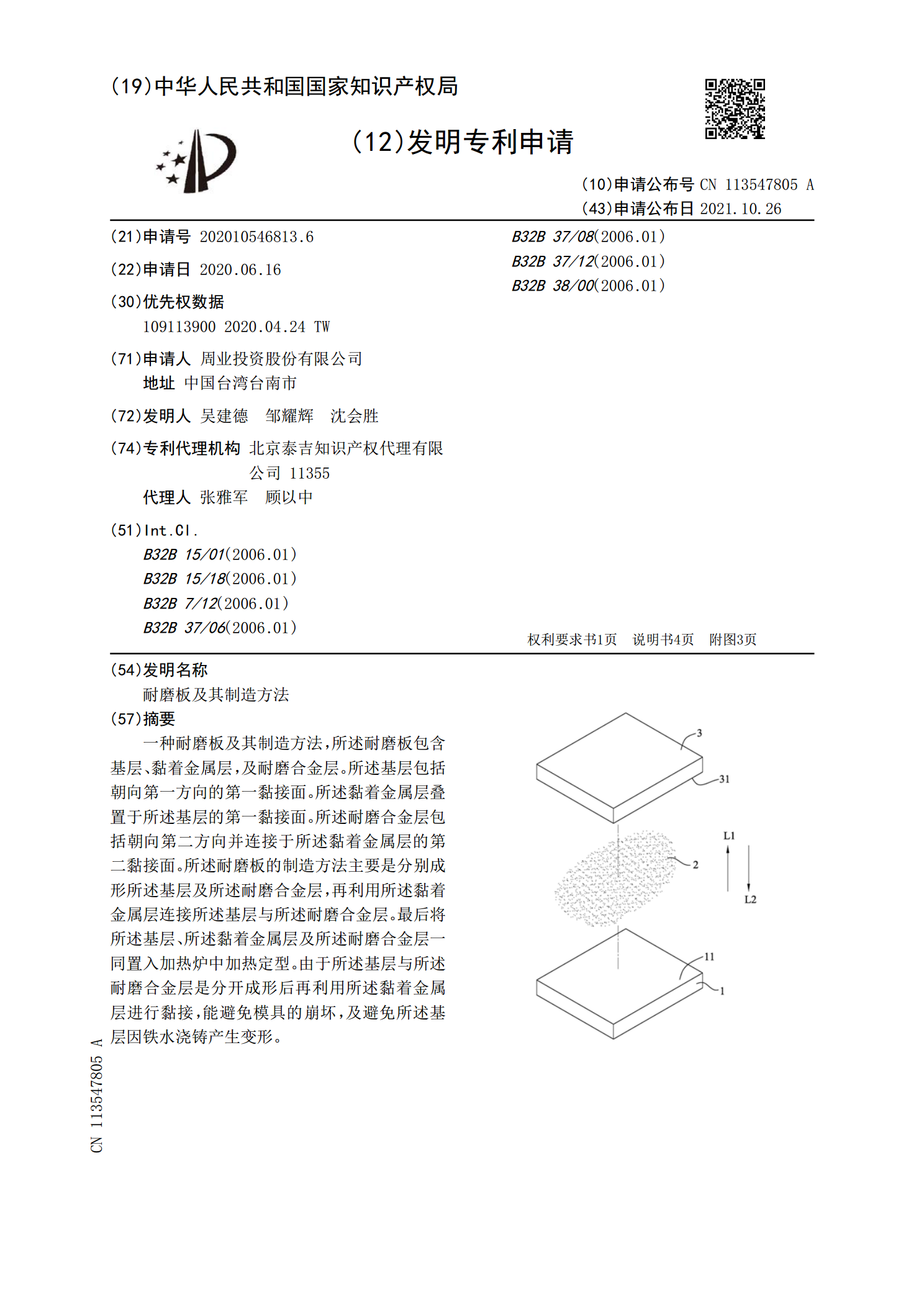
一种耐磨板及其制造方法,所述耐磨板包含基层、黏着金属层,及耐磨合金层。所述基层包括朝向第一方向的第一黏接面。所述黏着金属层叠置于所述基层的第一黏接面。所述耐磨合金层包括朝向第二方向并连接于所述黏着金属层的第二黏接面。所述耐磨板的制造方法主要是分别成形所述基层及所述耐磨合金层,再利用所述黏着金属层连接所述基层与所述耐磨合金层。最后将所述基层、所述黏着金属层及所述耐磨合金层一同置入加热炉中加热定型。由于所述基层与所述耐磨合金层是分开成形后再利用所述黏着金属层进行黏接,能避免模具的崩坏,及避免所述基层因铁水浇铸
球磨机衬板及其制造方法.pdf
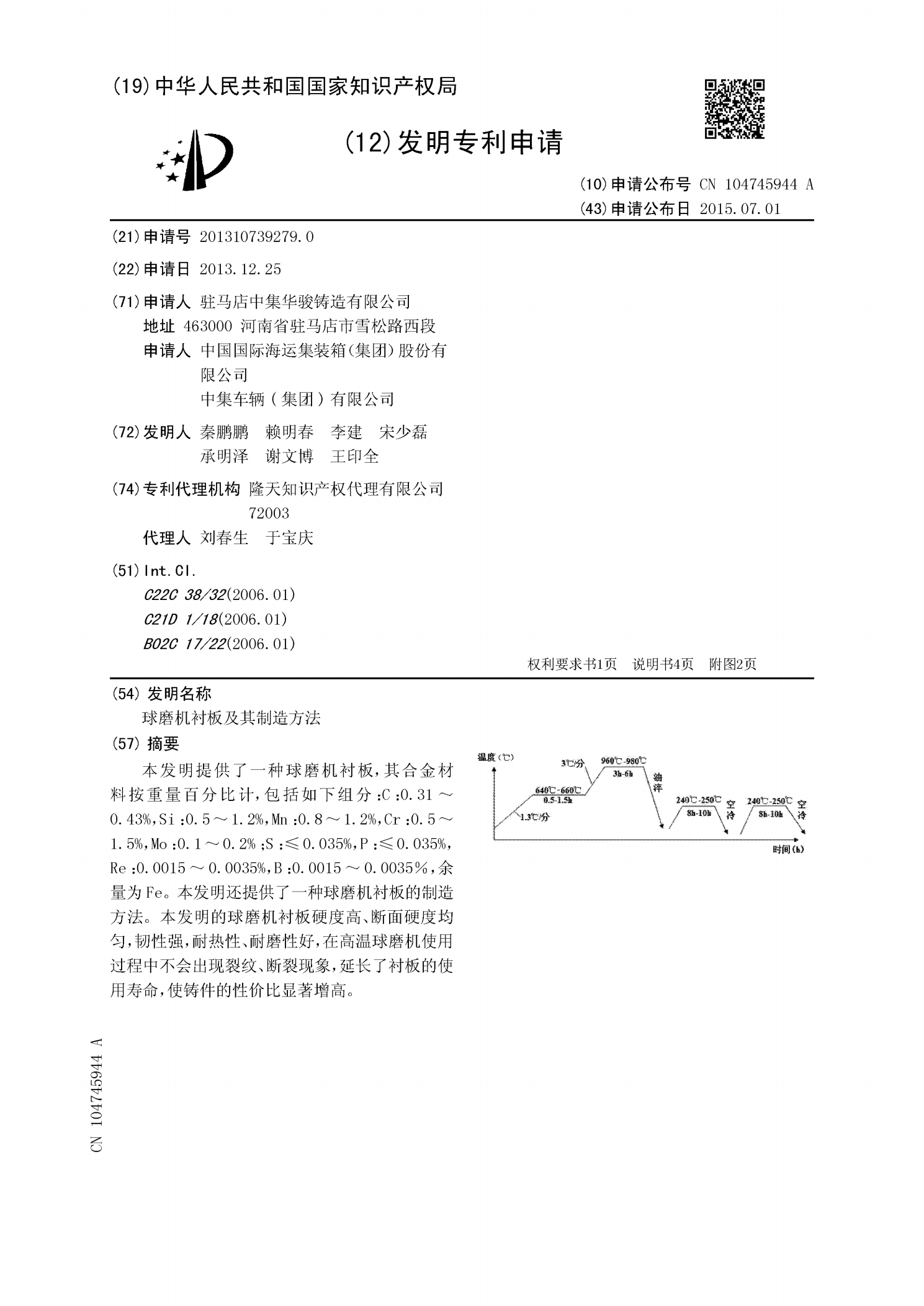
本发明提供了一种球磨机衬板,其合金材料按重量百分比计,包括如下组分:C:0.31~0.43%,Si:0.5~1.2%,Mn:0.8~1.2%,Cr:0.5~1.5%,Mo:0.1~0.2%;S:≤0.035%,P:≤0.035%,Re:0.0015~0.0035%,B:0.0015~0.0035%,余量为Fe。本发明还提供了一种球磨机衬板的制造方法。本发明的球磨机衬板硬度高、断面硬度均匀,韧性强,耐热性、耐磨性好,在高温球磨机使用过程中不会出现裂纹、断裂现象,延长了衬板的使用寿命,使铸件的性价比显著增高。
一种超耐磨钢瓷复合耐磨衬板及其成型方法.pdf
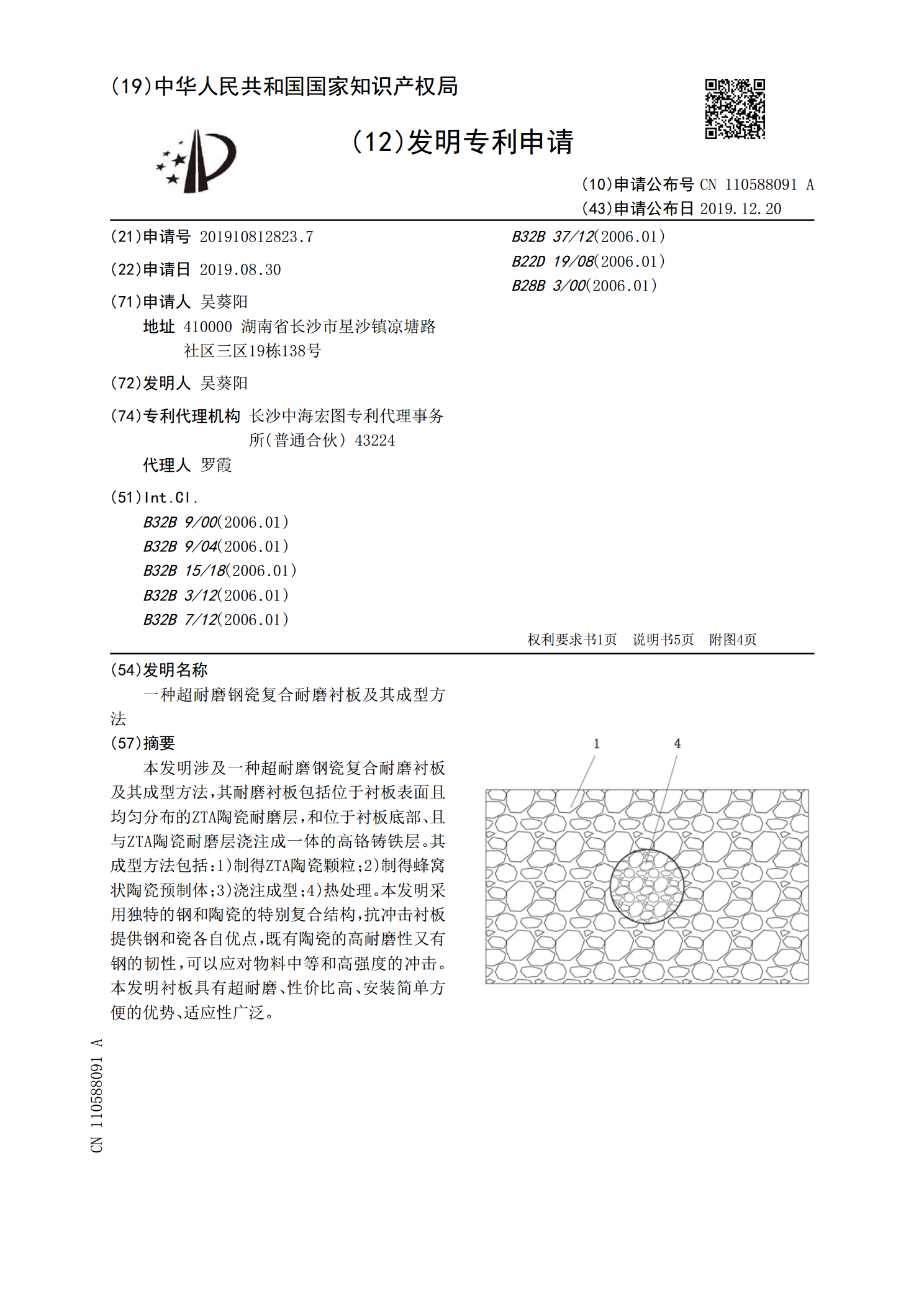
本发明涉及一种超耐磨钢瓷复合耐磨衬板及其成型方法,其耐磨衬板包括位于衬板表面且均匀分布的ZTA陶瓷耐磨层,和位于衬板底部、且与ZTA陶瓷耐磨层浇注成一体的高铬铸铁层。其成型方法包括:1)制得ZTA陶瓷颗粒;2)制得蜂窝状陶瓷预制体;3)浇注成型;4)热处理。本发明采用独特的钢和陶瓷的特别复合结构,抗冲击衬板提供钢和瓷各自优点,既有陶瓷的高耐磨性又有钢的韧性,可以应对物料中等和高强度的冲击。本发明衬板具有超耐磨、性价比高、安装简单方便的优势、适应性广泛。