
浮法玻璃制造方法和浮法玻璃.pdf

文宣****66

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

浮法玻璃制造方法和浮法玻璃.pdf
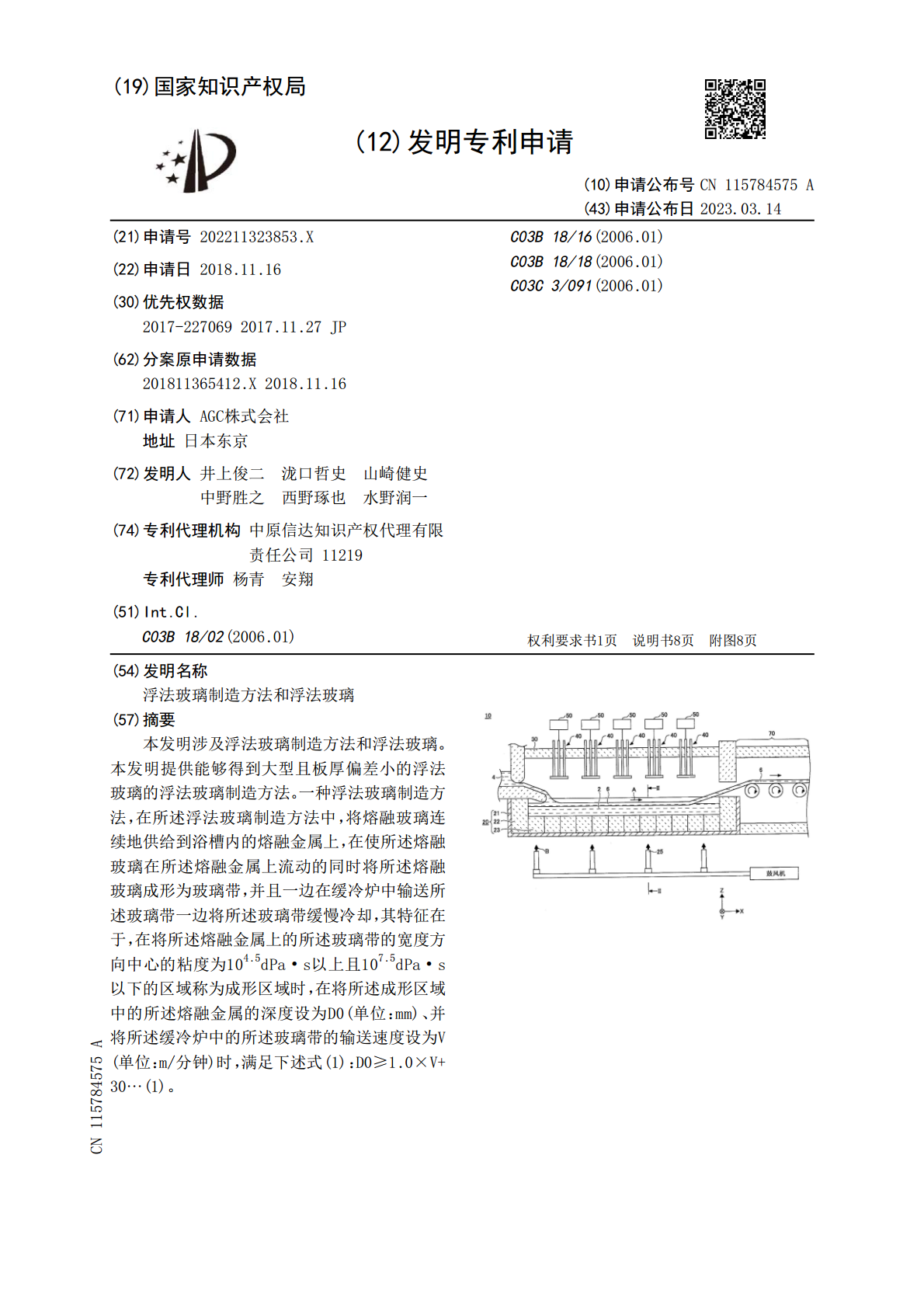
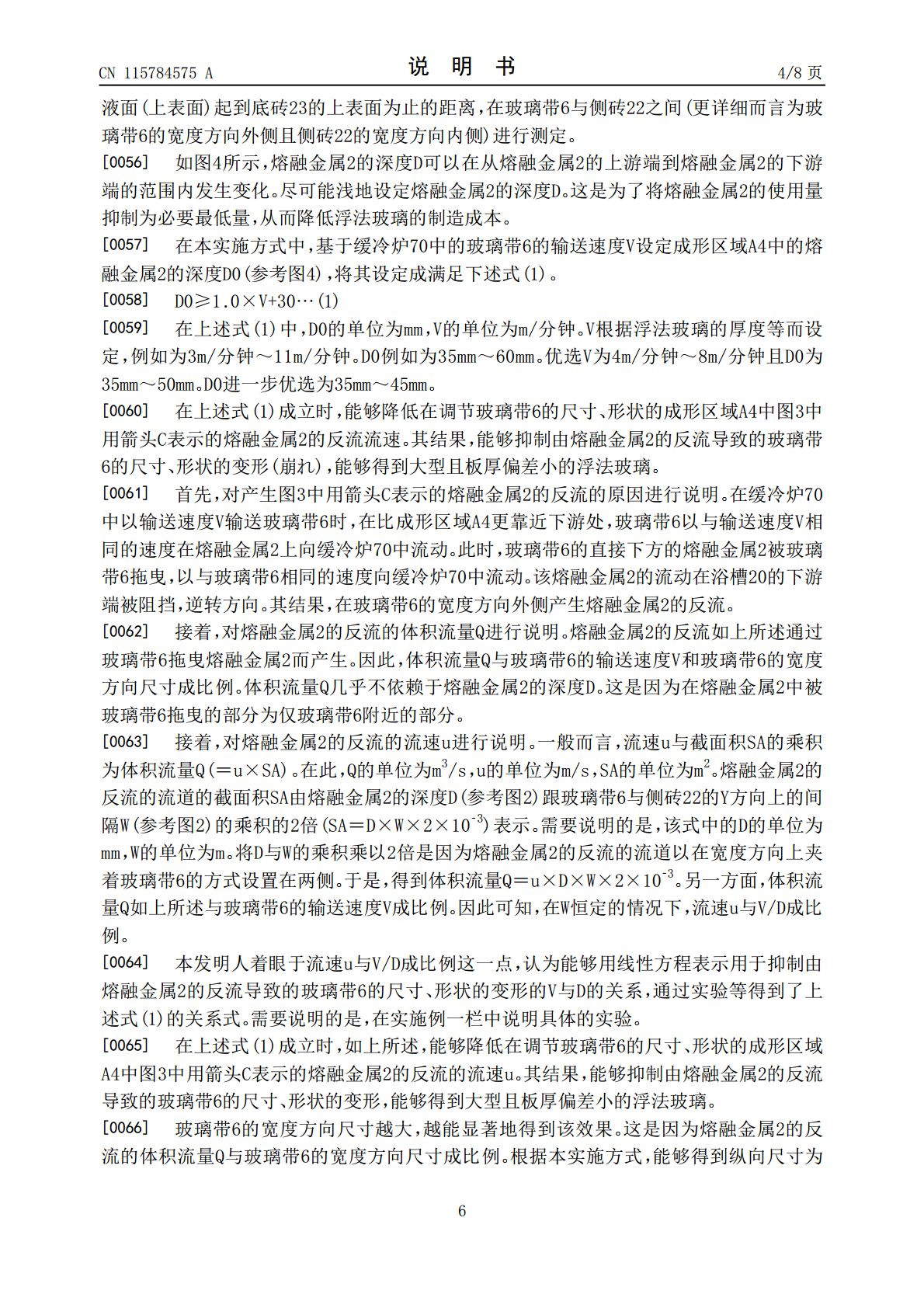
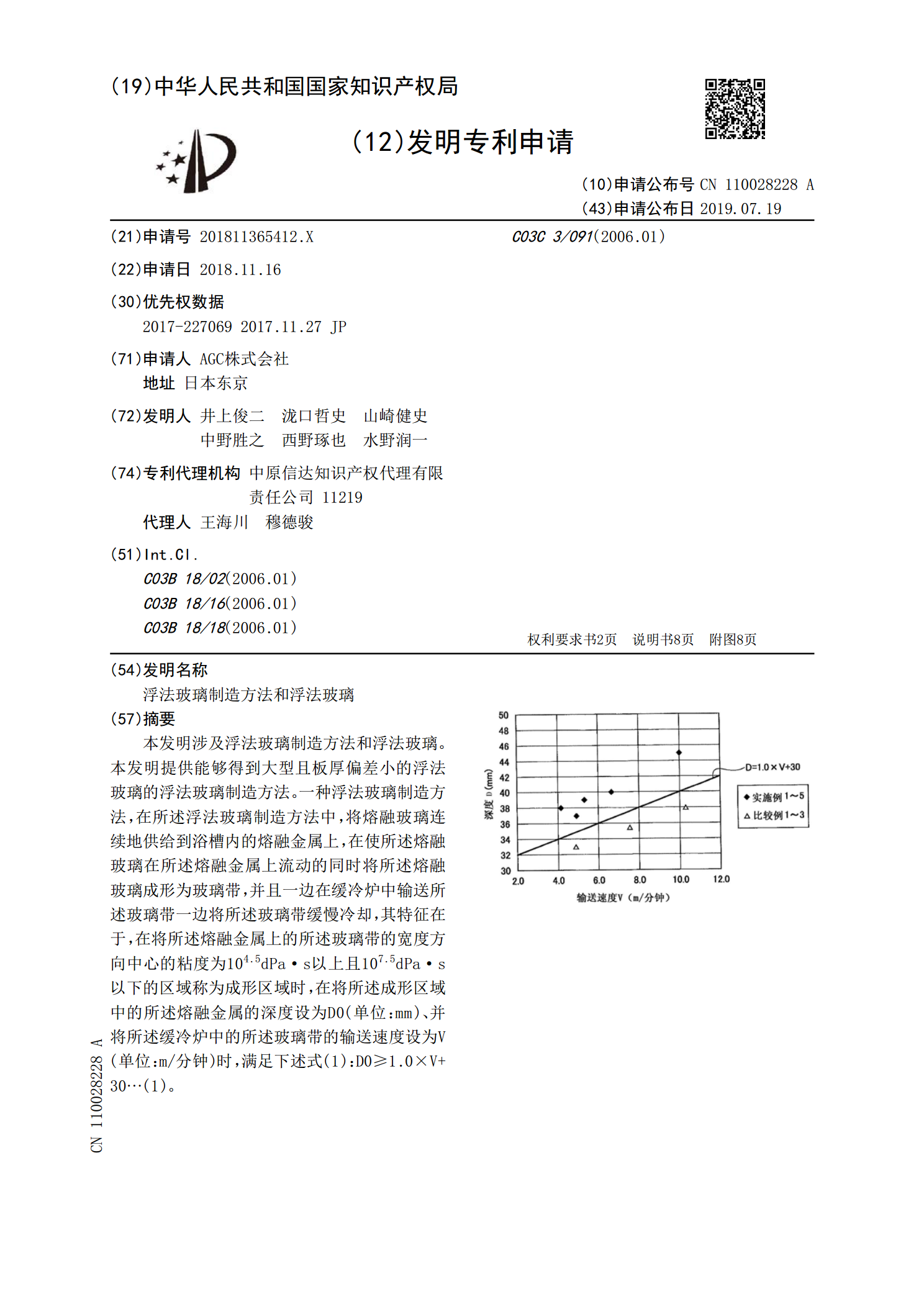
本发明涉及浮法玻璃制造方法和浮法玻璃。本发明提供能够得到大型且板厚偏差小的浮法玻璃的浮法玻璃制造方法。一种浮法玻璃制造方法,在所述浮法玻璃制造方法中,将熔融玻璃连续地供给到浴槽内的熔融金属上,在使所述熔融玻璃在所述熔融金属上流动的同时将所述熔融玻璃成形为玻璃带,并且一边在缓冷炉中输送所述玻璃带一边将所述玻璃带缓慢冷却,其特征在于,在将所述熔融金属上的所述玻璃带的宽度方向中心的粘度为10
浮法玻璃制造方法和浮法玻璃.pdf
本发明涉及浮法玻璃制造方法和浮法玻璃。本发明提供能够得到大型且板厚偏差小的浮法玻璃的浮法玻璃制造方法。一种浮法玻璃制造方法,在所述浮法玻璃制造方法中,将熔融玻璃连续地供给到浴槽内的熔融金属上,在使所述熔融玻璃在所述熔融金属上流动的同时将所述熔融玻璃成形为玻璃带,并且一边在缓冷炉中输送所述玻璃带一边将所述玻璃带缓慢冷却,其特征在于,在将所述熔融金属上的所述玻璃带的宽度方向中心的粘度为10

浮法玻璃制造装置和浮法玻璃制造方法.pdf
浮法玻璃制造装置的热处理炉具有:浮渣箱;缓冷炉;第一分隔部,所述第一分隔部设置在玻璃带的输送方向的最下游的提升辊与输送方向的最上游的退火辊之间,并且配置在热处理炉的底部;和第二分隔部,所述第二分隔部配置在第一分隔部的上方,并且与第一分隔部一起将输送玻璃带的输送路径夹在中间。热处理炉具有:气体喷出喷嘴,所述气体喷出喷嘴从输送路径的下方向输送路径喷出氧化硫气体;和引导构件,所述引导构件在比气体喷出喷嘴更靠输送方向的上游侧的位置以面向多个退火辊中的任意一个退火辊的方式配置。

浮法玻璃制造装置和浮法玻璃制造方法.pdf
本发明涉及浮法玻璃制造装置和浮法玻璃制造方法。本发明提供一种浮法玻璃制造装置和浮法玻璃制造方法,所述浮法玻璃制造装置和浮法玻璃制造方法能够防止配置在浮渣箱内的帘状物的片材部的变形。一种浮法玻璃制造装置,其具有浮抛窑(10)、缓冷炉(20)和浮渣箱(30),其特征在于,浮渣箱(30)在运送玻璃带G的多个提升辊(4)的上部具有帘状物(6),帘状物(6)具有片材部和夹持片材部的上部的框架部,片材部的材质为非金属材料,所述非金属材料的室温下的弯曲弹性模量为20GPa以上。

浮法玻璃制造装置和浮法玻璃制造方法.pdf
本发明涉及浮法玻璃制造装置和浮法玻璃制造方法。本发明提供一种提高玻璃带的品质的技术。浮法玻璃制造装置具有:在熔融金属上成形出玻璃带的浮抛窑;具有拉起所述玻璃带的多个提升辊的浮渣箱;和具有运送所述玻璃带的多个退火辊的缓冷炉。所述缓冷炉具有:以夹着所述玻璃带的运送路径的方式设置的一对侧壁部;遮盖所述运送路径的上方的顶棚部;从所述运送路径的下方向所述运送路径喷出氧化硫气体的气体喷出喷嘴;和从所述侧壁部插入到内侧、并且在所述运送路径的上方将下方的气体抽吸到上方或者将侧方的气体抽吸到侧方的气体抽吸吸嘴。所述气体抽吸