
汽车制动泵体和阀体用组合物及其精密铸造方法.pdf

一只****呀盟

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车制动泵体和阀体用组合物及其精密铸造方法.pdf
一种汽车制动泵体和阀体用组合物及其精密铸造方法。组合物包括按重量份计的下列组分:生铁35-45份、废钢20-30份、回炉料30-40份、孕育剂0.4-0.8份;孕育剂选自硅钡、硅铁孕育剂中一种。铸造方法包括将前三组分称量后均匀混合,之后在电炉中升温至1520℃而熔化成浇注液,同时将精密铸造用型壳焙烧到1000℃,然后将浇注液浇注到型壳中,浇注前加入孕育剂对浇注液进行孕育8-10分,型壳自然冷却使浇注液凝固成制动泵体及阀体,最后清砂从型壳中取出制动泵体及阀体等步骤。本发明的汽车制动泵体和阀体用组合物及其精密
汽车拉杆用组合物及其精密铸造方法.pdf
一种汽车拉杆用组合物及其精密铸造方法。组合物包括生铁53-63份、废钢5-10份、回炉料30-40份、铜0.3-0.6份、锰铁0.5-0.7份、孕育剂0.8-1.2份和球化剂1.5-2.0份;孕育剂选自硅钡、硅铁孕育剂中一种;球化剂为稀土硅铁镁球化剂。铸造方法包括将前五组分混合,升温至1500℃熔化成浇注液,将型壳焙烧到1000℃,将浇注液浇注到型壳中,浇注前加入后两种组分对浇注液进行孕育球化10-15分,型壳自然冷却而使浇注液凝固成拉杆,清砂从型壳中取出拉杆等步骤。本发明的汽车拉杆用组合物及其精密铸造方
汽车连杆用组合物及其精密铸造方法.pdf
一种汽车连杆用组合物及其精密铸造方法。组合物包括生铁53-63份、废钢5-10份、回炉料30-40份、锰铁0.5-0.7份、孕育剂0.8-1.2份和球化剂1.5-2.0份;孕育剂选自硅铁、硅钡孕育剂中一种;球化剂为稀土硅铁镁球化剂。铸造方法包括将前四组分称量后混合,之后升温至1500℃熔化成浇注液,将型壳焙烧到1000℃,然后将浇注液浇注到型壳中,浇注前加入后两种组分对浇注液进行孕育球化10-15分,型壳自然冷却而使浇注液凝固成连杆,最后清砂从型壳中取出连杆等步骤。本发明的汽车连杆用组合物及其精密铸造方法
压缩机平衡块用组合物及其精密铸造方法.pdf
一种压缩机平衡块用组合物及其精密铸造方法。组合物包括生铁53-63份、废钢5-10份、回炉料30-40份、孕育剂0.8-1.2份和球化剂1.5-2.0份;孕育剂选自硅钡、硅铁孕育剂中一种;球化剂为稀土硅铁镁球化剂。铸造方法包括将前三种组分称量后混合,之后升温至1500℃而熔化成浇注液,同时将型壳焙烧到1000℃,然后将浇注液浇注到型壳中,浇注前加入后两种组分对浇注液进行孕育球化10-15分,型壳自然冷却而使浇注液凝固成平衡块,最后清砂从型壳中取出平衡块等步骤。本发明的压缩机平衡块用组合物及其精密铸造方法中
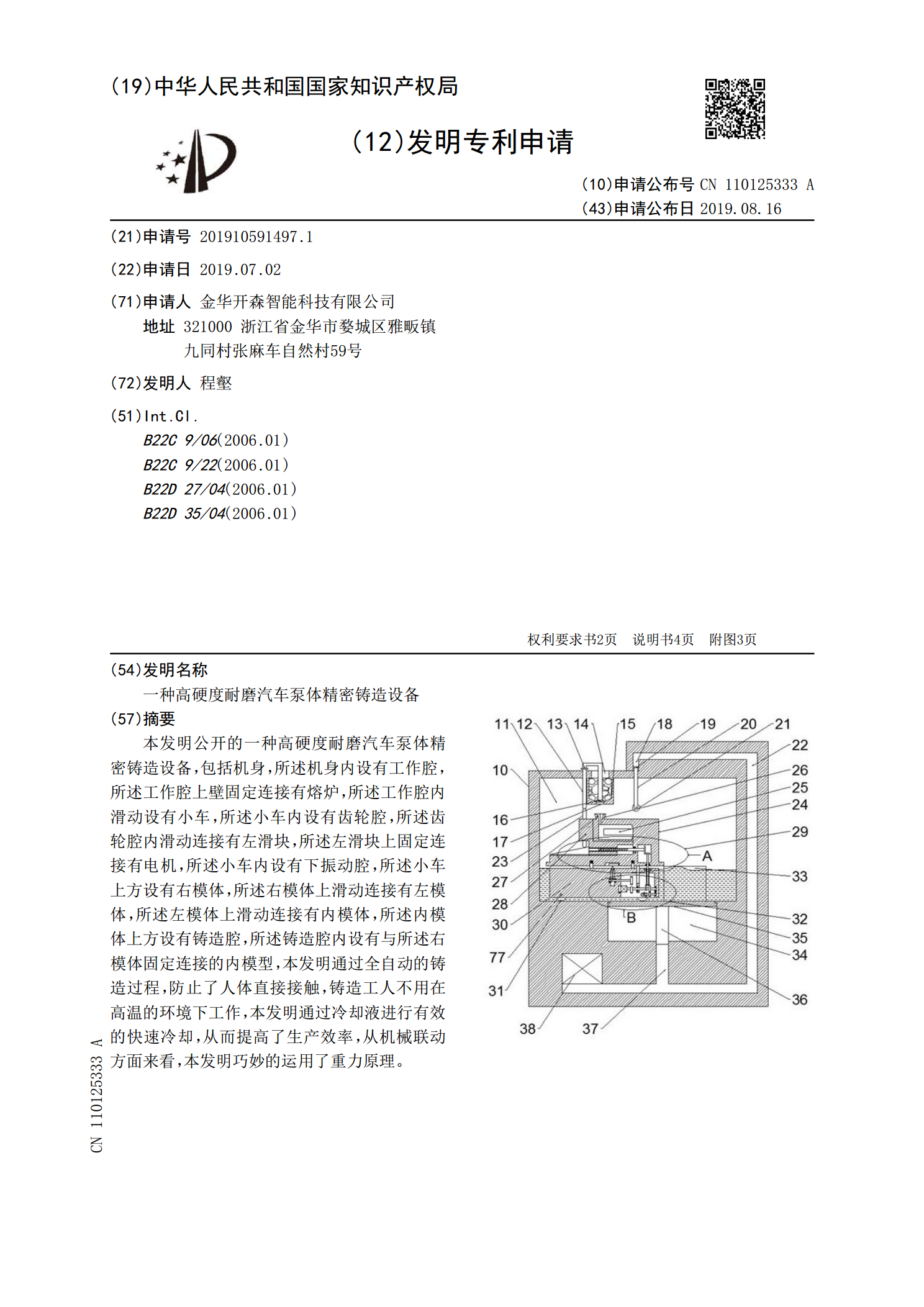
一种高硬度耐磨汽车泵体精密铸造设备.pdf
本发明公开的一种高硬度耐磨汽车泵体精密铸造设备,包括机身,所述机身内设有工作腔,所述工作腔上壁固定连接有熔炉,所述工作腔内滑动设有小车,所述小车内设有齿轮腔,所述齿轮腔内滑动连接有左滑块,所述左滑块上固定连接有电机,所述小车内设有下振动腔,所述小车上方设有右模体,所述右模体上滑动连接有左模体,所述左模体上滑动连接有内模体,所述内模体上方设有铸造腔,所述铸造腔内设有与所述右模体固定连接的内模型,本发明通过全自动的铸造过程,防止了人体直接接触,铸造工人不用在高温的环境下工作,本发明通过冷却液进行有效的快速冷却