
一种精密铸造用陶瓷型壳制备方法.pdf

佳晨****ng

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种精密铸造用陶瓷型壳制备方法.pdf
本发明公开了一种精密铸造用陶瓷型壳制备方法,包括:1)将零件蜡模内腔各面向内收缩一定偏置距离,设计蜡模冷芯尺寸;2)在蜡模冷芯模具的各个面上增加一个或多个半球型凸台用于定位,且半球型凸台半径与偏置距离相同;3)采用中温蜡注射成型得到中温蜡蜡模冷芯;4)将中温蜡蜡模冷芯放入零件蜡模模具中,采用低温蜡注射成型得到包含中温蜡蜡模冷芯的低温蜡零件蜡模;5)将低温蜡零件蜡模组成蜡树;6)采用粘浆淋沙方式在蜡树上制备陶瓷型壳,然后将带蜡模的陶瓷型壳放入脱蜡釜中脱去蜡模。采用该方法能有效防止蜡模变形,在蜡模组装时无需设
一种钛合金精密铸造用陶瓷型壳耐火材料的制备方法.pdf
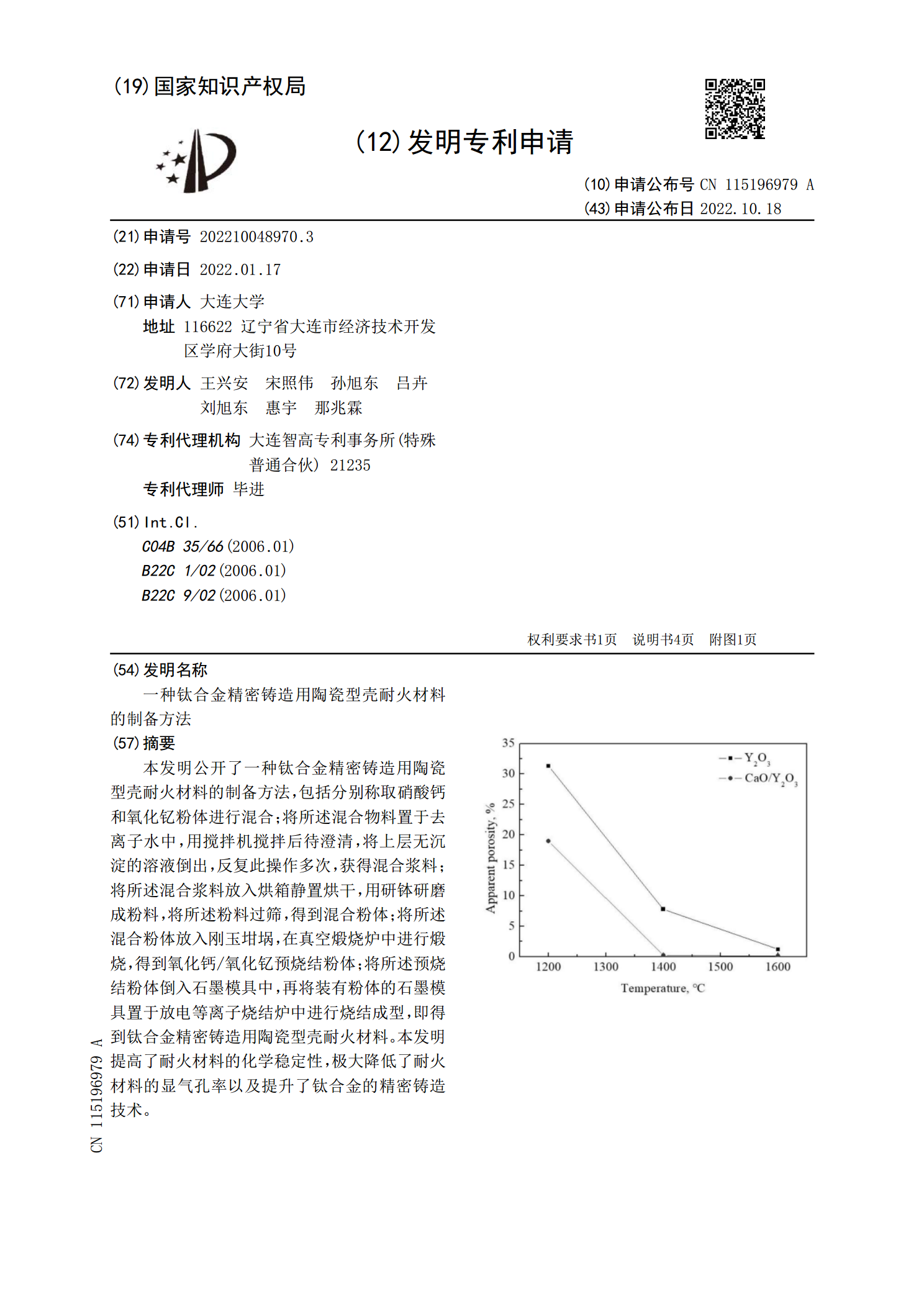
本发明公开了一种钛合金精密铸造用陶瓷型壳耐火材料的制备方法,包括分别称取硝酸钙和氧化钇粉体进行混合;将所述混合物料置于去离子水中,用搅拌机搅拌后待澄清,将上层无沉淀的溶液倒出,反复此操作多次,获得混合浆料;将所述混合浆料放入烘箱静置烘干,用研钵研磨成粉料,将所述粉料过筛,得到混合粉体;将所述混合粉体放入刚玉坩埚,在真空煅烧炉中进行煅烧,得到氧化钙/氧化钇预烧结粉体;将所述预烧结粉体倒入石墨模具中,再将装有粉体的石墨模具置于放电等离子烧结炉中进行烧结成型,即得到钛合金精密铸造用陶瓷型壳耐火材料。本发明提高了

熔模精密铸造用陶瓷型壳研究进展.docx
熔模精密铸造用陶瓷型壳研究进展熔模精密铸造用陶瓷型壳研究进展摘要:随着现代工业技术的发展,熔模精密铸造技术在航空、航天、能源等领域得到了广泛应用。陶瓷型壳作为一种重要的铸造材料,具有优异的高温稳定性和化学惰性,能够满足熔模精密铸造对精度和表面质量的高要求。本文综述了陶瓷型壳的发展历程和研究进展,分析了其在熔模精密铸造中的应用情况,并探讨了未来的发展方向。关键词:熔模精密铸造、陶瓷型壳、高温稳定性、化学惰性、表面质量Ⅰ.引言随着航空、航天、能源等领域的发展,对于高性能零件和复杂结构零件的需求不断增加。而传统

熔模精密铸造用陶瓷型壳脱蜡开裂研究及解决方法.docx
熔模精密铸造用陶瓷型壳脱蜡开裂研究及解决方法熔模精密铸造是一种高精度、高质量的铸造方法,广泛应用于航空、航天、汽车等领域。在熔模精密铸造过程中,陶瓷型壳是起到支撑和形成铸件空腔的关键部分。然而,在陶瓷型壳脱蜡过程中,常常会出现开裂的问题,给铸造工艺带来很大的困扰。本文将就熔模精密铸造用陶瓷型壳脱蜡开裂问题进行研究,并提出解决方法。陶瓷型壳脱蜡开裂主要是由于以下几个原因所导致的。首先,陶瓷型壳在脱蜡过程中会产生热应力,当热应力超过陶瓷的承载能力时,就会导致开裂。其次,陶瓷型壳材料的化学成分和烧结工艺也会影响

铸造燃气轮机叶片用陶瓷型壳的制备方法.pdf
本发明公开一种铸造燃气轮机叶片用陶瓷型壳的制备方法,包括以下步骤:S1,制备预定厚度的陶瓷型壳;S2,沿与燃气轮机叶片的排气边部位长度方向所对应的所述S1所制备的陶瓷型壳的外壁固定至少一由可熔性材料或可溶性材料制作的修补填充件;S3,在所述S2所制备的陶瓷型壳外采用沾浆淋砂的方法继续制备至少一层陶瓷型壳,封浆后得到陶瓷型壳产品;S4,除去所述陶瓷型壳产品中的修补填充件得到铸造燃气轮机叶片用陶瓷型壳。它能减小所铸造的燃气轮机叶片变形。