
一种泵用阀体精密铸造件壳制备方法.pdf

听云****君哇

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种泵用阀体精密铸造件壳制备方法.pdf
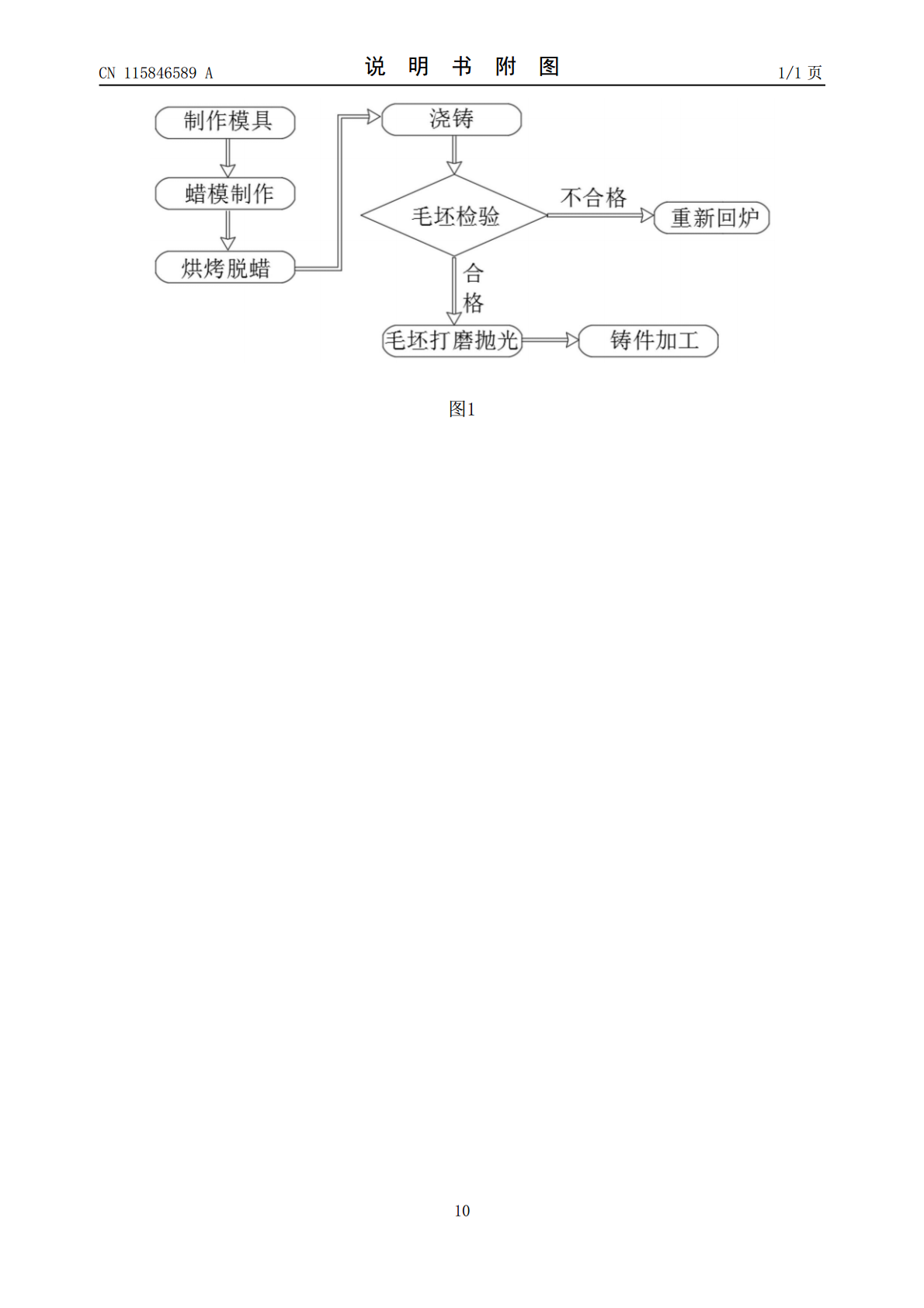
本发明涉及铸造件壳制备技术领域,且公开了一种泵用阀体精密铸造件壳制备方法,包括以下步骤:S1:制作模具,选取外相呈洁白细腻、松软土状的质纯高岭土,将选取的高岭土原矿倒入筛选机内,将高岭土内包含的杂质筛除将筛除杂质后高岭土倒入窑炉内,对高岭土直接煅烧,把方石英相转化为玻璃相,形成无方石英相的M45莫来石,然后在按照设计图纸的比例,通过车、刨、铣、蚀、电火花等综合工序将M45莫来石加工成模具。本发明不仅制备方法简便、工艺合理,提高铸件的尺寸合格率,而且具有节能环保、降低生产成本,减少铸件表面氧化,提高生产效率

一种精密铸造用陶瓷型壳制备方法.pdf
本发明公开了一种精密铸造用陶瓷型壳制备方法,包括:1)将零件蜡模内腔各面向内收缩一定偏置距离,设计蜡模冷芯尺寸;2)在蜡模冷芯模具的各个面上增加一个或多个半球型凸台用于定位,且半球型凸台半径与偏置距离相同;3)采用中温蜡注射成型得到中温蜡蜡模冷芯;4)将中温蜡蜡模冷芯放入零件蜡模模具中,采用低温蜡注射成型得到包含中温蜡蜡模冷芯的低温蜡零件蜡模;5)将低温蜡零件蜡模组成蜡树;6)采用粘浆淋沙方式在蜡树上制备陶瓷型壳,然后将带蜡模的陶瓷型壳放入脱蜡釜中脱去蜡模。采用该方法能有效防止蜡模变形,在蜡模组装时无需设
精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用.pdf
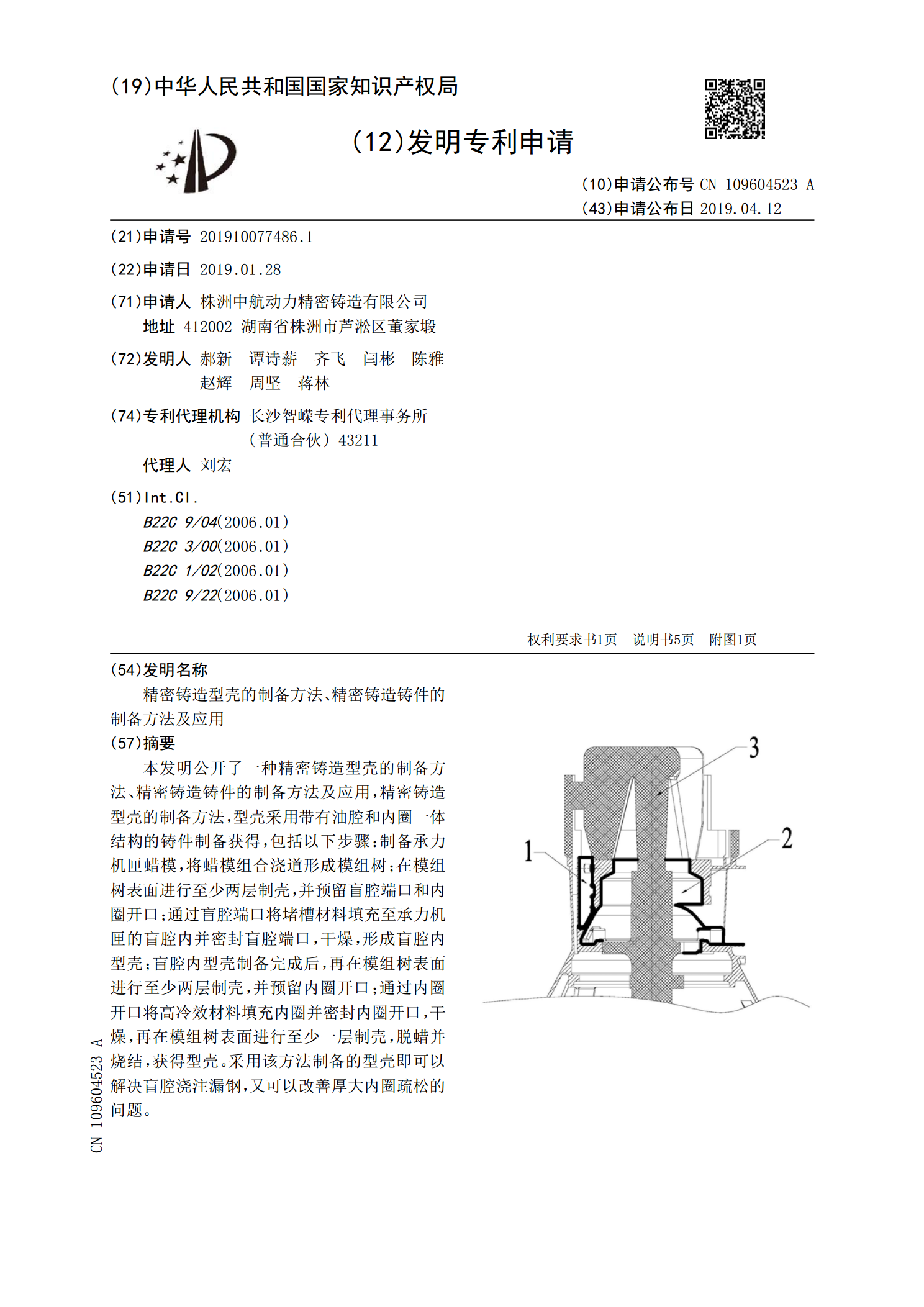
本发明公开了一种精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用,精密铸造型壳的制备方法,型壳采用带有油腔和内圈一体结构的铸件制备获得,包括以下步骤:制备承力机匣蜡模,将蜡模组合浇道形成模组树;在模组树表面进行至少两层制壳,并预留盲腔端口和内圈开口;通过盲腔端口将堵槽材料填充至承力机匣的盲腔内并密封盲腔端口,干燥,形成盲腔内型壳;盲腔内型壳制备完成后,再在模组树表面进行至少两层制壳,并预留内圈开口;通过内圈开口将高冷效材料填充内圈并密封内圈开口,干燥,再在模组树表面进行至少一层制壳,脱蜡并烧结,获得型
一种钛合金精密铸造用陶瓷型壳耐火材料的制备方法.pdf
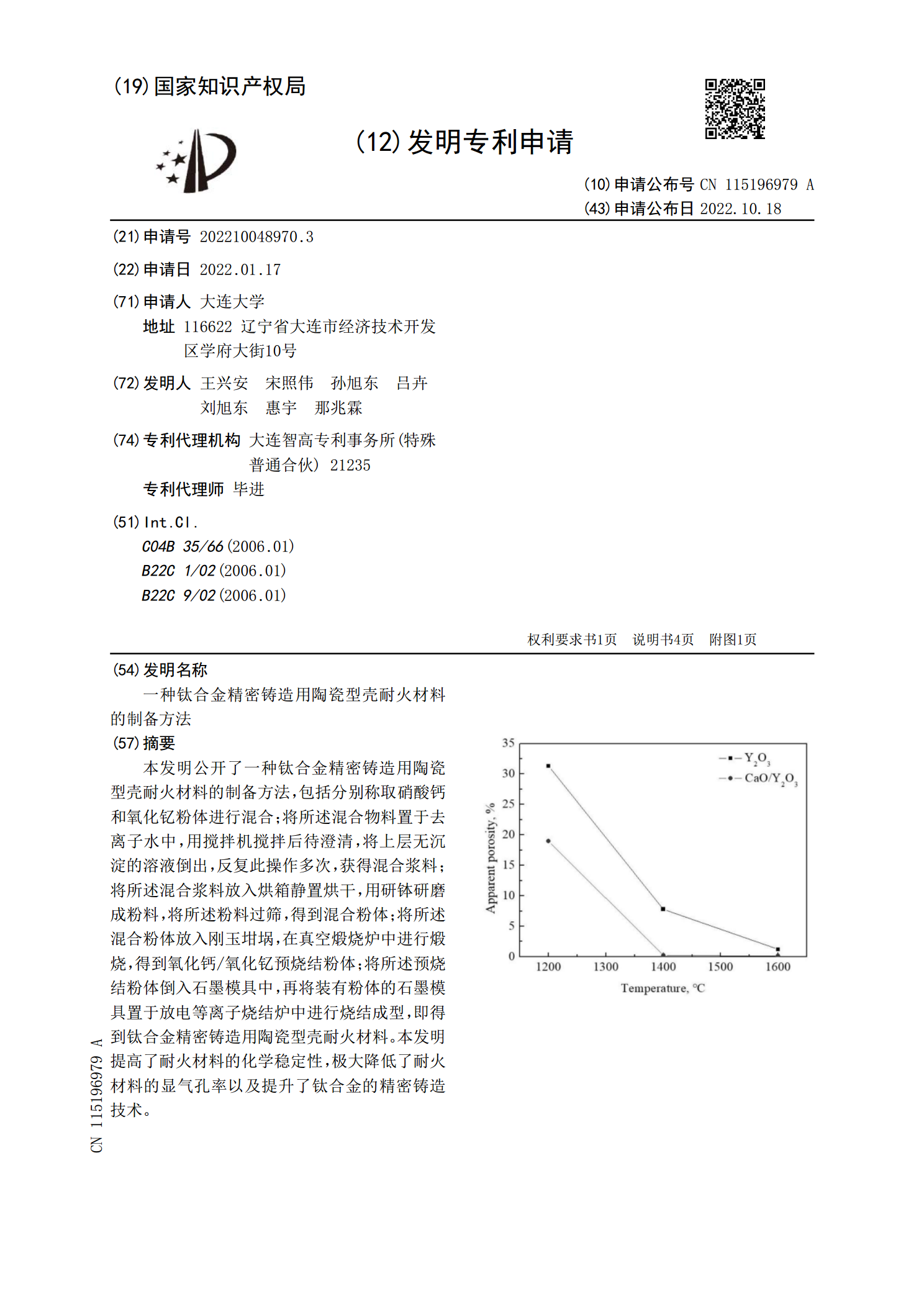
本发明公开了一种钛合金精密铸造用陶瓷型壳耐火材料的制备方法,包括分别称取硝酸钙和氧化钇粉体进行混合;将所述混合物料置于去离子水中,用搅拌机搅拌后待澄清,将上层无沉淀的溶液倒出,反复此操作多次,获得混合浆料;将所述混合浆料放入烘箱静置烘干,用研钵研磨成粉料,将所述粉料过筛,得到混合粉体;将所述混合粉体放入刚玉坩埚,在真空煅烧炉中进行煅烧,得到氧化钙/氧化钇预烧结粉体;将所述预烧结粉体倒入石墨模具中,再将装有粉体的石墨模具置于放电等离子烧结炉中进行烧结成型,即得到钛合金精密铸造用陶瓷型壳耐火材料。本发明提高了
汽车制动泵体和阀体用组合物及其精密铸造方法.pdf
一种汽车制动泵体和阀体用组合物及其精密铸造方法。组合物包括按重量份计的下列组分:生铁35-45份、废钢20-30份、回炉料30-40份、孕育剂0.4-0.8份;孕育剂选自硅钡、硅铁孕育剂中一种。铸造方法包括将前三组分称量后均匀混合,之后在电炉中升温至1520℃而熔化成浇注液,同时将精密铸造用型壳焙烧到1000℃,然后将浇注液浇注到型壳中,浇注前加入孕育剂对浇注液进行孕育8-10分,型壳自然冷却使浇注液凝固成制动泵体及阀体,最后清砂从型壳中取出制动泵体及阀体等步骤。本发明的汽车制动泵体和阀体用组合物及其精密