
一种异形绝热套内型面打磨装备及其方法.pdf

曾琪****是我


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种异形绝热套内型面打磨装备及其方法.pdf
本发明公开了一种异形绝热套内型面打磨装备及其方法,包括伸缩臂、打磨刀盘机构和工作台;伸缩臂顶部分别依次与回转托盘、移动托盘连接安装在龙门顶梁上,其末端与打磨刀盘装置连接,打磨刀盘装置包括打磨部件和压紧部件,打磨部件用于进行打磨作业,压紧部件通过压紧力保证绝热层不产生位移;扇形绝热套放置在工作台上,工作台带动扇形绝热套X向移动;移动托板可相对于所述龙门顶梁沿Y向移动、回转托板沿移动托板Z向移动、伸缩臂带动末端打磨刀盘机构沿着扇形绝热套半径方向移动。本发明刀盘末端采用弹性机构压紧,回复弹簧与导轨构成导向装置,
一种异形内型面支撑工装.pdf
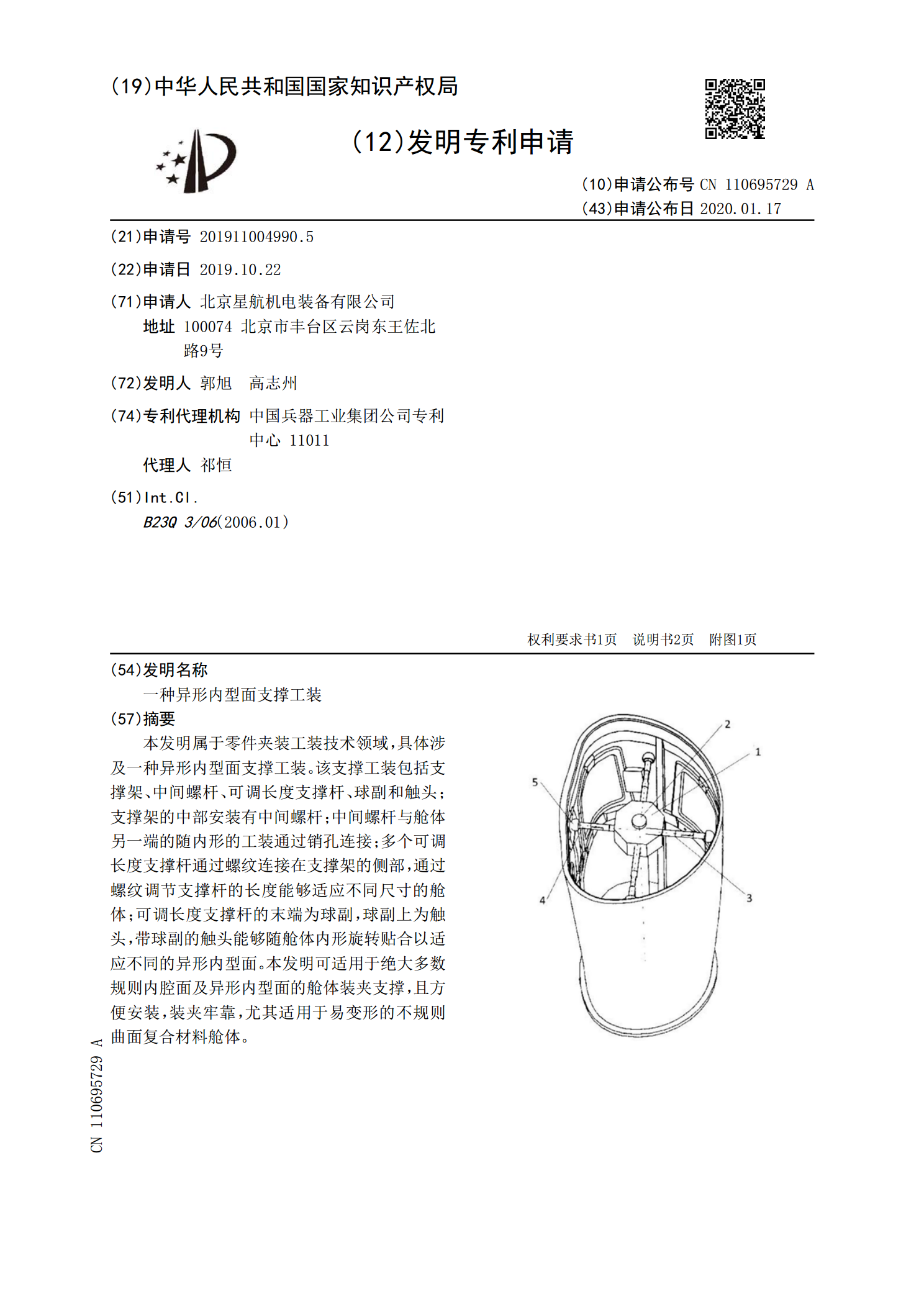
本发明属于零件夹装工装技术领域,具体涉及一种异形内型面支撑工装。该支撑工装包括支撑架、中间螺杆、可调长度支撑杆、球副和触头;支撑架的中部安装有中间螺杆;中间螺杆与舱体另一端的随内形的工装通过销孔连接;多个可调长度支撑杆通过螺纹连接在支撑架的侧部,通过螺纹调节支撑杆的长度能够适应不同尺寸的舱体;可调长度支撑杆的末端为球副,球副上为触头,带球副的触头能够随舱体内形旋转贴合以适应不同的异形内型面。本发明可适用于绝大多数规则内腔面及异形内型面的舱体装夹支撑,且方便安装,装夹牢靠,尤其适用于易变形的不规则曲面复合材
一种深盲孔异形内腔头部型面车削方法及系统.pdf
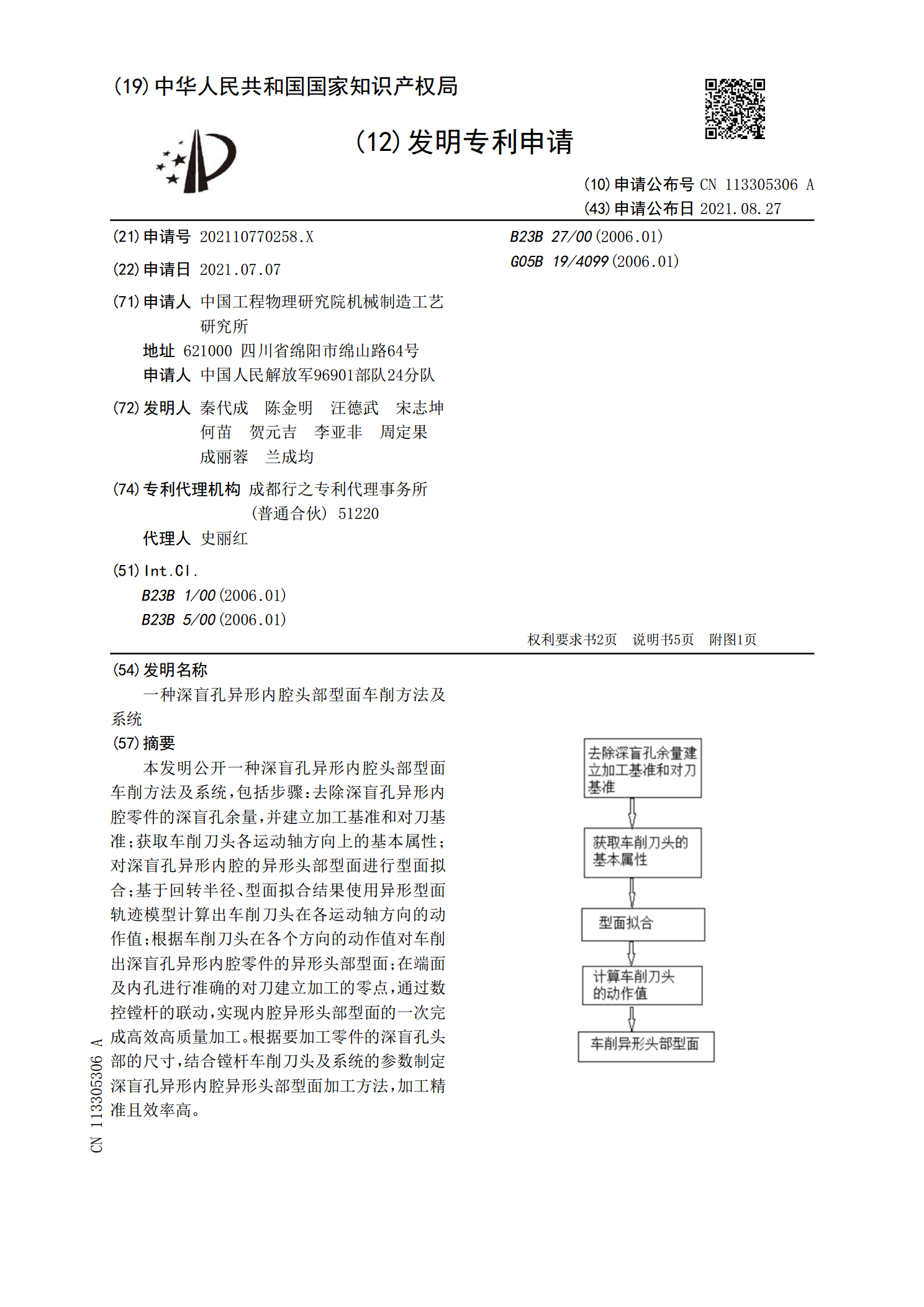
本发明公开一种深盲孔异形内腔头部型面车削方法及系统,包括步骤:去除深盲孔异形内腔零件的深盲孔余量,并建立加工基准和对刀基准;获取车削刀头各运动轴方向上的基本属性;对深盲孔异形内腔的异形头部型面进行型面拟合;基于回转半径、型面拟合结果使用异形型面轨迹模型计算出车削刀头在各运动轴方向的动作值;根据车削刀头在各个方向的动作值对车削出深盲孔异形内腔零件的异形头部型面;在端面及内孔进行准确的对刀建立加工的零点,通过数控镗杆的联动,实现内腔异形头部型面的一次完成高效高质量加工。根据要加工零件的深盲孔头部的尺寸,结合镗

内轨道异形仿型焊接设备及其焊接异形工件的方法.pdf
本发明涉及内轨道异形仿型焊接设备及其焊接异形工件的方法,其靠模动作装置包括内靠模、内凸轮机构、X轴滑座和Y轴滑座,内凸轮机构包括主轴、Π型心轴、压缩弹簧和轴承,主轴的上端穿过模座并与Π型心轴的横向插杆横向插接,压缩弹簧横向顶压在主轴与Π型心轴之间,构成Π型心轴的中心轴线与主轴的中心轴线之间的轴线距离变形结构,由下轴承靠接在内靠模的模壁并通过主轴的旋转而构成靠模轨迹;焊枪调节固定架安装在Y轴滑座上并由Π型心轴的上轴承推动连接;X轴滑座、Y轴滑座分别在X轴、Y轴向按靠模轨迹滑动,焊接装置的焊枪按仿型的焊接轨迹
一种炉内表面打磨装置及其打磨方法.pdf
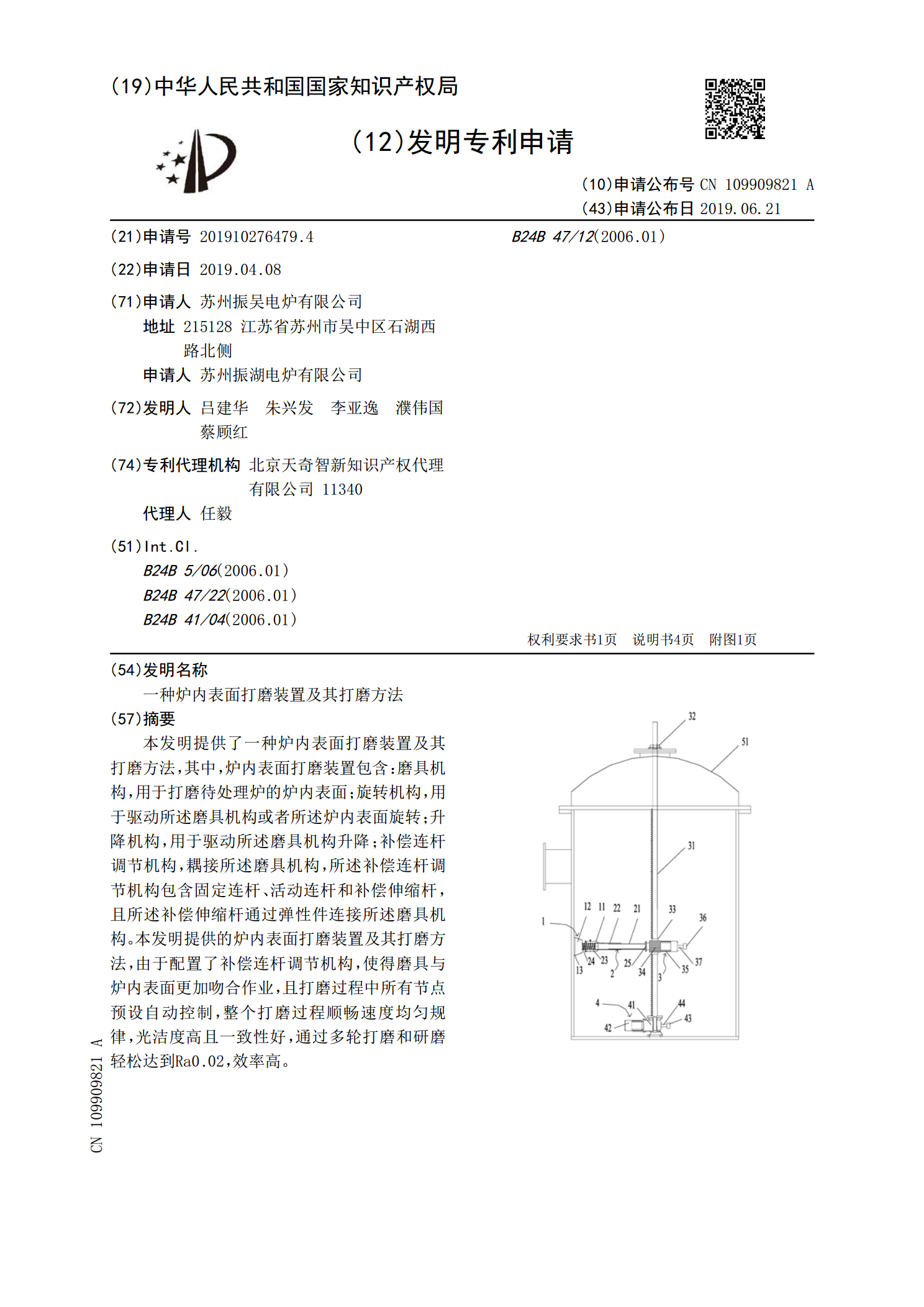
本发明提供了一种炉内表面打磨装置及其打磨方法,其中,炉内表面打磨装置包含:磨具机构,用于打磨待处理炉的炉内表面;旋转机构,用于驱动所述磨具机构或者所述炉内表面旋转;升降机构,用于驱动所述磨具机构升降;补偿连杆调节机构,耦接所述磨具机构,所述补偿连杆调节机构包含固定连杆、活动连杆和补偿伸缩杆,且所述补偿伸缩杆通过弹性件连接所述磨具机构。本发明提供的炉内表面打磨装置及其打磨方法,由于配置了补偿连杆调节机构,使得磨具与炉内表面更加吻合作业,且打磨过程中所有节点预设自动控制,整个打磨过程顺畅速度均匀规律,光洁度高