
一种装饰用铝合金板材及其制备方法.pdf

光誉****君哥

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种装饰用铝合金板材及其制备方法.pdf
本发明涉及铝合金材料技术领域,公开了一种装饰用铝合金板材及其制备方法。该方法包括以下步骤:(1)熔铸:将熔炼原料进行熔炼,然后进行铸造,得到铝合金铸锭;(2)热轧:将铝合金铸锭在500‑600℃下保温2‑4小时,然后在350‑400℃下热轧,得到热轧坯料;(3)冷轧:将热轧坯料依次进行三道次粗轧、一道次中轧和一道次精轧,采用轧制油进行润滑冷却,并控制轧制油的温度为40‑45℃,同时使用板型仪控制板型,得到冷轧板材;(4)将冷轧板材置于退火炉中,将炉温升至250‑300℃,保温3‑5小时,冷却,得到铝合金板
一种船舶用高强耐蚀铝合金板材及其制备方法.pdf
本发明涉及铝合金板材技术领域,提供一种船舶用高强耐蚀铝合金板材及其制备方法。铝合金板材包括Mg6.1?7.1%,Cu≤0.1%,Mn0.55?1.05%,Cr0.1?0.2%,Si≤0.15%,Fe≤0.3%,Zr0.1?0.2%,余量Al。制备方法中,根据板材厚度从步骤1?9:制备铸锭、均匀化、热轧、控温冷却、一次冷轧、中间退火、最终冷轧、稳定化退火、矫直及分切包装中选择部分步骤;当厚度≥8mm,选择步骤1?4、9;当厚度在5?8mm,选择步骤1?5、9;当厚度≤5mm,选择步骤1?3、5?9。本发明能
一种新能源车用充电桩铝合金板材及其制备方法.pdf
本发明公开了一种新能源车用充电桩铝合金板材及其制备方法。所述铝合金板材中各元素及其含量为Si≤0.1%、Fe0.15~0.18%、Cu0.21~0.23%、Mn≤0.01%、Mg≤0.01%、Cr≤0.01%、Zn≤0.01%、Ti0.01~0.15%,余量为Al。将原料铝锭、Al‑Cu75、纯镁锭、Al‑Cr75、Zn合金锭和5Ti‑1B钛硼丝加入熔炼炉中进行熔炼,熔炼后所得合金液依次进行精炼、铸造,所得铸锭依次进行锯头铣面、均热化处理、加热热轧和退火,得到产品充电桩铝合金板材。通过本发明制备得到
一种环保装饰板材及其制备方法.pdf
本发明公开了一种环保装饰板材,包括以下原料及其重量分数:表面改性纤维素纳米晶体15‑20份、环氧树脂改性甲壳素纤维25‑35份、废旧轮胎橡胶粉20‑30份、木棉纤维5‑10份、椰子纤维5‑10份、柏油5‑10份、蛋白石页岩2‑5份、纳米硅粉5‑10份、硅烷偶联剂KH‑5502‑5份、纳米氟素镀膜蜡2‑5份。本发明还公开了所述环保装饰板材的制备方法,包括如下步骤:1)按重量份数混合原料后加入到搅拌机中搅拌均匀,搅拌时间10分钟,搅拌速度1000转/分钟;2)通过双螺杆挤出机熔融挤出,加料段温度50℃,熔融
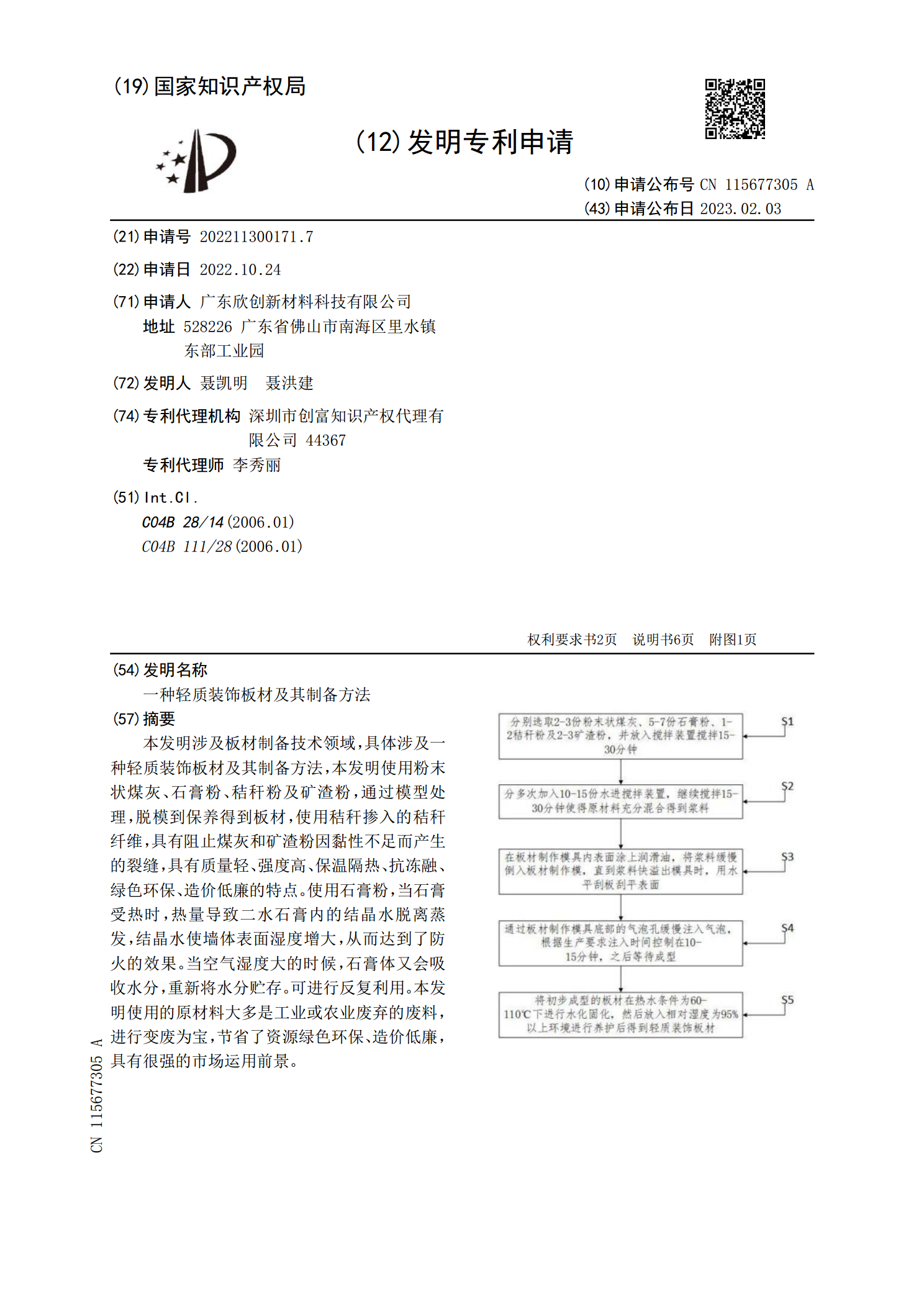
一种轻质装饰板材及其制备方法.pdf
本发明涉及板材制备技术领域,具体涉及一种轻质装饰板材及其制备方法,本发明使用粉末状煤灰、石膏粉、秸秆粉及矿渣粉,通过模型处理,脱模到保养得到板材,使用秸秆掺入的秸秆纤维,具有阻止煤灰和矿渣粉因黏性不足而产生的裂缝,具有质量轻、强度高、保温隔热、抗冻融、绿色环保、造价低廉的特点。使用石膏粉,当石膏受热时,热量导致二水石膏内的结晶水脱离蒸发,结晶水使墙体表面湿度增大,从而达到了防火的效果。当空气湿度大的时候,石膏体又会吸收水分,重新将水分贮存。可进行反复利用。本发明使用的原材料大多是工业或农业废弃的废料,进行