
一种伺服等速电动缸及加工方法.pdf

猫巷****松臣

1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种伺服等速电动缸及加工方法.pdf
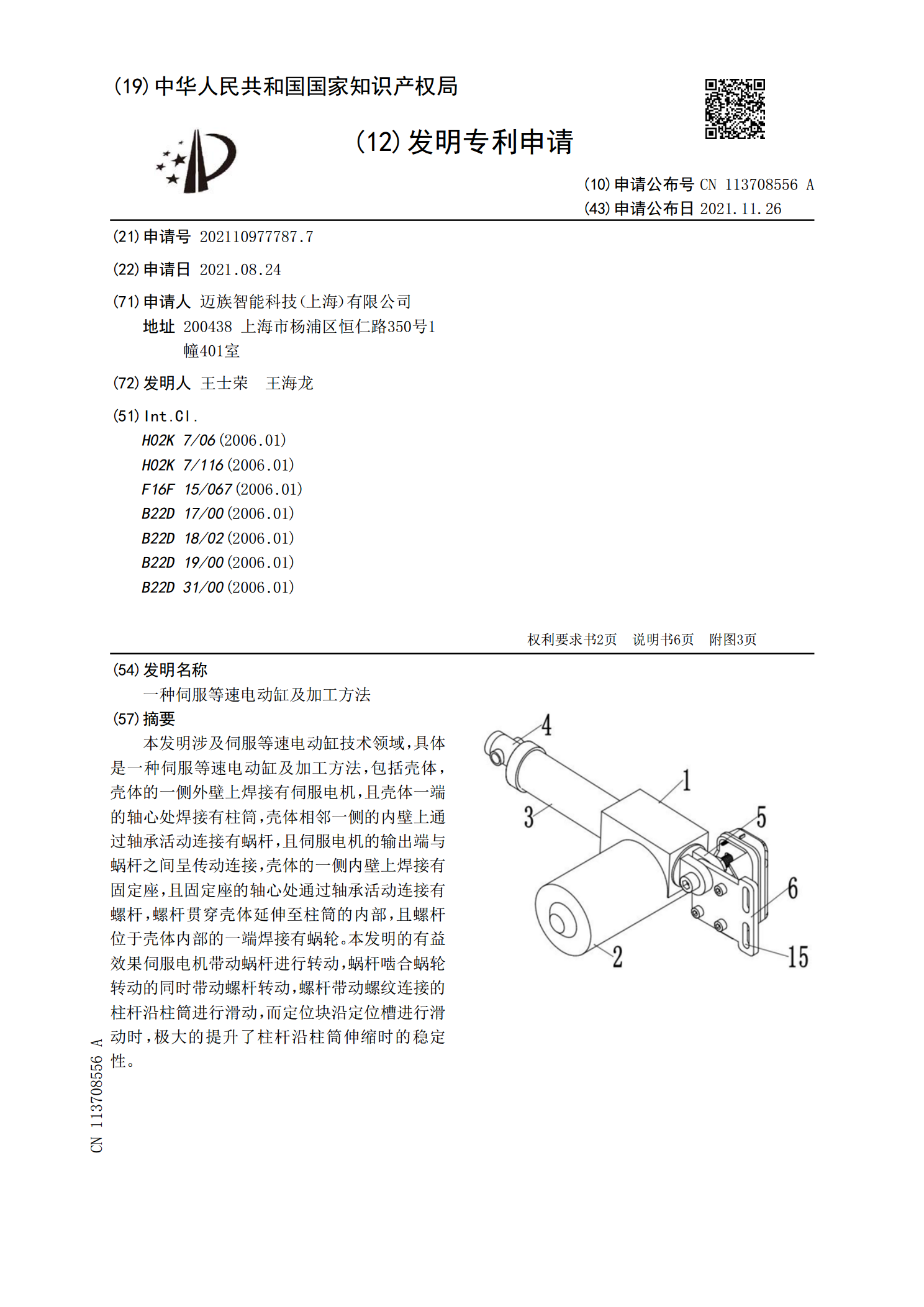
本发明涉及伺服等速电动缸技术领域,具体是一种伺服等速电动缸及加工方法,包括壳体,壳体的一侧外壁上焊接有伺服电机,且壳体一端的轴心处焊接有柱筒,壳体相邻一侧的内壁上通过轴承活动连接有蜗杆,且伺服电机的输出端与蜗杆之间呈传动连接,壳体的一侧内壁上焊接有固定座,且固定座的轴心处通过轴承活动连接有螺杆,螺杆贯穿壳体延伸至柱筒的内部,且螺杆位于壳体内部的一端焊接有蜗轮。本发明的有益效果伺服电机带动蜗杆进行转动,蜗杆啮合蜗轮转动的同时带动螺杆转动,螺杆带动螺纹连接的柱杆沿柱筒进行滑动,而定位块沿定位槽进行滑动时,极大

一种伺服电动缸.pdf
本发明公开了一种伺服电动缸,主要包括伺服电动机、传动机构、缸筒结构,所述缸筒结构由前端板、后端板以及置于两者之间的筒体组成,所述缸筒结构中心轴线位置处设置有螺杆和活动螺母,所述活动螺母套在螺杆上置于螺母座上,所述螺母座与筒体内壁间沿螺杆轴线方向上设置有导向结构;所述传动机构分别连接伺服电动机和缸筒,其特征在于:所述传动机构为齿轮传动,包括主动轮和从动轮,所述主动轮和从动轮间可设置一个或多个惰轮;所述缸筒结构中的筒体为钢筒。将同步带传动换为齿轮传动,大大改善了其承载能力。另将筒体由铝合金筒换为钢筒,进一步的

一种多节伺服电动缸.pdf
本发明涉及一种多节伺服电动缸,包括伺服电机、同步轮和缸筒结构,所述缸筒结构包括固定滚珠丝杆、滚珠丝杆螺母、中空滚珠丝杆、缸筒本体、输出轴、末端输出轴,所述缸筒本体、伺服电机和同步轮通过螺丝杆固定连接在电机安装板上,所述输出轴套在缸筒本体内,所述末端输出轴套在输出轴内,所述输出轴的前端部设置有连接盘,所述中空滚珠丝杆内安装有固定滚珠丝杆,所述固定滚珠丝杆穿插在电机安装板内,所述固定滚珠丝杆上套设有浮动滚珠丝杆,所述滚珠丝杆螺母套在浮动滚珠丝杆后端部上。本发明的优点在于:一种多节伺服电动缸,通过浮动滚珠丝杆来
一种直线伺服电机电动缸.pdf
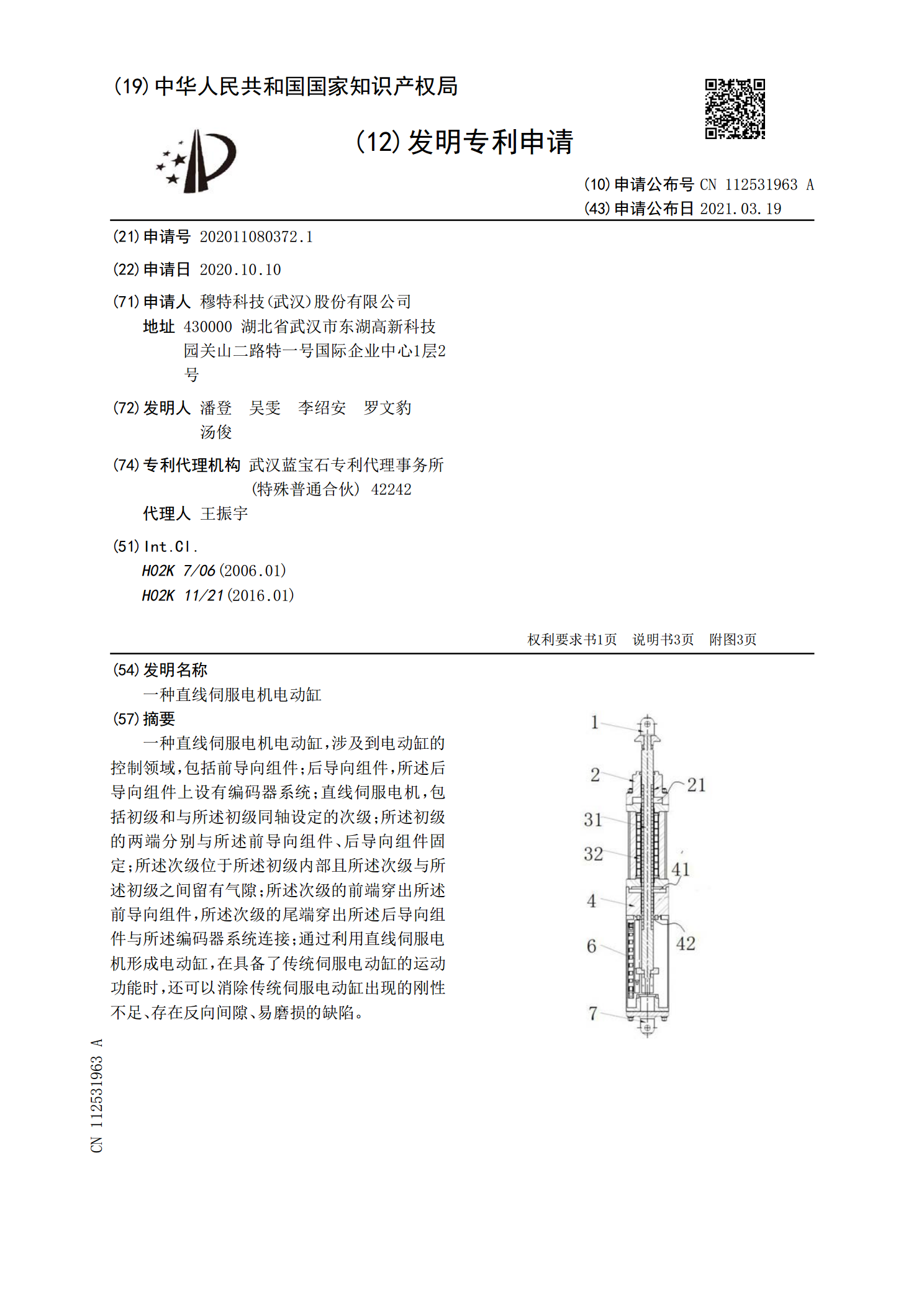
一种直线伺服电机电动缸,涉及到电动缸的控制领域,包括前导向组件;后导向组件,所述后导向组件上设有编码器系统;直线伺服电机,包括初级和与所述初级同轴设定的次级;所述初级的两端分别与所述前导向组件、后导向组件固定;所述次级位于所述初级内部且所述次级与所述初级之间留有气隙;所述次级的前端穿出所述前导向组件,所述次级的尾端穿出所述后导向组件与所述编码器系统连接;通过利用直线伺服电机形成电动缸,在具备了传统伺服电动缸的运动功能时,还可以消除传统伺服电动缸出现的刚性不足、存在反向间隙、易磨损的缺陷。
一种精确位置控制的伺服电动缸.pdf
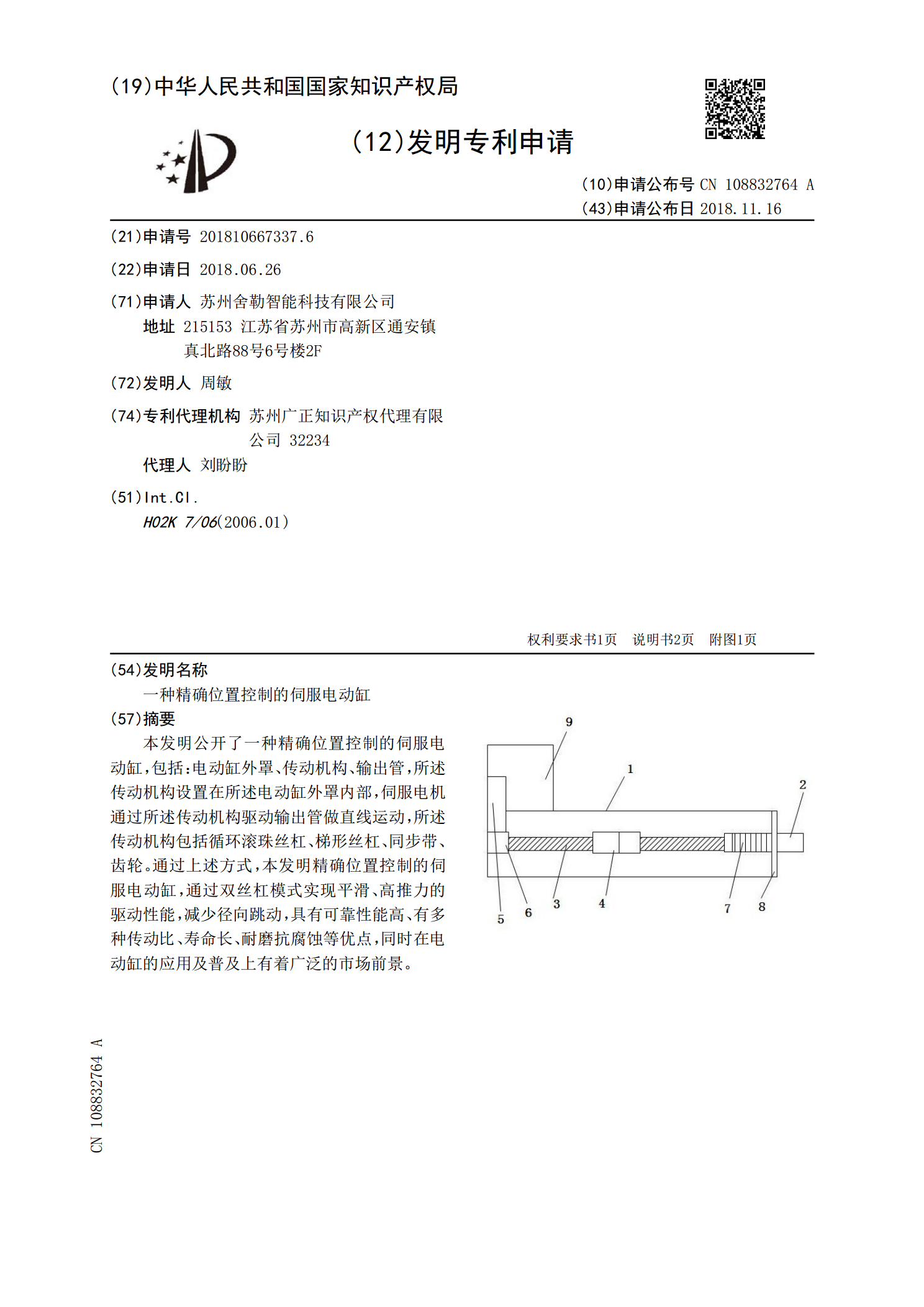
本发明公开了一种精确位置控制的伺服电动缸,包括:电动缸外罩、传动机构、输出管,所述传动机构设置在所述电动缸外罩内部,伺服电机通过所述传动机构驱动输出管做直线运动,所述传动机构包括循环滚珠丝杠、梯形丝杠、同步带、齿轮。通过上述方式,本发明精确位置控制的伺服电动缸,通过双丝杠模式实现平滑、高推力的驱动性能,减少径向跳动,具有可靠性能高、有多种传动比、寿命长、耐磨抗腐蚀等优点,同时在电动缸的应用及普及上有着广泛的市场前景。