
用于轧制铝合金板材的CADI辊套及其制备方法.pdf

猫巷****忠娟


1/8
2/8
3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于轧制铝合金板材的CADI辊套及其制备方法.pdf
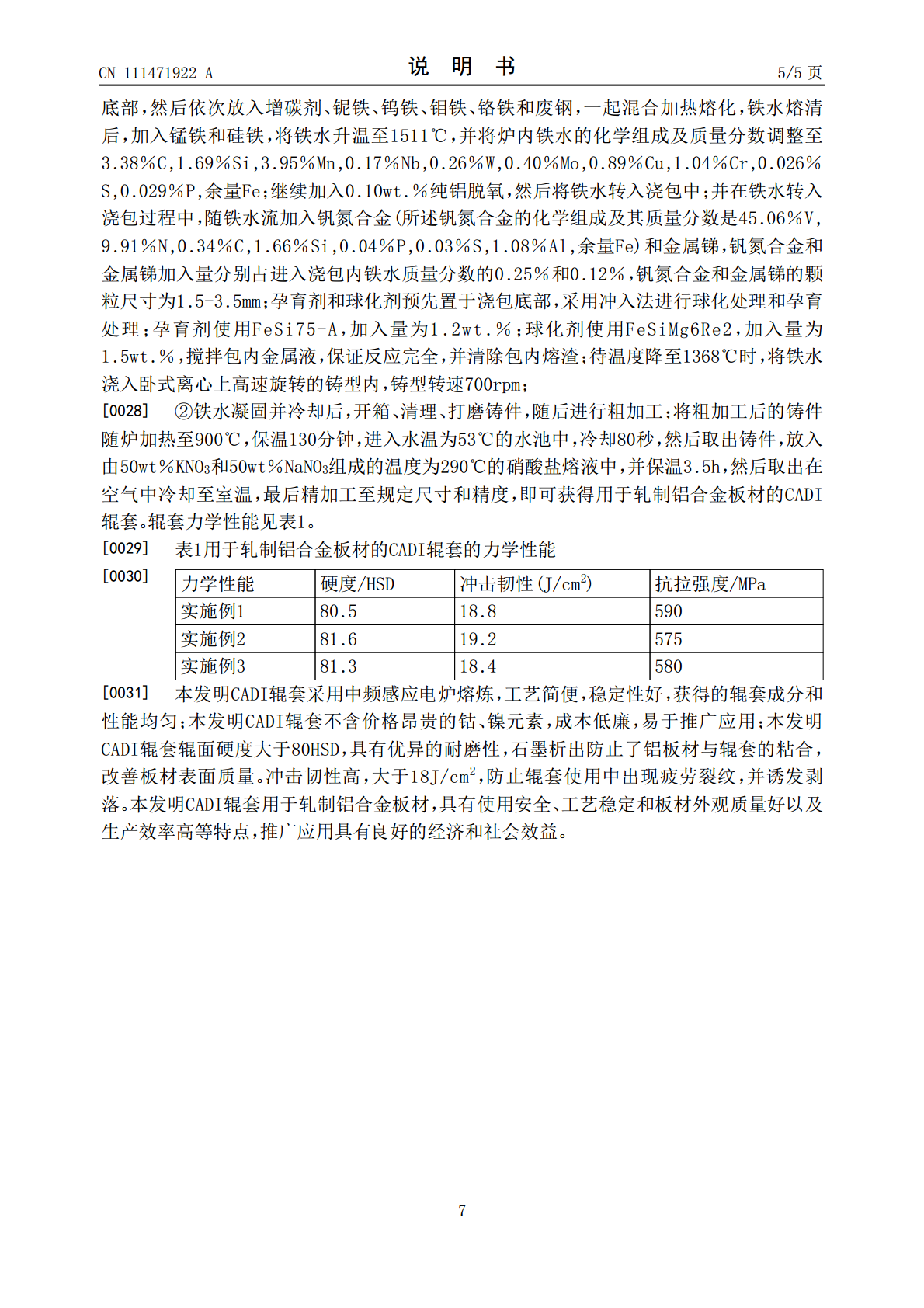
用于轧制铝合金板材的CADI辊套及其制备方法,属于轧制技术领域。采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数10‑12%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1503‑1517℃,加入0.10wt.%纯铝脱氧,然后进行球化和孕育处理,最后进行等温淬火处理,获得强韧性和耐磨性好的CADI辊套,用于轧制铝合金板材,可以改善板材表面质量,推广应用具有良好的经济和社会效益。
用于印刷辊的辊套及其制造方法.pdf
本发明涉及用于印刷辊的辊套及其制造方法,该辊套可以增强对印刷液的粘合力。用于印刷辊的辊套包括:基膜;形成在所述基膜的背侧上的缓冲部分;以及印刷模,其形成在所述基膜的整个表面上,并具有甲基树脂以使得所述印刷模在其表面上具有粘性。
5系铝合金板材及其制备方法.pdf
本发明公开了一种5系铝合金板材及其制备方法,其中,制备方法包括配料、熔炼、除气精炼、铸造、均匀化热处理、热轧、成品热处理、表面平整度处理,其中,均匀化热处理包括:首先将均匀化炉的炉内温度调节至100‑150℃左右;将铸造后的铸锭投入到均匀化炉内,加热至350‑400℃并保温10‑15h;热轧包括:将均匀化热处理后的铸锭放入至推进式加热炉内,炉内温度控制在470‑500℃,保温4‑6h;然后出炉热轧并在第一道次热轧后对铸锭进行浮液冷却;再对铸锭进行多道次热轧直至铸锭厚度达到加工要求。本发明的制备方法能有效改
一种应用铜辊套铸轧制备1070铝合金带坯的方法.pdf
本发明公开了一种应用铜辊套铸轧制备1070铝合金带坯的方法,该铝合金带材,目的在于解决现有铸轧工艺生产的1070铝合金表面质量差,合金致密性低,且生产速度较慢的问题。本发明包括配料熔炼、静置炉精炼、在线处理、铸轧和卷取几个工艺步骤。使用铜辊套铸轧技术,充分利用铜辊套冷却能力强的特点,铸轧法制备1070铝合金带坯可以大幅度提高生产效率,显著改善材料内部组织,提高产品质量,降低生产成本。
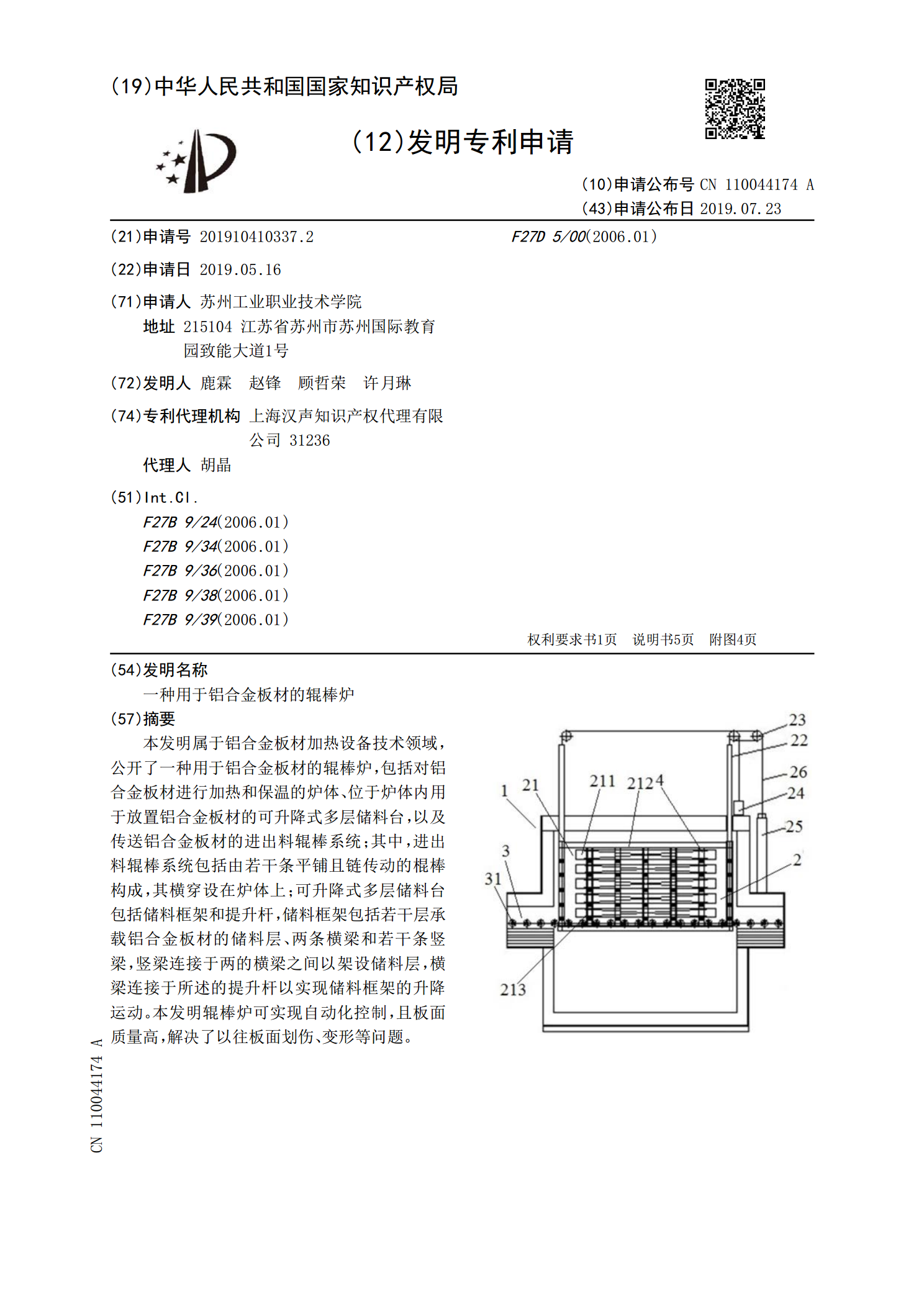
一种用于铝合金板材的辊棒炉.pdf
本发明属于铝合金板材加热设备技术领域,公开了一种用于铝合金板材的辊棒炉,包括对铝合金板材进行加热和保温的炉体、位于炉体内用于放置铝合金板材的可升降式多层储料台,以及传送铝合金板材的进出料辊棒系统;其中,进出料辊棒系统包括由若干条平铺且链传动的棍棒构成,其横穿设在炉体上;可升降式多层储料台包括储料框架和提升杆,储料框架包括若干层承载铝合金板材的储料层、两条横梁和若干条竖梁,竖梁连接于两的横梁之间以架设储料层,横梁连接于所述的提升杆以实现储料框架的升降运动。本发明辊棒炉可实现自动化控制,且板面质量高,解决了以