
孔内槽的加工方法.pdf

佳晨****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

孔内槽的加工方法.pdf
一种孔内槽的加工方法,1)零件装在偏心套上用胶带带动旋转,装在偏心套孔中的挖刀在手柄的带动下转动,挖刀的刀刃逐渐伸出切削出零件的槽;2)机构装在镗床的套筒上,套筒向前运动定位套被工件的端面挡住,通过锁紧螺母.外套、推力球轴承、挡垫、深沟球轴承、滑套和销使伸缩刀杆不再向前运动,镗床主轴旋转着向前移动,在刀体上的斜孔的作用下镗刀径向移动,把大孔零件孔内的槽镗成;3)用装在镗床主轴前端和主轴镗杆上的机构镗孔内的深、宽槽,移动镗床工作台把镗槽刀对准装在工作台上的大零件孔内的槽的位置,装在主轴镗杆上的轴向齿条使齿轮

加工内孔螺旋槽的方法.docx
加工内孔螺旋槽的方法加工内孔螺旋槽是一种常见的工艺,在许多机械装置中都有广泛应用。内孔螺旋槽的加工方法多种多样,本文将介绍一些常用的加工方法及其特点。一、铣削法铣削是常用的加工内孔螺旋槽的方法之一。其工艺是通过转动刀具,在工件上切削出螺旋形的槽道。铣削法能够实现高效、精确的螺旋槽加工,适用于各种材料的加工。其优点是加工速度快、加工质量高、适用范围广。但是,铣削法需要专用设备和较高的加工精度,成本较高。此外,铣削法一般只适用于较大直径的内孔螺旋槽,对于小直径的螺旋槽加工,铣削法并不适用。二、车削法车削是一种
加工内槽孔用车床夹具.pdf
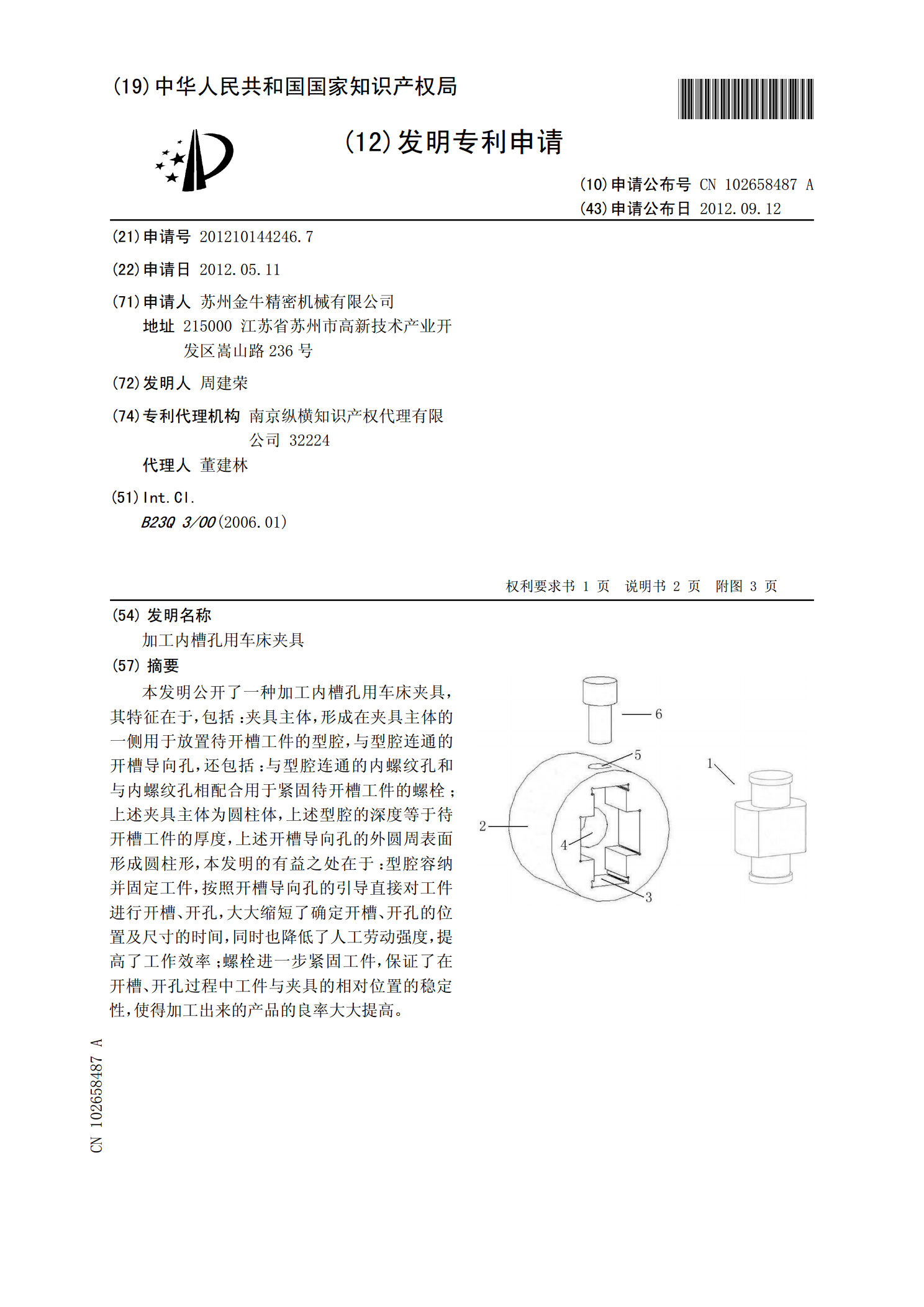
本发明公开了一种加工内槽孔用车床夹具,其特征在于,包括:夹具主体,形成在夹具主体的一侧用于放置待开槽工件的型腔,与型腔连通的开槽导向孔,还包括:与型腔连通的内螺纹孔和与内螺纹孔相配合用于紧固待开槽工件的螺栓;上述夹具主体为圆柱体,上述型腔的深度等于待开槽工件的厚度,上述开槽导向孔的外圆周表面形成圆柱形,本发明的有益之处在于:型腔容纳并固定工件,按照开槽导向孔的引导直接对工件进行开槽、开孔,大大缩短了确定开槽、开孔的位置及尺寸的时间,同时也降低了人工劳动强度,提高了工作效率;螺栓进一步紧固工件,保证了在开槽

内孔壁上倾斜孔的加工方法.docx
内孔壁上倾斜孔的加工方法题目:内孔壁上倾斜孔的加工方法摘要:内孔壁上倾斜孔的加工方法在现代工业生产中具有广泛的应用。本论文围绕内孔壁上倾斜孔的概念和特点展开讨论,系统介绍了目前常用的加工方法,包括传统的机械加工方法和先进的非传统加工方法。通过对比分析不同方法的优缺点、适用范围和加工效果,总结出了适用于不同加工需求的最佳方法。最后,对内孔壁上倾斜孔加工方法的发展趋势进行了展望。一、引言内孔壁上倾斜孔指的是内孔在垂直于工件表面的方向上有一定的倾斜角度。这种结构在汽车、航空航天、船舶和电子设备等多个领域中被广泛
带有插件孔的盲槽加工方法.pdf
本发明涉及一种带有插件孔的盲槽加工方法,包括下列步骤:S1、压合前对盲槽内的插件孔进行阻焊塞孔,以防止后序工序电镀药水进入道插件孔内导致躲藏药水,影响线路板的品质;S2、对盲槽进行树脂阻焊塞孔;S3、使用预钻小孔的方式褪除插件孔内的阻焊层;S4、沉铜前对插件孔区域进行印蓝胶保护,以防止沉铜时高锰酸钾药水咬蚀插件孔孔口的阻焊层并沉积有铜。本发明使得线路板在品质及效率上均得到了极大提升,为批量生产奠定了技术基础。