
一种改善异型槽孔孔内毛刺的方法.pdf

春兰****89

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种改善异型槽孔孔内毛刺的方法.pdf
本发明提供一种改善异型槽孔孔内毛刺的方法,通过本发明异型槽孔孔内毛刺加工方法的改善后,异型槽孔孔内毛刺不良率降至10%,提高了产品的质量,节约了原料。
一种异型孔去毛刺及孔金属化的方法.pdf
本发明提供一种异型孔去毛刺及孔金属化的方法,本发明通过微腐试剂保证孔口毛刺被完全除去,解决了后工序制作过程中干膜被刺破导致孔内无铜或孔内形成铜丝等品质隐患的问题。本发明中所用的微腐试剂不影响线路板性能,去除毛刺效果好,且蒸发速率快,不会影响后续加工,可提高孔口毛刺的处理效率。

孔内槽的加工方法.pdf
一种孔内槽的加工方法,1)零件装在偏心套上用胶带带动旋转,装在偏心套孔中的挖刀在手柄的带动下转动,挖刀的刀刃逐渐伸出切削出零件的槽;2)机构装在镗床的套筒上,套筒向前运动定位套被工件的端面挡住,通过锁紧螺母.外套、推力球轴承、挡垫、深沟球轴承、滑套和销使伸缩刀杆不再向前运动,镗床主轴旋转着向前移动,在刀体上的斜孔的作用下镗刀径向移动,把大孔零件孔内的槽镗成;3)用装在镗床主轴前端和主轴镗杆上的机构镗孔内的深、宽槽,移动镗床工作台把镗槽刀对准装在工作台上的大零件孔内的槽的位置,装在主轴镗杆上的轴向齿条使齿轮

PCB孔披锋毛刺改善方法.pdf
本申请是关于一种PCB孔披锋毛刺改善方法。该方法包括:基于内层花焊盘的图案以及线路布局需求在菲林上进行内层PCB线路设置,得到图案化菲林,所述内层花焊盘的图案为无内层铜环结构;对所述图案化菲林进行曝光,将所述图案化菲林中的线路图案转化至内层覆铜板上;使用蚀刻药水对所述内层覆铜板进行蚀刻得到线路化后的内层覆铜板;基于所述内层花焊盘的图案对所述线路化后的内层覆铜板进行打孔处理。本申请提供的方案,能够通过将内层花焊盘图案设计成无内层铜环,进行内层图案转换和内层蚀刻后得到的内层覆铜板上的花焊盘只保留连接桥臂,如此
除孔内毛刺装置.pdf
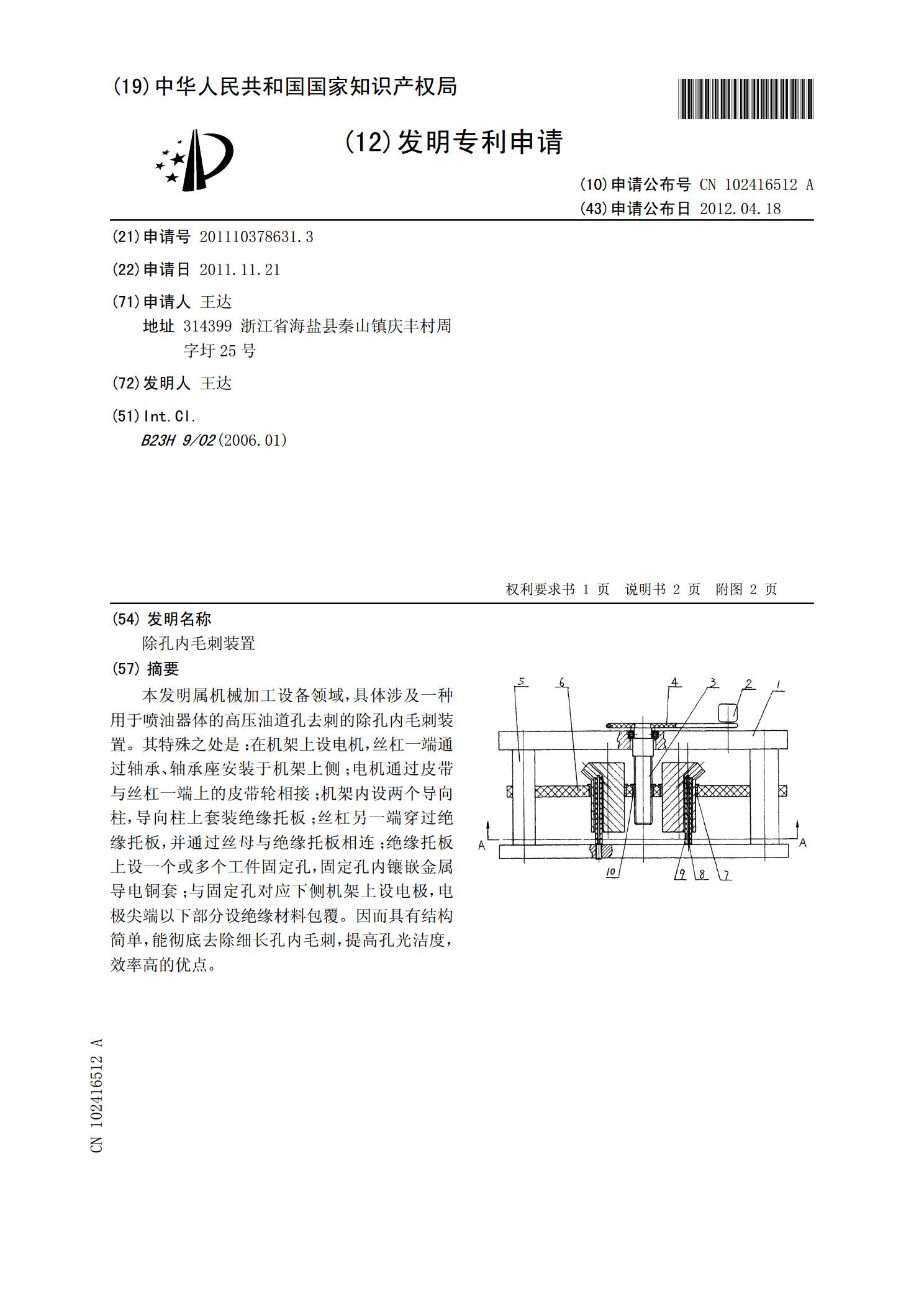
本发明属机械加工设备领域,具体涉及一种用于喷油器体的高压油道孔去刺的除孔内毛刺装置。其特殊之处是:在机架上设电机,丝杠一端通过轴承、轴承座安装于机架上侧;电机通过皮带与丝杠一端上的皮带轮相接;机架内设两个导向柱,导向柱上套装绝缘托板;丝杠另一端穿过绝缘托板,并通过丝母与绝缘托板相连;绝缘托板上设一个或多个工件固定孔,固定孔内镶嵌金属导电铜套;与固定孔对应下侧机架上设电极,电极尖端以下部分设绝缘材料包覆。因而具有结构简单,能彻底去除细长孔内毛刺,提高孔光洁度,效率高的优点。