
一种含稀土900MPa级高强抽油杆圆钢的生产方法.pdf

康佳****文库

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含稀土900MPa级高强抽油杆圆钢的生产方法.pdf
本发明公开了一种含稀土900MPa级高强抽油杆圆钢的生产方法,以质量百分比计化学成分为:C0.26~0.30%,Si0.20~0.35%,Mn1.40~1.50%,Cr0.20~0.30%,V0.08~0.10%,RE加入量0.002~0.0025%,余量为Fe和不可避免的杂质;其生产工艺包括:转炉终点:碳含量C≥0.05%,P≤0.025%,出钢温度1610~1645℃;过热度30±5℃,拉速2.2‑2.3m/min,结晶器水流量减少到140m
一种高强重载H级抽油杆的生产方法.pdf
本发明公开了一种高强重载H级抽油杆的生产方法,包括如下工艺:冶炼,采用顶底复吹转炉冶炼,采用MnFe、SiMnFe脱氧合金化,后期加入CrFe合金,增碳剂选用无烟煤,转炉终点钢水中C含量不少于0.06wt%,P含量不超过0.03wt%;出钢温度为1620~1644℃;精炼;连铸,过热度设置为25~35℃,拉速为1.9~2.0m/min;轧制,开轧温度为1000~1100℃,终轧温度为900~950℃;热处理工艺:800‑900℃淬火,550‑650℃回火。本发明生产的高强抽油杆圆钢各项指标均满足标准要求,
一种高强度耐疲劳抽油杆钢的生产方法.pdf
本发明公开了一种高强度耐疲劳抽油杆钢的生产方法,工艺流程:铁水脱硫预处理→电炉冶炼→出钢脱氧合金化、增碳去夹杂→钢包惰性气体底吹搅拌→LF精炼处理→连铸→铸坯缓冷→轧制;成分设计:C:0.30~0.33%;Si:0.25‑0.35%;Mn:0.95~1.10%;Mo:0.20~0.30%;P:≤0.012%;S≤0.005%;Ti:0.045~0.055%;Cr:0.85~0.95%;Al:0.025~0.035%;Cu≤0.10%;[Ni]≤0.10%;[N]:≤0.0045%;再依次经过铁水脱硫预处理
双金属耐腐蚀抽油杆用圆钢及其生产方法.pdf
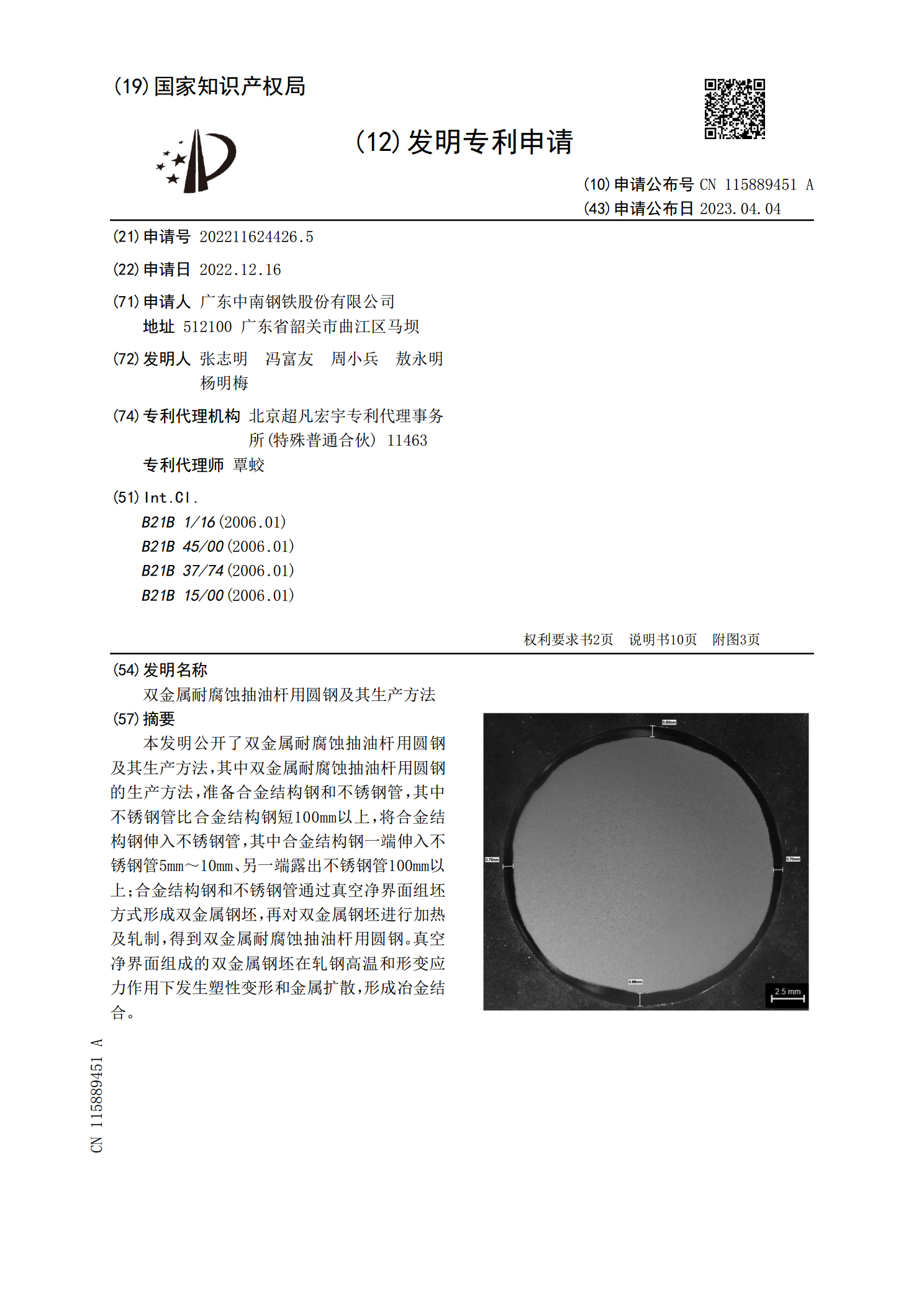
本发明公开了双金属耐腐蚀抽油杆用圆钢及其生产方法,其中双金属耐腐蚀抽油杆用圆钢的生产方法,准备合金结构钢和不锈钢管,其中不锈钢管比合金结构钢短100mm以上,将合金结构钢伸入不锈钢管,其中合金结构钢一端伸入不锈钢管5mm~10mm、另一端露出不锈钢管100mm以上;合金结构钢和不锈钢管通过真空净界面组坯方式形成双金属钢坯,再对双金属钢坯进行加热及轧制,得到双金属耐腐蚀抽油杆用圆钢。真空净界面组成的双金属钢坯在轧钢高温和形变应力作用下发生塑性变形和金属扩散,形成冶金结合。
一种D级抽油杆钢及其生产方法.pdf
本发明提供了一种D级抽油杆钢及其生产方法。其钢种化学成分为(重量百分比):C:0.22-0.29%;Cr:≤1.03%;Mn:0.90-1.60%;Si:0.21-0.37%;V:0.04-0.12%;Alt:0.015-0.050%;其余组份为Fe及不可避免的杂质。本发明解决了传统D级抽油杆钢主要选用价格昂贵的合金钢或高组份合金钢材质,产品生产及应用成本高的问题。该材质钢种通过采用转炉→连铸→连轧生产,解决了传统的电炉开坯、轧材,消耗能源高、生产工艺复杂、产品质量及加工应用工艺不稳定的问题。