
一种汽车变速箱芯轴的热处理方法.pdf

一条****贺6

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车变速箱芯轴的热处理方法.pdf
本发明公开了一种汽车变速箱芯轴的热处理方法,通过在加热处理阶段将淬火温度提高到900℃,然后在油槽中冷却淬火,最后在真空回火炉中回火处理。处理后的芯轴金相组织结构为均匀的回火索氏体,其表面和心部硬度均匀一致,32齿花键变形量显著降低,保证了芯轴32齿花键的花键大径和跨棒距尺寸规格,能满足客户的技术要求。
汽车芯轴热处理装置.pdf
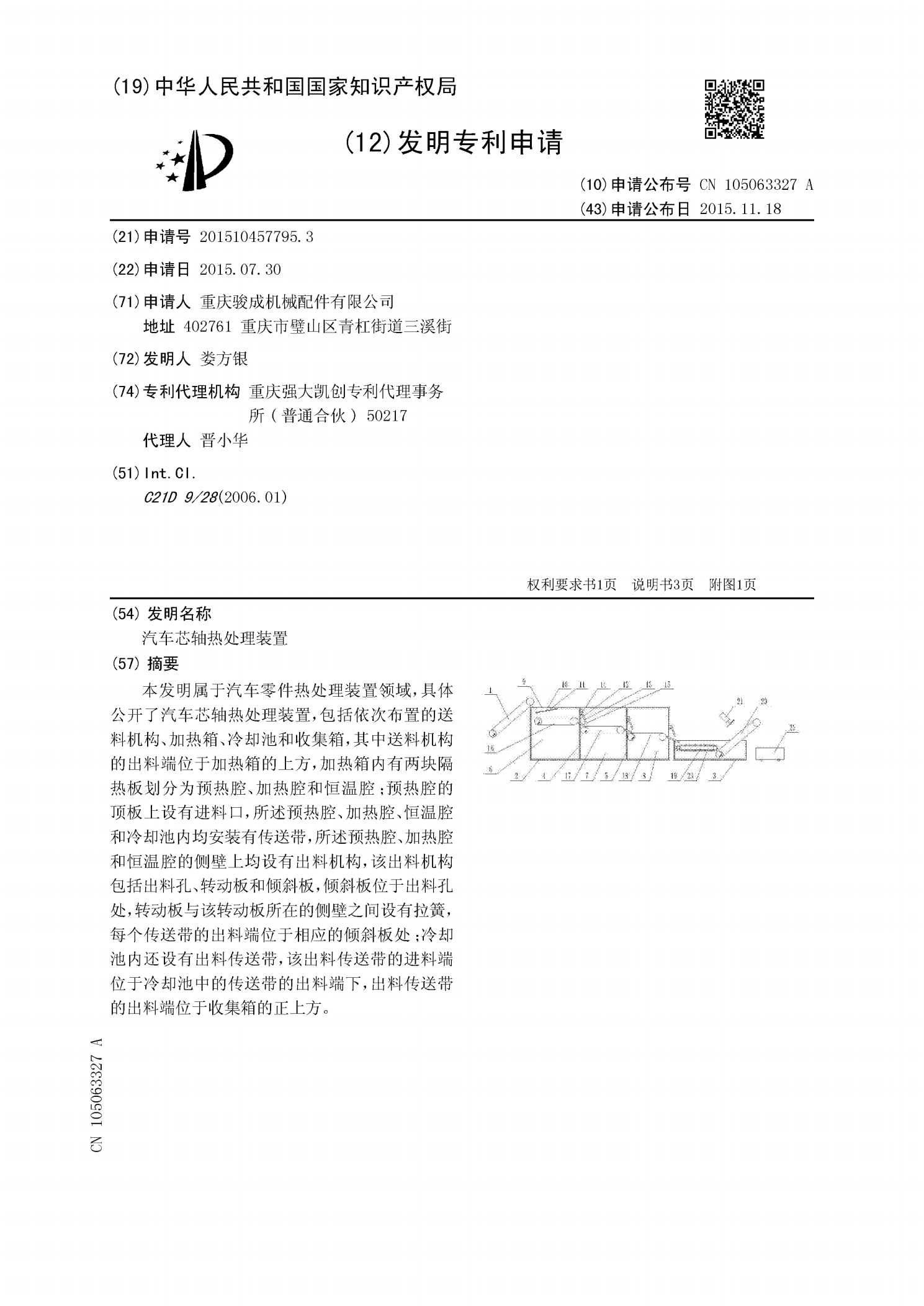
本发明属于汽车零件热处理装置领域,具体公开了汽车芯轴热处理装置,包括依次布置的送料机构、加热箱、冷却池和收集箱,其中送料机构的出料端位于加热箱的上方,加热箱内有两块隔热板划分为预热腔、加热腔和恒温腔;预热腔的顶板上设有进料口,所述预热腔、加热腔、恒温腔和冷却池内均安装有传送带,所述预热腔、加热腔和恒温腔的侧壁上均设有出料机构,该出料机构包括出料孔、转动板和倾斜板,倾斜板位于出料孔处,转动板与该转动板所在的侧壁之间设有拉簧,每个传送带的出料端位于相应的倾斜板处;冷却池内还设有出料传送带,该出料传送带的进料端
汽车芯轴热处理气体保护结构.pdf
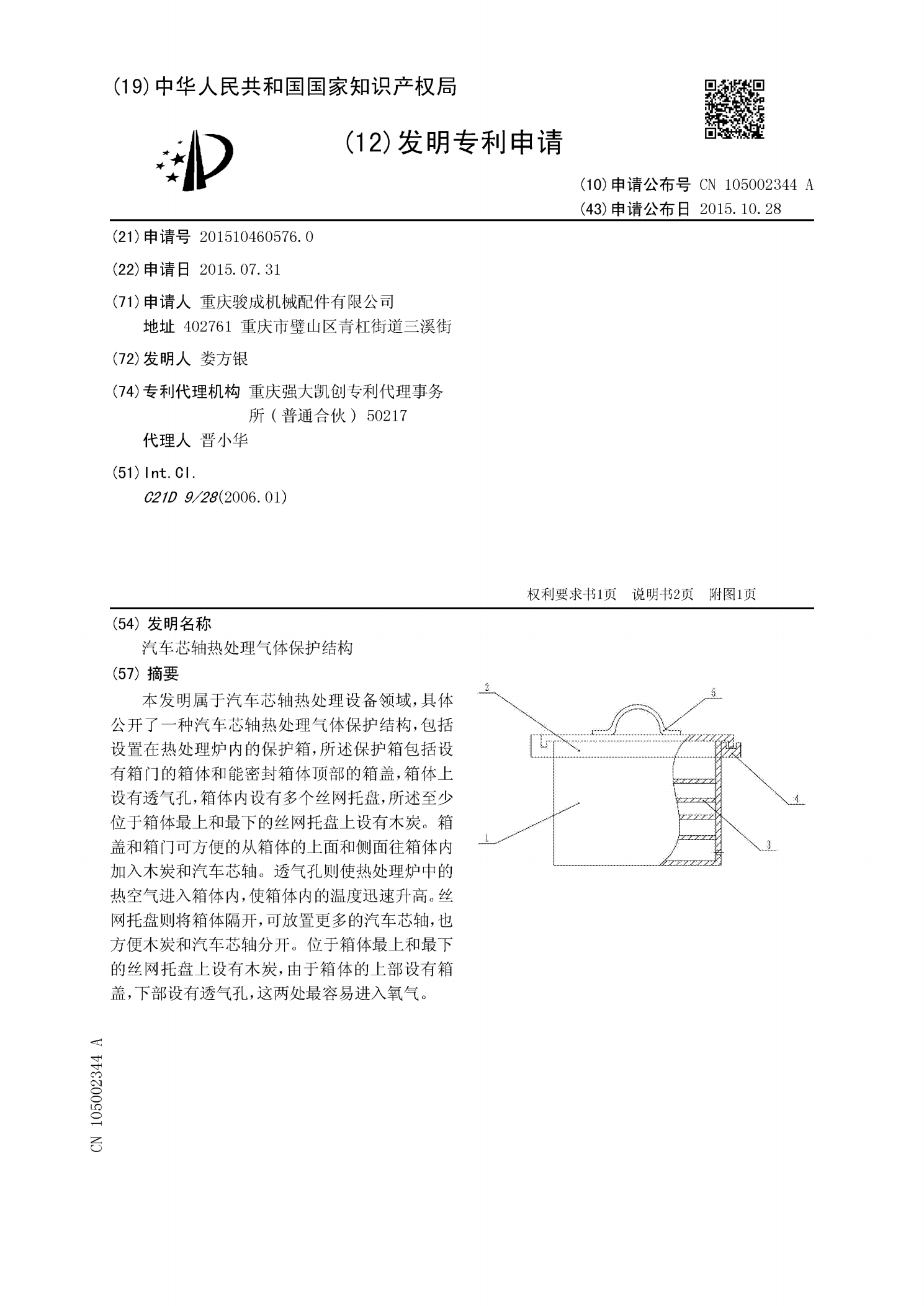
本发明属于汽车芯轴热处理设备领域,具体公开了一种汽车芯轴热处理气体保护结构,包括设置在热处理炉内的保护箱,所述保护箱包括设有箱门的箱体和能密封箱体顶部的箱盖,箱体上设有透气孔,箱体内设有多个丝网托盘,所述至少位于箱体最上和最下的丝网托盘上设有木炭。箱盖和箱门可方便的从箱体的上面和侧面往箱体内加入木炭和汽车芯轴。透气孔则使热处理炉中的热空气进入箱体内,使箱体内的温度迅速升高。丝网托盘则将箱体隔开,可放置更多的汽车芯轴,也方便木炭和汽车芯轴分开。位于箱体最上和最下的丝网托盘上设有木炭,由于箱体的上部设有箱盖,
一种汽车半轴的热处理调质方法.pdf
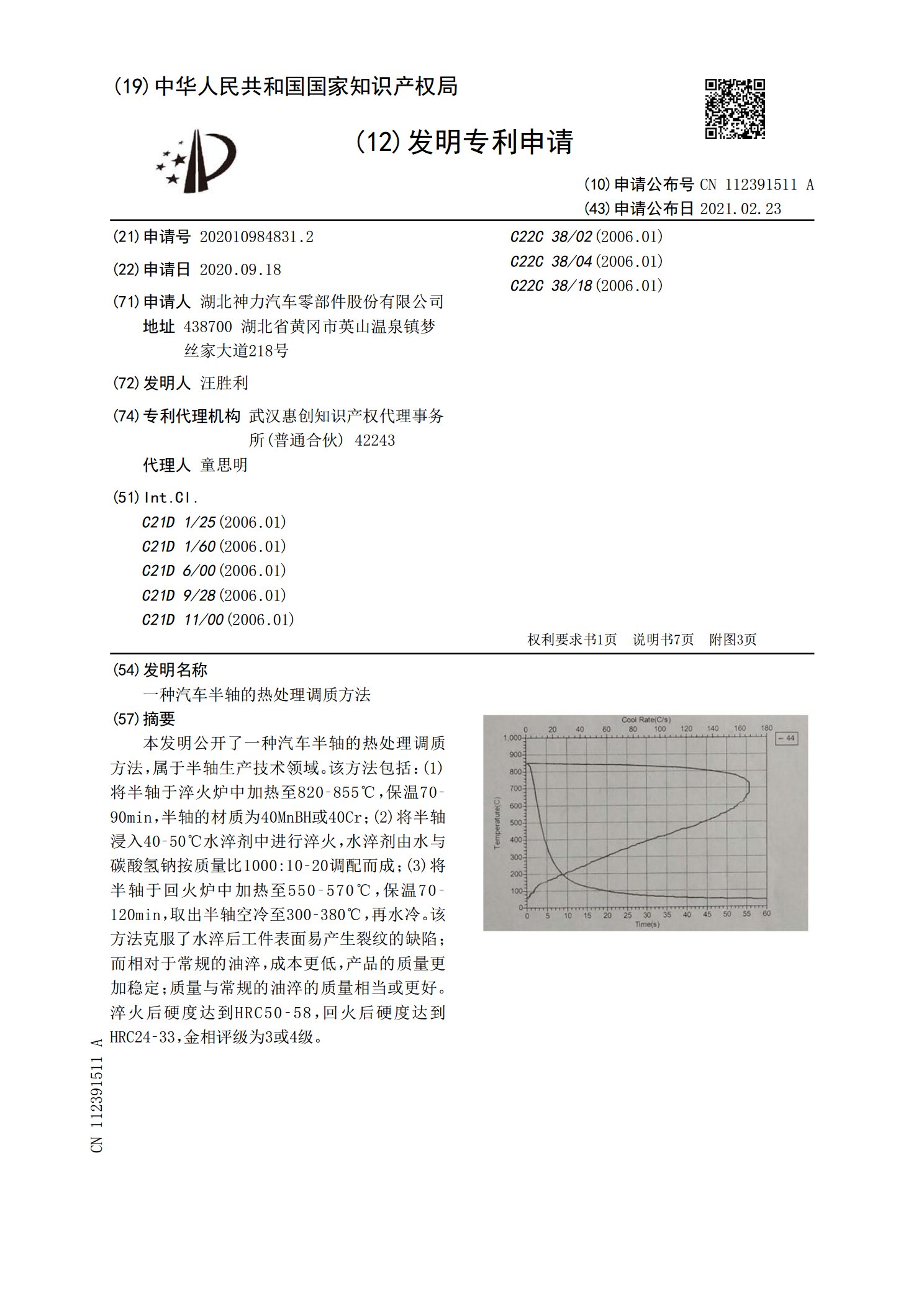
本发明公开了一种汽车半轴的热处理调质方法,属于半轴生产技术领域。该方法包括:(1)将半轴于淬火炉中加热至820‑855℃,保温70‑90min,半轴的材质为40MnBH或40Cr;(2)将半轴浸入40‑50℃水淬剂中进行淬火,水淬剂由水与碳酸氢钠按质量比1000:10‑20调配而成;(3)将半轴于回火炉中加热至550‑570℃,保温70‑120min,取出半轴空冷至300‑380℃,再水冷。该方法克服了水淬后工件表面易产生裂纹的缺陷;而相对于常规的油淬,成本更低,产品的质量更加稳定;质量与常规的油淬的质量
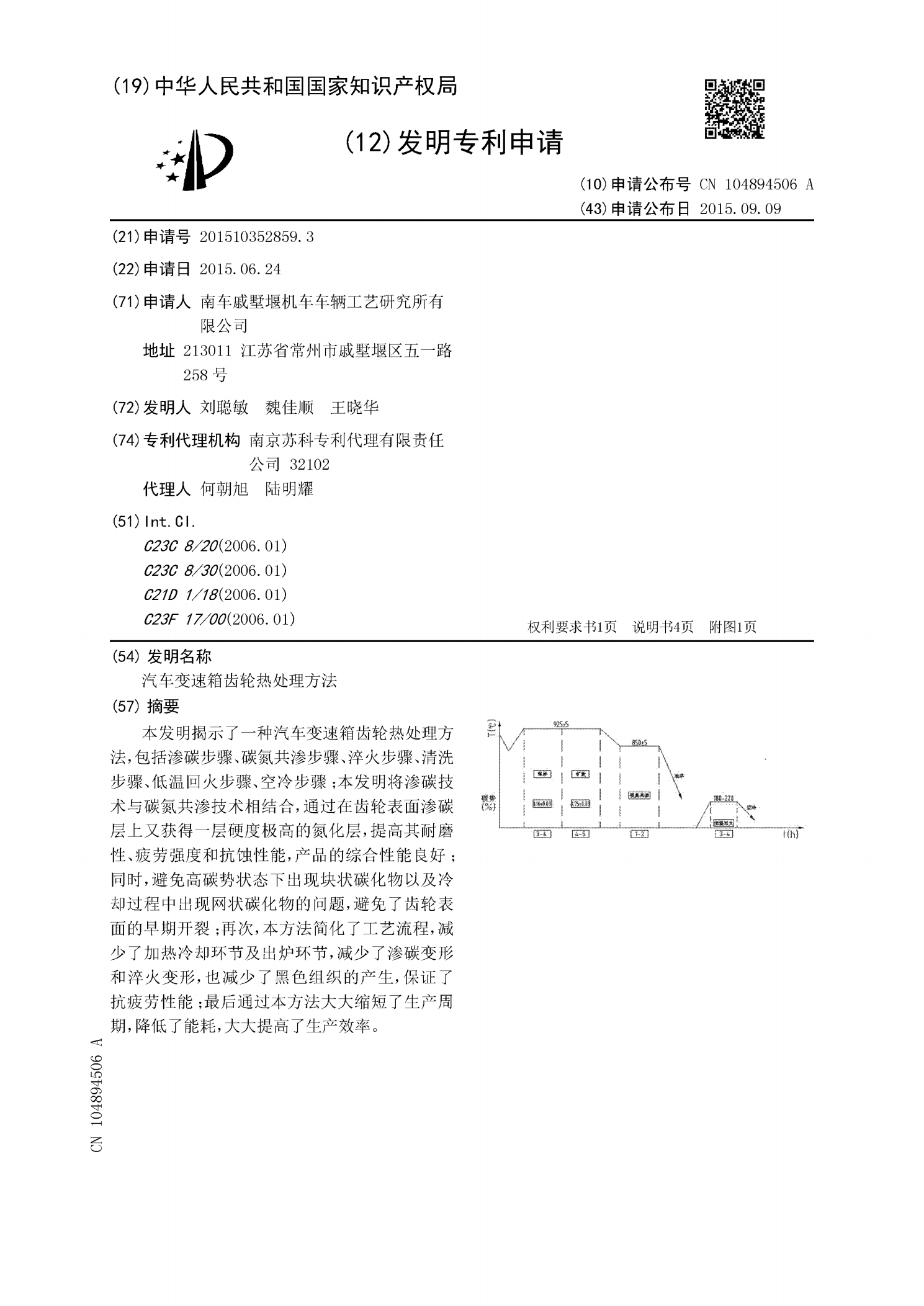
汽车变速箱齿轮热处理方法.pdf
本发明揭示了一种汽车变速箱齿轮热处理方法,包括渗碳步骤、碳氮共渗步骤、淬火步骤、清洗步骤、低温回火步骤、空冷步骤;本发明将渗碳技术与碳氮共渗技术相结合,通过在齿轮表面渗碳层上又获得一层硬度极高的氮化层,提高其耐磨性、疲劳强度和抗蚀性能,产品的综合性能良好;同时,避免高碳势状态下出现块状碳化物以及冷却过程中出现网状碳化物的问题,避免了齿轮表面的早期开裂;再次,本方法简化了工艺流程,减少了加热冷却环节及出炉环节,减少了渗碳变形和淬火变形,也减少了黑色组织的产生,保证了抗疲劳性能;最后通过本方法大大缩短了生产周