
5系铝合金板材及其制备方法.pdf

莉娜****ua


1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
5系铝合金板材及其制备方法.pdf
本发明公开了一种5系铝合金板材及其制备方法,其中,制备方法包括配料、熔炼、除气精炼、铸造、均匀化热处理、热轧、成品热处理、表面平整度处理,其中,均匀化热处理包括:首先将均匀化炉的炉内温度调节至100‑150℃左右;将铸造后的铸锭投入到均匀化炉内,加热至350‑400℃并保温10‑15h;热轧包括:将均匀化热处理后的铸锭放入至推进式加热炉内,炉内温度控制在470‑500℃,保温4‑6h;然后出炉热轧并在第一道次热轧后对铸锭进行浮液冷却;再对铸锭进行多道次热轧直至铸锭厚度达到加工要求。本发明的制备方法能有效改
6系铝合金板材的制备方法.pdf
本发明公开了一种6系铝合金板材的制备方法,包括配料、熔炼、除气过滤、铸造、均匀化处理、锯切、淬火、人工时效、表面平整度处理;在均匀化处理时,将均匀化炉内温度调节至100‑150℃,将铸造后的铸锭投入到均匀化炉内,并加热至380‑440℃,保温8‑12h,然后将均匀化炉内的温度调节至480‑560℃,并保温3‑6h;在淬火时,将淬火炉内的温度调节至560‑570℃,然后将切片后的铸锭投入至淬火炉内,当铸锭温度达到指定温度时,对铸锭进行保温,保温时间为0.5‑8h;然后对铸锭进行冷却,并使铸锭厚度中心部分的冷
用于轧制铝合金板材的CADI辊套及其制备方法.pdf
用于轧制铝合金板材的CADI辊套及其制备方法,属于轧制技术领域。采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数10‑12%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1503‑1517℃,加入0.10wt.%纯铝脱氧,然后进行球化和孕育处理,最后进行等温淬火处理,获得强韧性和耐磨性好的CADI辊套,用于轧制铝合金板材,可以改善板材表面质量,推广应用具有良好的经济和社会效益。
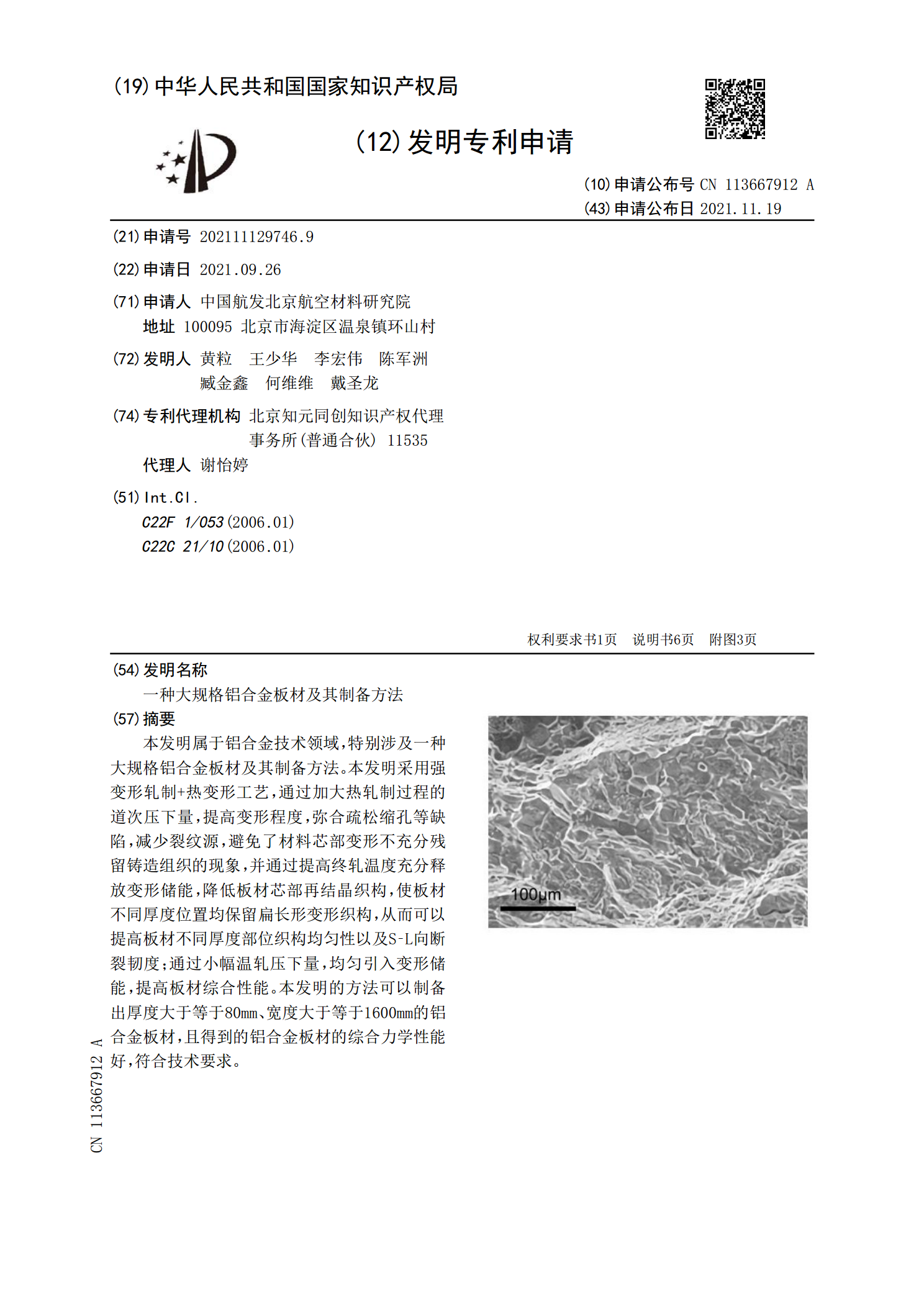
一种大规格铝合金板材及其制备方法.pdf
本发明属于铝合金技术领域,特别涉及一种大规格铝合金板材及其制备方法。本发明采用强变形轧制+热变形工艺,通过加大热轧制过程的道次压下量,提高变形程度,弥合疏松缩孔等缺陷,减少裂纹源,避免了材料芯部变形不充分残留铸造组织的现象,并通过提高终轧温度充分释放变形储能,降低板材芯部再结晶织构,使板材不同厚度位置均保留扁长形变形织构,从而可以提高板材不同厚度部位织构均匀性以及S‑L向断裂韧度;通过小幅温轧压下量,均匀引入变形储能,提高板材综合性能。本发明的方法可以制备出厚度大于等于80mm、宽度大于等于1600mm的
一种装饰用铝合金板材及其制备方法.pdf
本发明涉及铝合金材料技术领域,公开了一种装饰用铝合金板材及其制备方法。该方法包括以下步骤:(1)熔铸:将熔炼原料进行熔炼,然后进行铸造,得到铝合金铸锭;(2)热轧:将铝合金铸锭在500‑600℃下保温2‑4小时,然后在350‑400℃下热轧,得到热轧坯料;(3)冷轧:将热轧坯料依次进行三道次粗轧、一道次中轧和一道次精轧,采用轧制油进行润滑冷却,并控制轧制油的温度为40‑45℃,同时使用板型仪控制板型,得到冷轧板材;(4)将冷轧板材置于退火炉中,将炉温升至250‑300℃,保温3‑5小时,冷却,得到铝合金板