
一种高强重载H级抽油杆的生产方法.pdf

俊英****22

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强重载H级抽油杆的生产方法.pdf
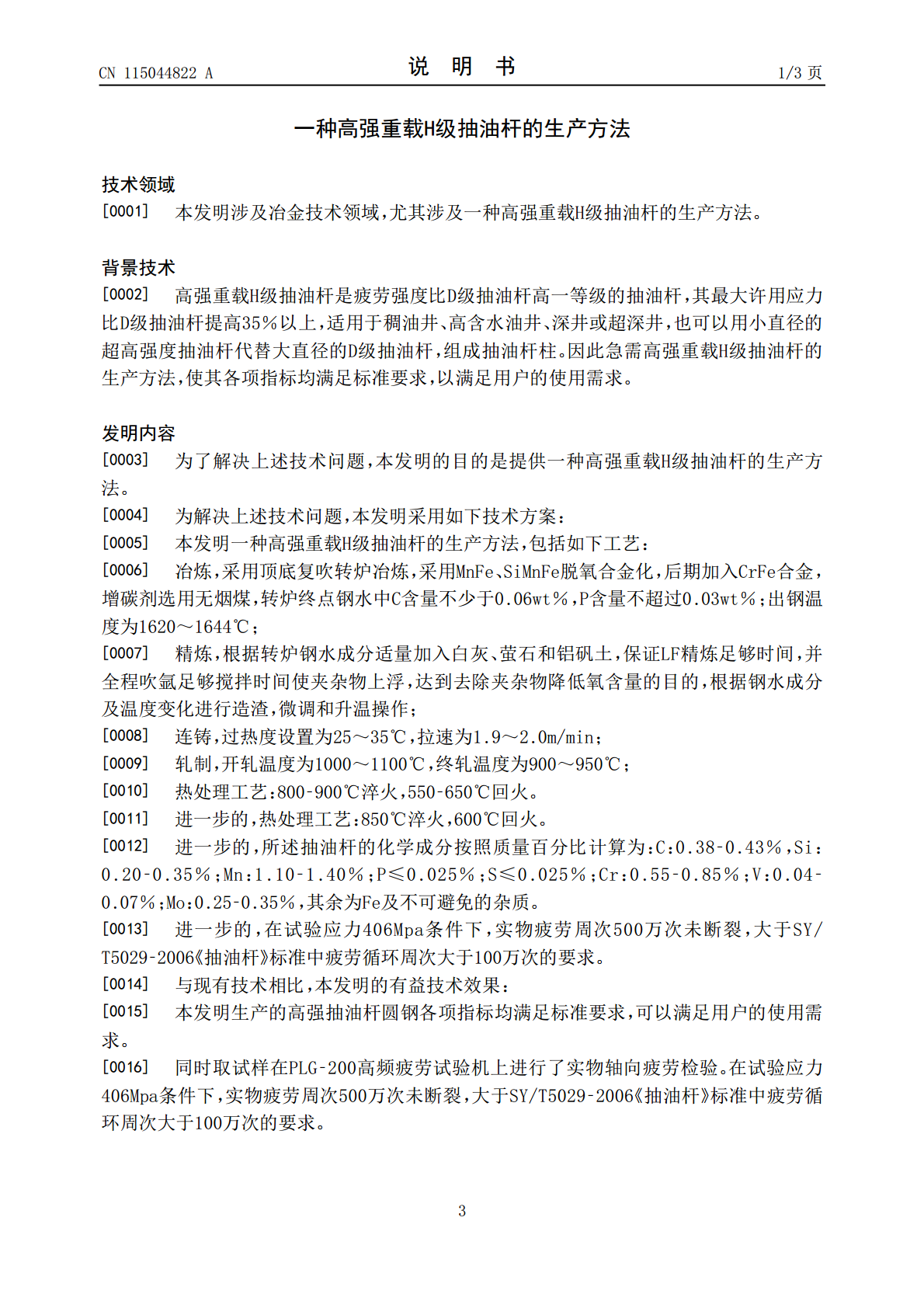
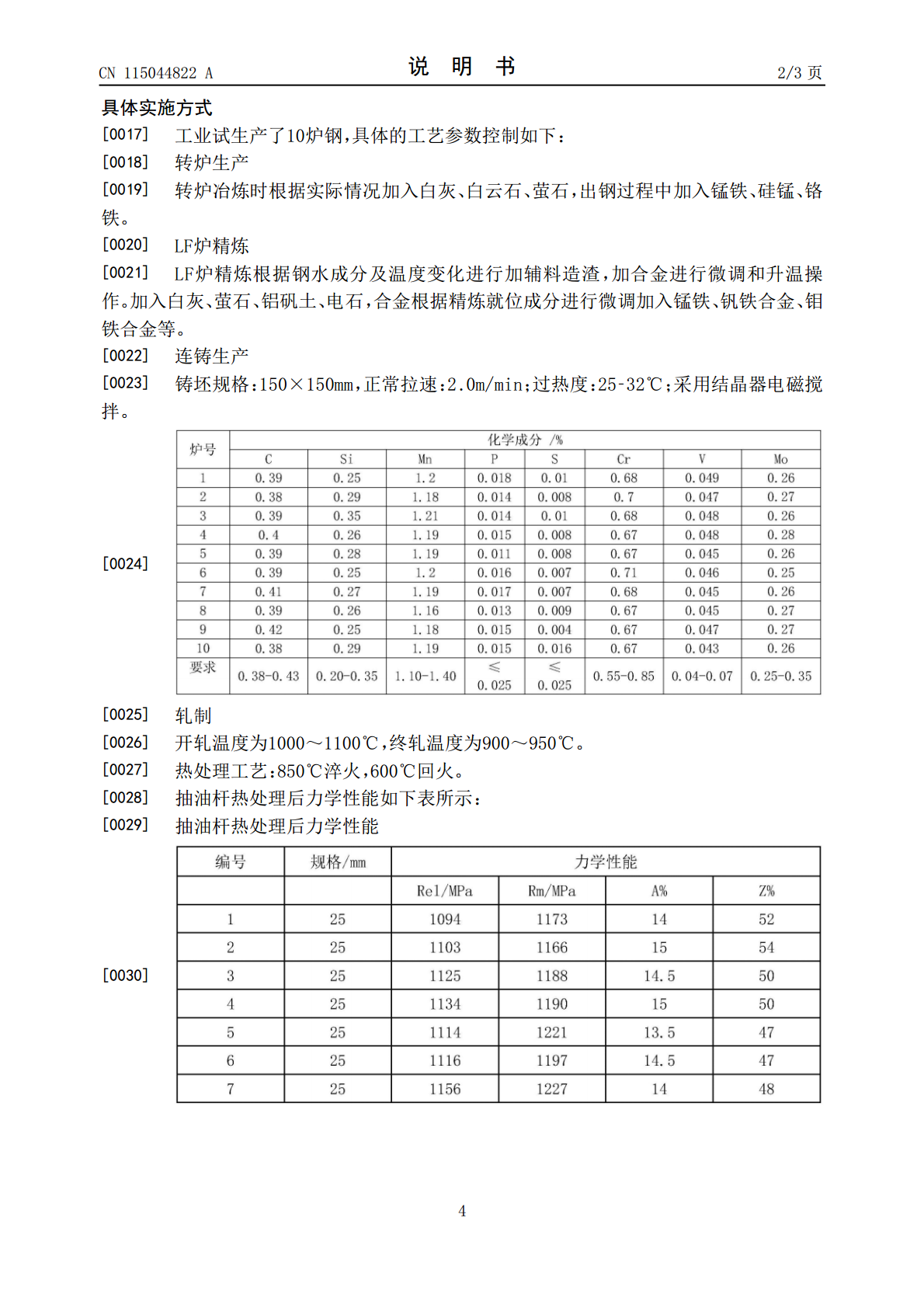
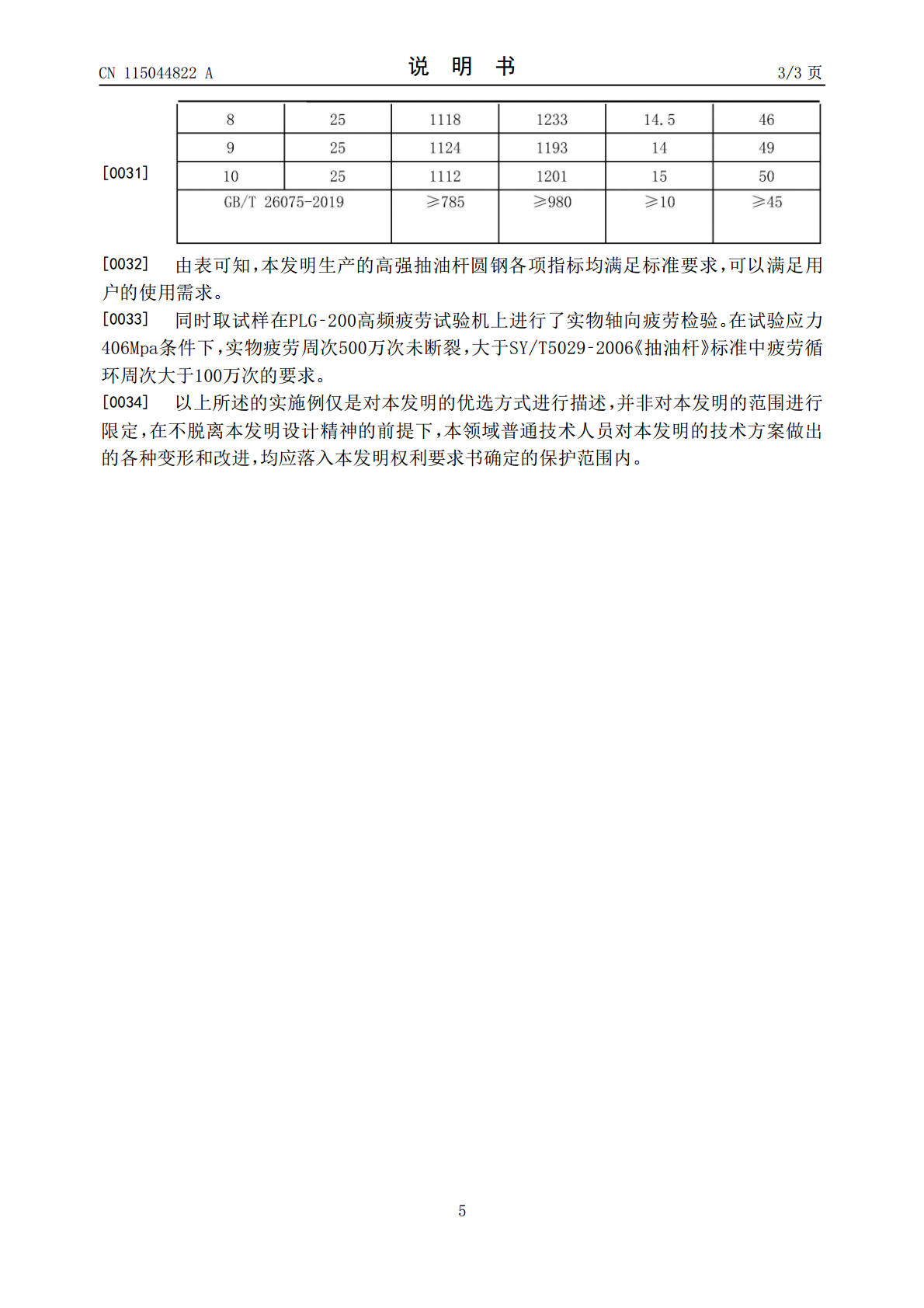
本发明公开了一种高强重载H级抽油杆的生产方法,包括如下工艺:冶炼,采用顶底复吹转炉冶炼,采用MnFe、SiMnFe脱氧合金化,后期加入CrFe合金,增碳剂选用无烟煤,转炉终点钢水中C含量不少于0.06wt%,P含量不超过0.03wt%;出钢温度为1620~1644℃;精炼;连铸,过热度设置为25~35℃,拉速为1.9~2.0m/min;轧制,开轧温度为1000~1100℃,终轧温度为900~950℃;热处理工艺:800‑900℃淬火,550‑650℃回火。本发明生产的高强抽油杆圆钢各项指标均满足标准要求,
一种H级抽油杆及其制备方法.pdf
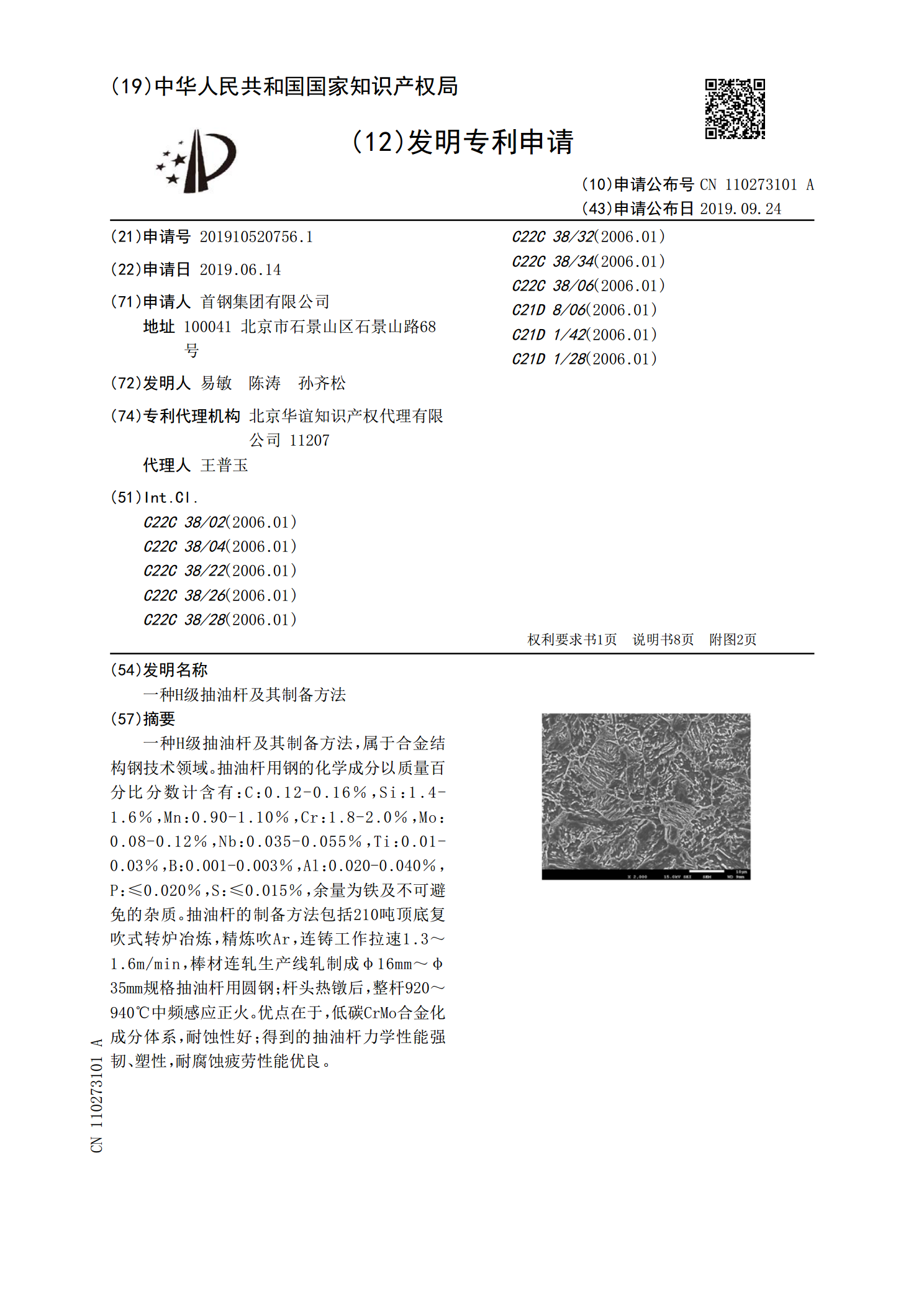
一种H级抽油杆及其制备方法,属于合金结构钢技术领域。抽油杆用钢的化学成分以质量百分比分数计含有:C:0.12‑0.16%,Si:1.4‑1.6%,Mn:0.90‑1.10%,Cr:1.8‑2.0%,Mo:0.08‑0.12%,Nb:0.035‑0.055%,Ti:0.01‑0.03%,B:0.001‑0.003%,Al:0.020‑0.040%,P:≤0.020%,S:≤0.015%,余量为铁及不可避免的杂质。抽油杆的制备方法包括210吨顶底复吹式转炉冶炼,精炼吹Ar,连铸工作拉速1.3~1.6m/min
一种高强度耐疲劳抽油杆钢的生产方法.pdf
本发明公开了一种高强度耐疲劳抽油杆钢的生产方法,工艺流程:铁水脱硫预处理→电炉冶炼→出钢脱氧合金化、增碳去夹杂→钢包惰性气体底吹搅拌→LF精炼处理→连铸→铸坯缓冷→轧制;成分设计:C:0.30~0.33%;Si:0.25‑0.35%;Mn:0.95~1.10%;Mo:0.20~0.30%;P:≤0.012%;S≤0.005%;Ti:0.045~0.055%;Cr:0.85~0.95%;Al:0.025~0.035%;Cu≤0.10%;[Ni]≤0.10%;[N]:≤0.0045%;再依次经过铁水脱硫预处理

抽油杆详解(普通抽油杆、空心抽油杆、玻璃钢抽油杆、超高强度抽油杆、加重杆).pdf
一种含稀土900MPa级高强抽油杆圆钢的生产方法.pdf
本发明公开了一种含稀土900MPa级高强抽油杆圆钢的生产方法,以质量百分比计化学成分为:C0.26~0.30%,Si0.20~0.35%,Mn1.40~1.50%,Cr0.20~0.30%,V0.08~0.10%,RE加入量0.002~0.0025%,余量为Fe和不可避免的杂质;其生产工艺包括:转炉终点:碳含量C≥0.05%,P≤0.025%,出钢温度1610~1645℃;过热度30±5℃,拉速2.2‑2.3m/min,结晶器水流量减少到140m