
耐磨板及其制造方法.pdf

书生****35


1/9

2/9

3/9

4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
耐磨板及其制造方法.pdf
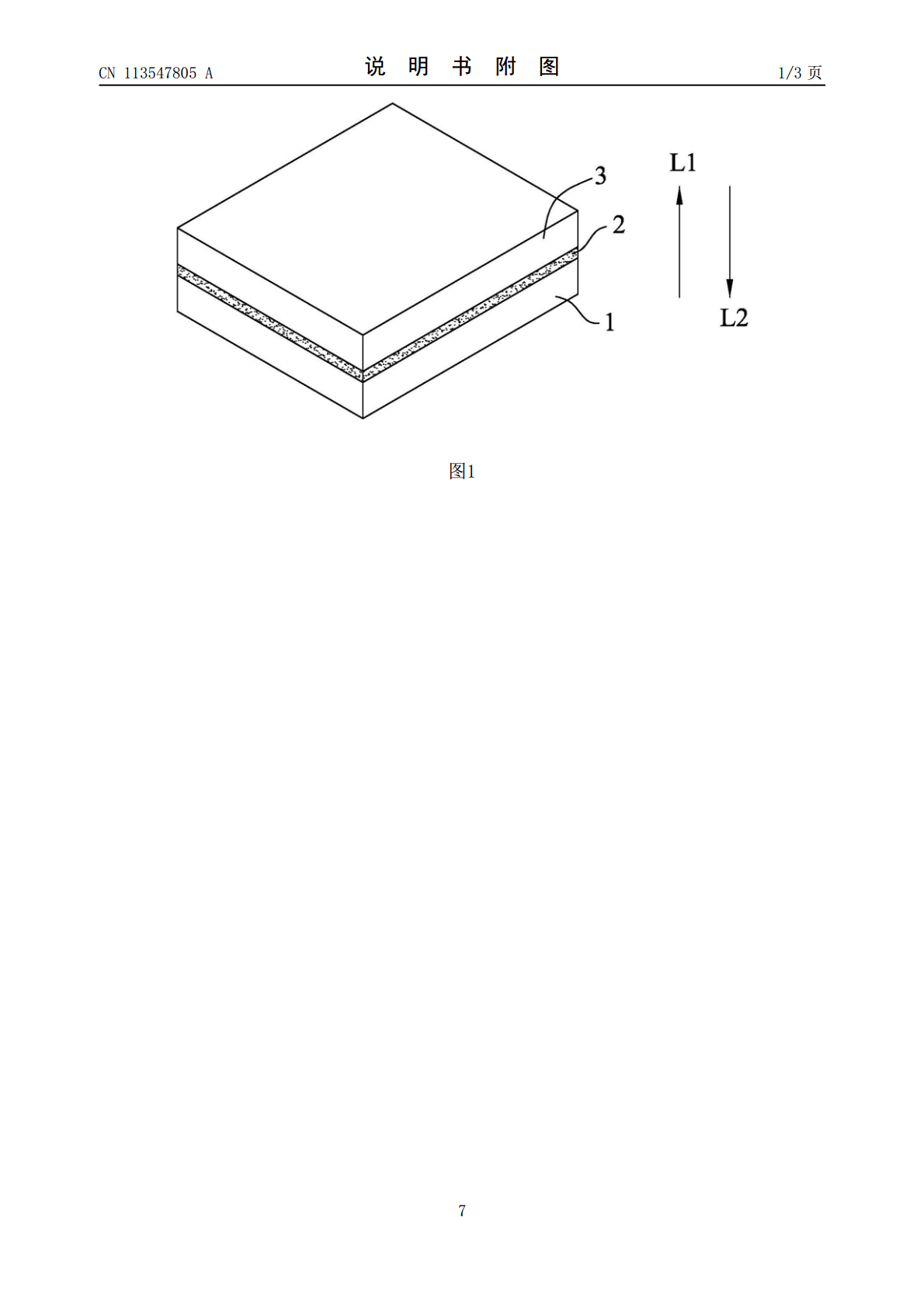
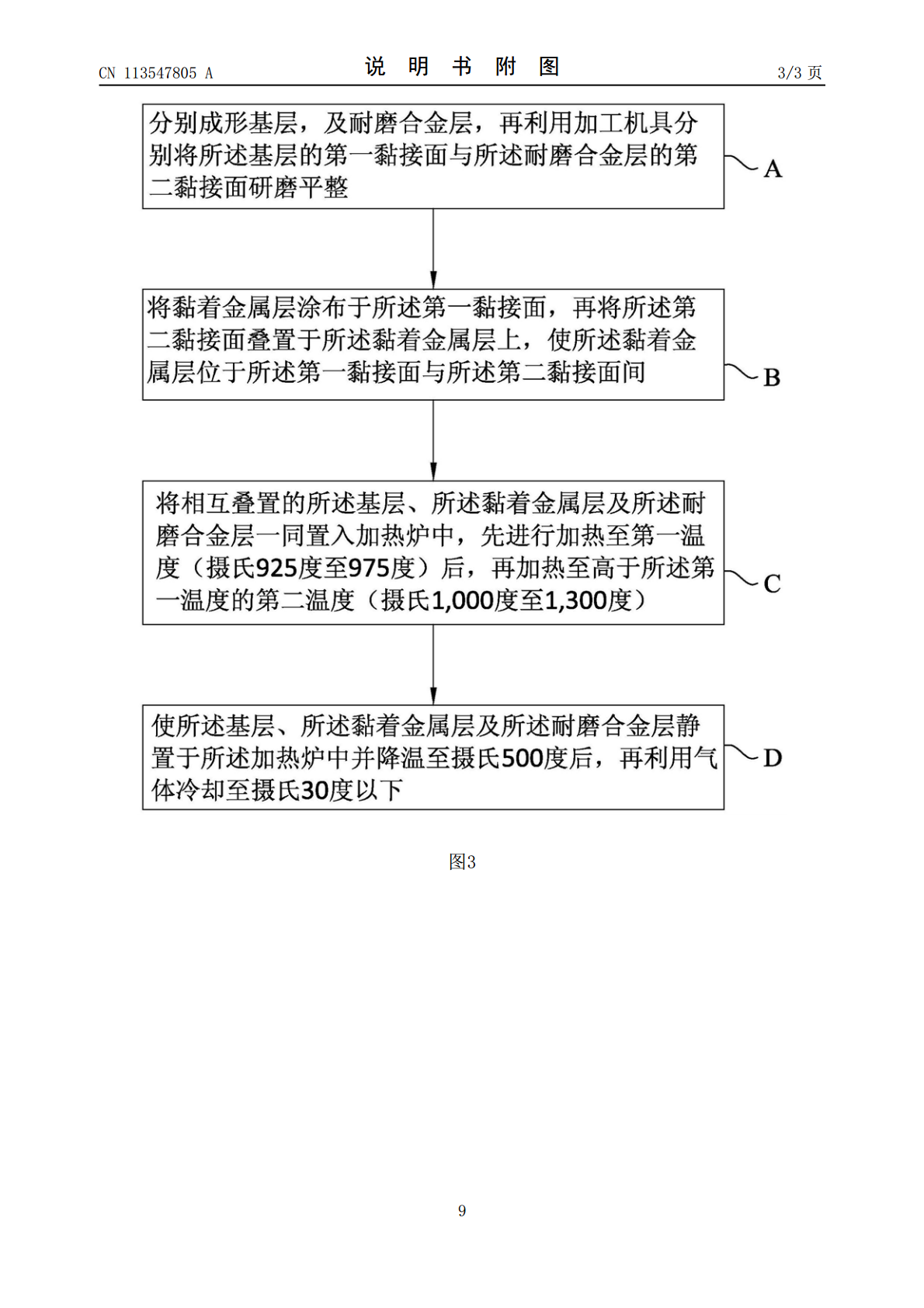
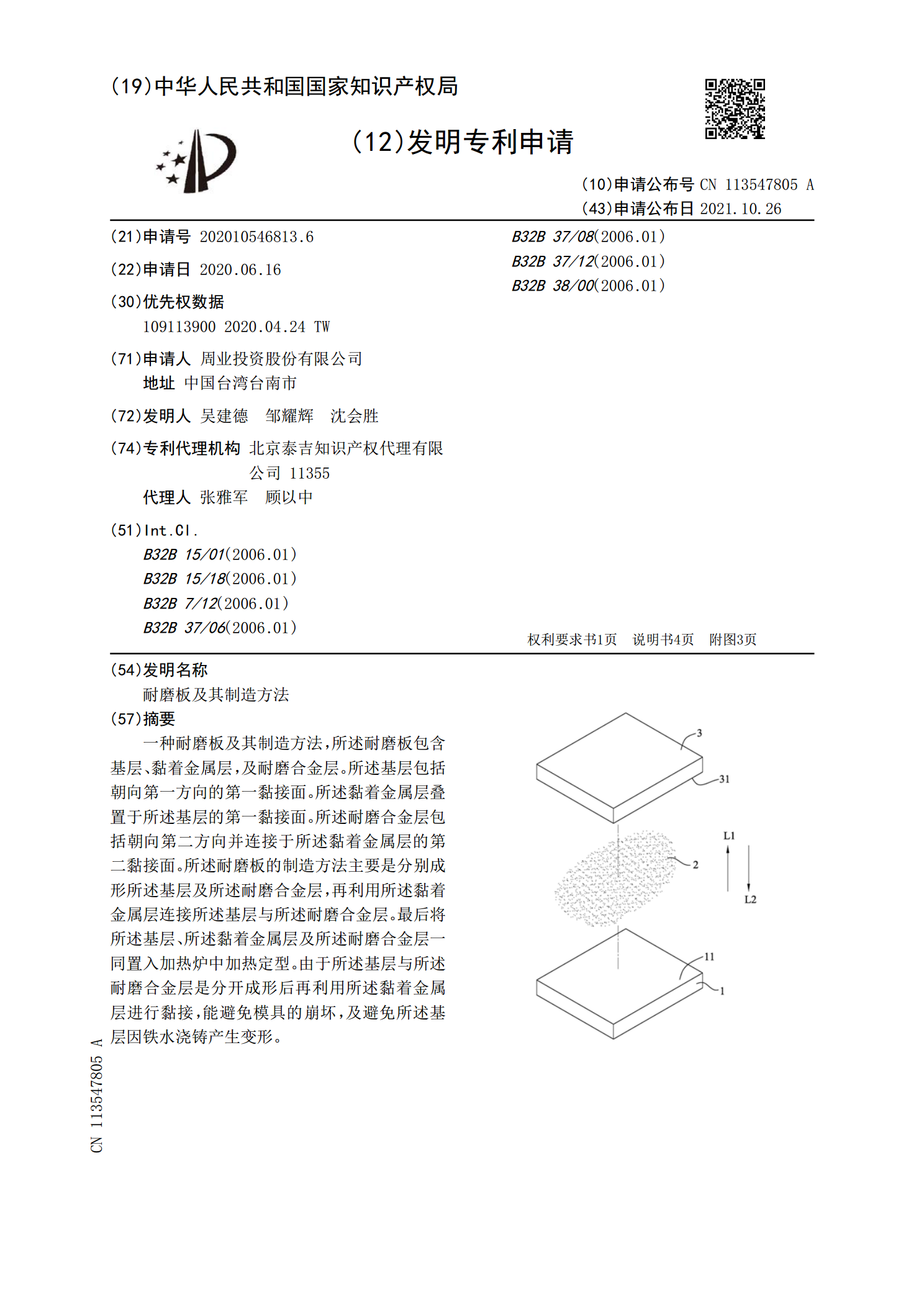
一种耐磨板及其制造方法,所述耐磨板包含基层、黏着金属层,及耐磨合金层。所述基层包括朝向第一方向的第一黏接面。所述黏着金属层叠置于所述基层的第一黏接面。所述耐磨合金层包括朝向第二方向并连接于所述黏着金属层的第二黏接面。所述耐磨板的制造方法主要是分别成形所述基层及所述耐磨合金层,再利用所述黏着金属层连接所述基层与所述耐磨合金层。最后将所述基层、所述黏着金属层及所述耐磨合金层一同置入加热炉中加热定型。由于所述基层与所述耐磨合金层是分开成形后再利用所述黏着金属层进行黏接,能避免模具的崩坏,及避免所述基层因铁水浇铸
一种耐磨衬板及其制造方法.pdf
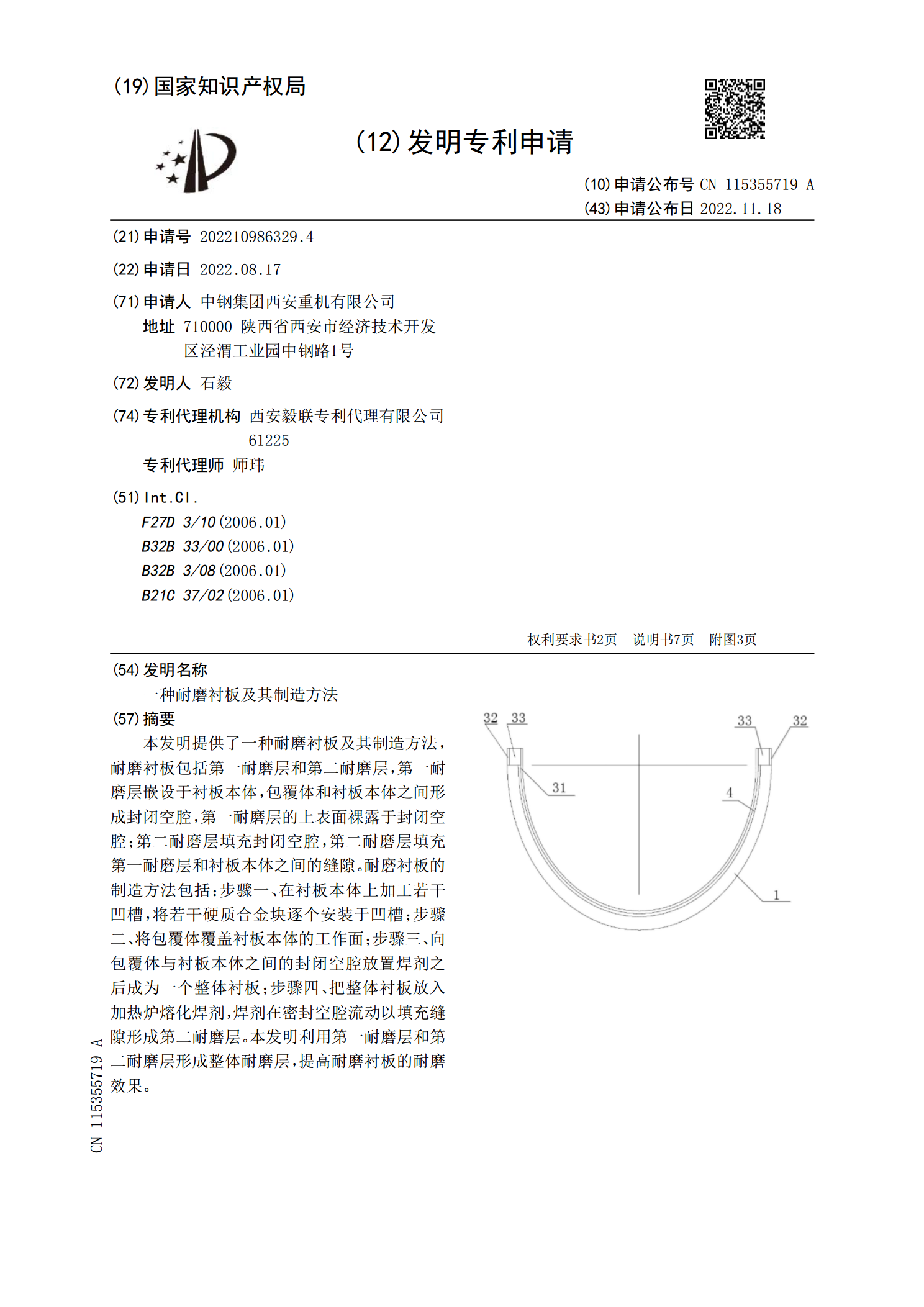
本发明提供了一种耐磨衬板及其制造方法,耐磨衬板包括第一耐磨层和第二耐磨层,第一耐磨层嵌设于衬板本体,包覆体和衬板本体之间形成封闭空腔,第一耐磨层的上表面裸露于封闭空腔;第二耐磨层填充封闭空腔,第二耐磨层填充第一耐磨层和衬板本体之间的缝隙。耐磨衬板的制造方法包括:步骤一、在衬板本体上加工若干凹槽,将若干硬质合金块逐个安装于凹槽;步骤二、将包覆体覆盖衬板本体的工作面;步骤三、向包覆体与衬板本体之间的封闭空腔放置焊剂之后成为一个整体衬板;步骤四、把整体衬板放入加热炉熔化焊剂,焊剂在密封空腔流动以填充缝隙形成第二

单体耐磨项圈及其制造方法.pdf
本发明属于活塞配件技术领域,涉及单体耐磨项圈及其制造方法,单体耐磨项圈组份的重量份数为:C:2.4-2.8份,Si:1.8-2.4份,Mn:1.0-1.4份,Ni:13.5-17份,Cu:5.0-7.0份,S:0-1份,P:0-0.1份,孕育剂0.08-0.18份;单体耐磨项圈及其制造方法是:(1)把耐磨项圈的单体模具粘在造型机的型板上;(2)按照耐磨项圈的如下化学组份的重量份数配料;(3)用变频感应炉熔炼配料成铁水,浇铸到造好的砂箱里,自然冷却后脱模;(4)在数控机床上加工出环形的耐磨项圈,优点是:本发

高耐磨橡胶及其制造方法.pdf
高耐磨橡胶,所述的橡胶是由以下质量份的材料组成:天然胶?40-50份;顺丁胶55-62份;丁苯胶8-12份;白碳黑28-32份;加工油5份;耐磨剂5份;锌氧粉5份;H550活性剂3份;PEG活性剂2份;H600增粘剂2份,H606抗氧化剂2.5份;硬脂酸0.5份;HA2促进剂2.5份;TS/80?促进剂0.15份;S80硫磺2.5份;该橡胶是由各种高分子聚合物及一些化工原料按一定比例组成的,并经过万马力,滚轮及平压台硫化等操作流程制得的一种高耐磨的橡胶大底,此橡胶大底应用在运动鞋底上,具有重量轻;弹性好;

一种强韧性耐磨中锰钢热轧板及其制造方法.pdf
本发明公开了一种强韧性耐磨中锰钢热轧板及其制造方法,其化学成分质量百分数分别为:C:0.8~1.2,Si≤0.8,Mn:7.0~9.0,P≤0.030,S≤0.005,Cr:1.5~2.0,Mo:0.2~1.0,V:0.2~1.0,Nb≤0.2,Ti≤0.05,Al≤0.04,B≤0.003,其余为Fe和不可避免的残存杂质元素。该热轧钢板的制备方法是按设定元素成分熔炼钢水,钢水经真空脱气处理后(炉外精炼)进行连铸成连铸坯或模铸并初轧成钢坯,钢坯于1250℃加热后进行多道次轧制,总压下率不低于65%,道次