
一种控制冷轧双相钢扁卷方法.pdf

玄静****写意


1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种控制冷轧双相钢扁卷方法.pdf
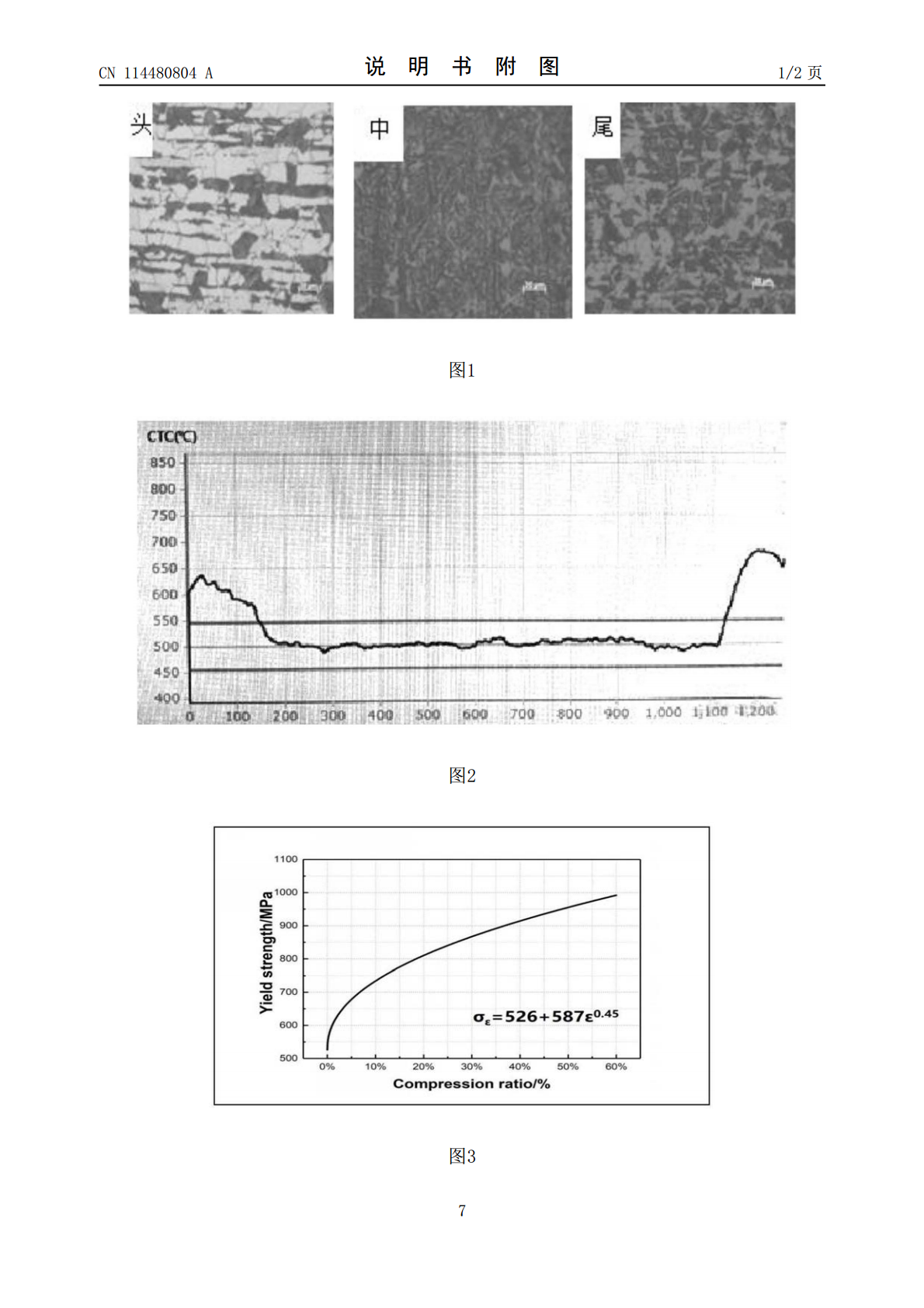
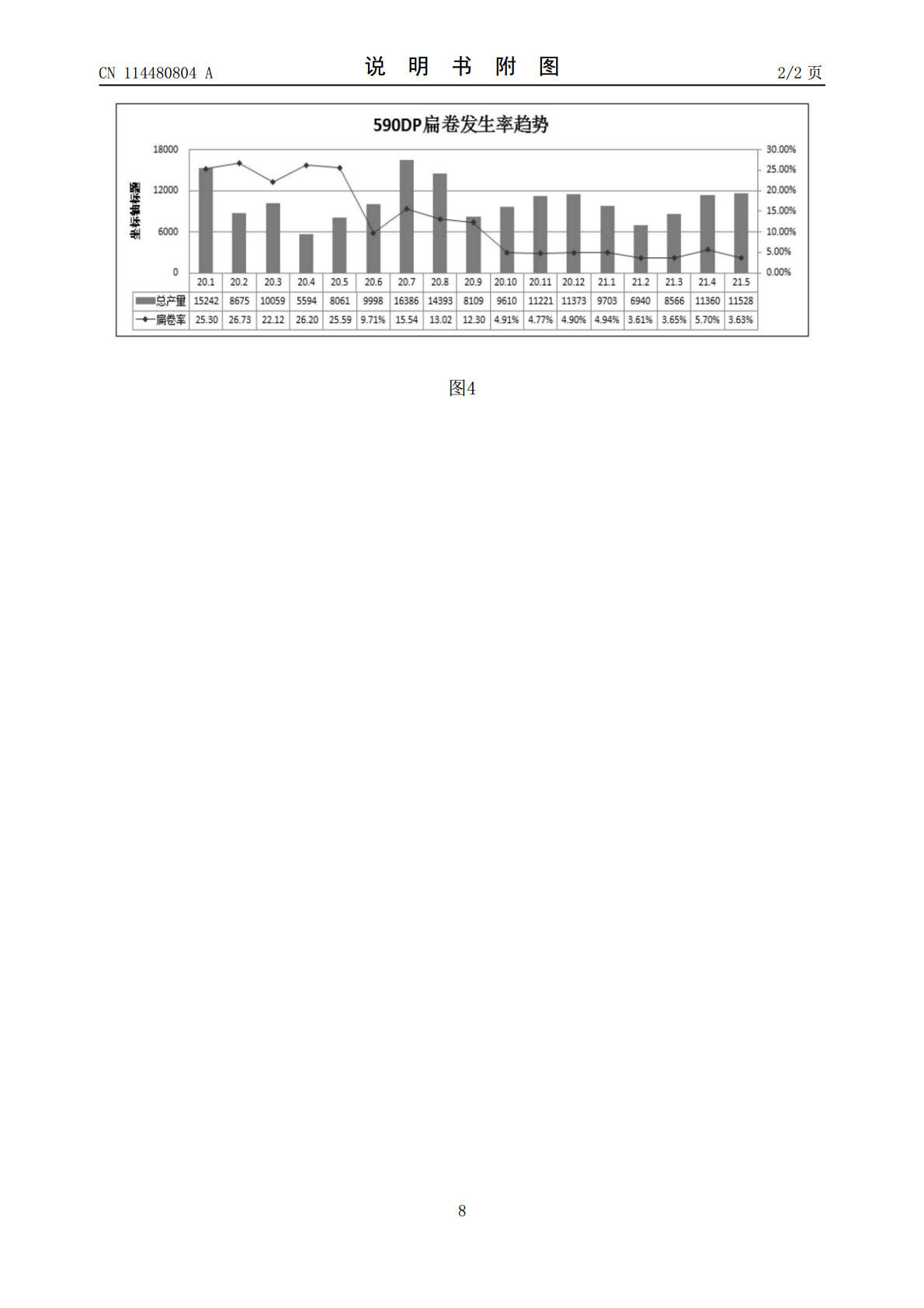
本发明涉及冷轧双相钢技术领域,尤其涉及一种控制冷轧双相钢扁卷方法。具体包括:1)优化卷筒跟踪水及助卷辊冷却水的投入时序:采用带钢头部速度8~12m/s与温度检测650~750℃双重反馈方式,带钢在层流冷却过程中,头尾100~150米卷取温度设定值为630±20℃,头尾100~150米外其余位置卷取温度设定值为530±20℃;2)调整卷取机张力控制参数:张力系数为3~3.5,张力值为35Mpa以上;3)调整卷取机内水冷速度:热卷在卷取机内水冷速度控制在15~20℃/min;4)卷取完成时,尾部位置停在距卸卷
一种热轧双相钢及预防该热轧双相钢扁卷的制造方法.pdf
一种热轧双相钢及预防该热轧双相钢扁卷的制造方法,主要是解决现有热轧双相钢生产时扁卷的问题。本发明提供一种热轧双相钢,该双相钢由铁素体及马氏体组成,其化学成分的质量百分数为:C:0.05%~0.10%、Mn:1.40%~1.70%、Si:0.35%~0.60%、P:≤0.03%、S:≤0.01%、Als:0.015%~0.07%、Nb:0.01%~0.04%,余量为铁和不可避免杂质。并且提供了预防该热轧双相钢扁卷的制造方法,实现步骤如下:铁水预处理→转炉冶炼→炉外精炼→宽板坯连铸→2300mm机组热连轧→卷
一种冷轧连续退火工序双相钢氧化色控制方法.pdf
本发明涉及一种冷轧连续退火工序双相钢氧化色控制方法,包括以下步骤:对双相钢进行清洗;在清洗过程中,降低双相钢的入口冲套速度;将清洗后的双相钢送入退火炉进行退火处理;退火炉包括:加热段、均热段、缓冷段、快冷段、过时效段及终冷段,加热段的初始温度设定值低于目标值5℃~10℃;终冷段的温度控制在100℃~130℃;将退火后的双相钢进行水淬;水淬过程中循环水的电导率小于20±10μS/cm,PH值8±0.3,水温小于45℃;将水淬后的双相钢进行平整,获得双相钢的成品。该双相钢氧化色控制方法使连续退火过程中双相钢表

冷轧双相钢概述.doc
1汽车行业的发展现状20世纪90年代初,欧洲试生产了全铝汽车,由于可以减轻自重,降低油耗,铝材有挤入汽车行业取代钢材的威胁。1994年国际钢铁学会IISI(InternationalIron&SteelInstitute)组织主要由北美和西欧的35家钢厂和汽车厂联合攻关开展了超轻钢车身项目ULSAB(UltraLightSteelAutoBody),要求车身结构的强度提高80%,车身重量减少25%,小轿车油耗降到每百公里3L,CO2排放总量减少2~3%。1998年完成了ULSAB项目后又实施了称为先进概念
一种冷轧生产800MPa级双相钢的表面控制方法.pdf
本发明提供了一种冷轧生产800MPa级双相钢的表面控制方法,步骤包括:将钢坯热轧卷曲、冷轧、镀锌,所述镀锌工艺中控制炉内露点温度为‑25℃~‑35℃,生产所述双相钢前将炉鼻子加湿关闭且炉内气氛氢的体积含量调整至1~3%。通过对炉区露点情况、炉鼻子加湿状态以及炉内气氛等的控制,为冷轧镀锌双相高强钢锌层起伏问题的解决指明了方向,镀锌双相高强钢锌层起伏缺陷问题得到很好的解决,有效提高产品质量,带来可观的经济效益。