
一种深盲孔异形内腔头部型面车削方法及系统.pdf

代瑶****zy

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种深盲孔异形内腔头部型面车削方法及系统.pdf
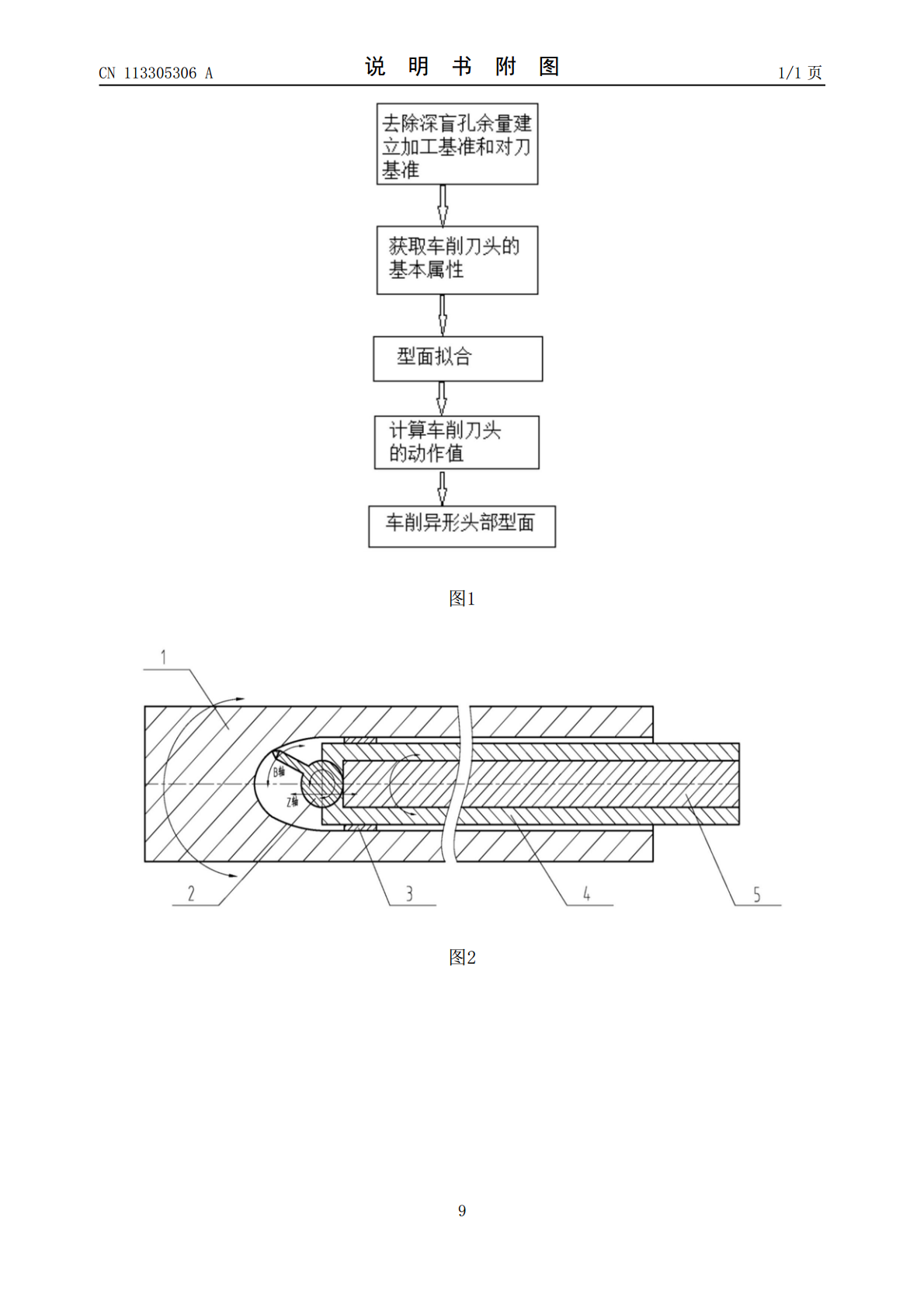
本发明公开一种深盲孔异形内腔头部型面车削方法及系统,包括步骤:去除深盲孔异形内腔零件的深盲孔余量,并建立加工基准和对刀基准;获取车削刀头各运动轴方向上的基本属性;对深盲孔异形内腔的异形头部型面进行型面拟合;基于回转半径、型面拟合结果使用异形型面轨迹模型计算出车削刀头在各运动轴方向的动作值;根据车削刀头在各个方向的动作值对车削出深盲孔异形内腔零件的异形头部型面;在端面及内孔进行准确的对刀建立加工的零点,通过数控镗杆的联动,实现内腔异形头部型面的一次完成高效高质量加工。根据要加工零件的深盲孔头部的尺寸,结合镗
加工深盲孔内型腔结构用电解工具及其使用方法.pdf
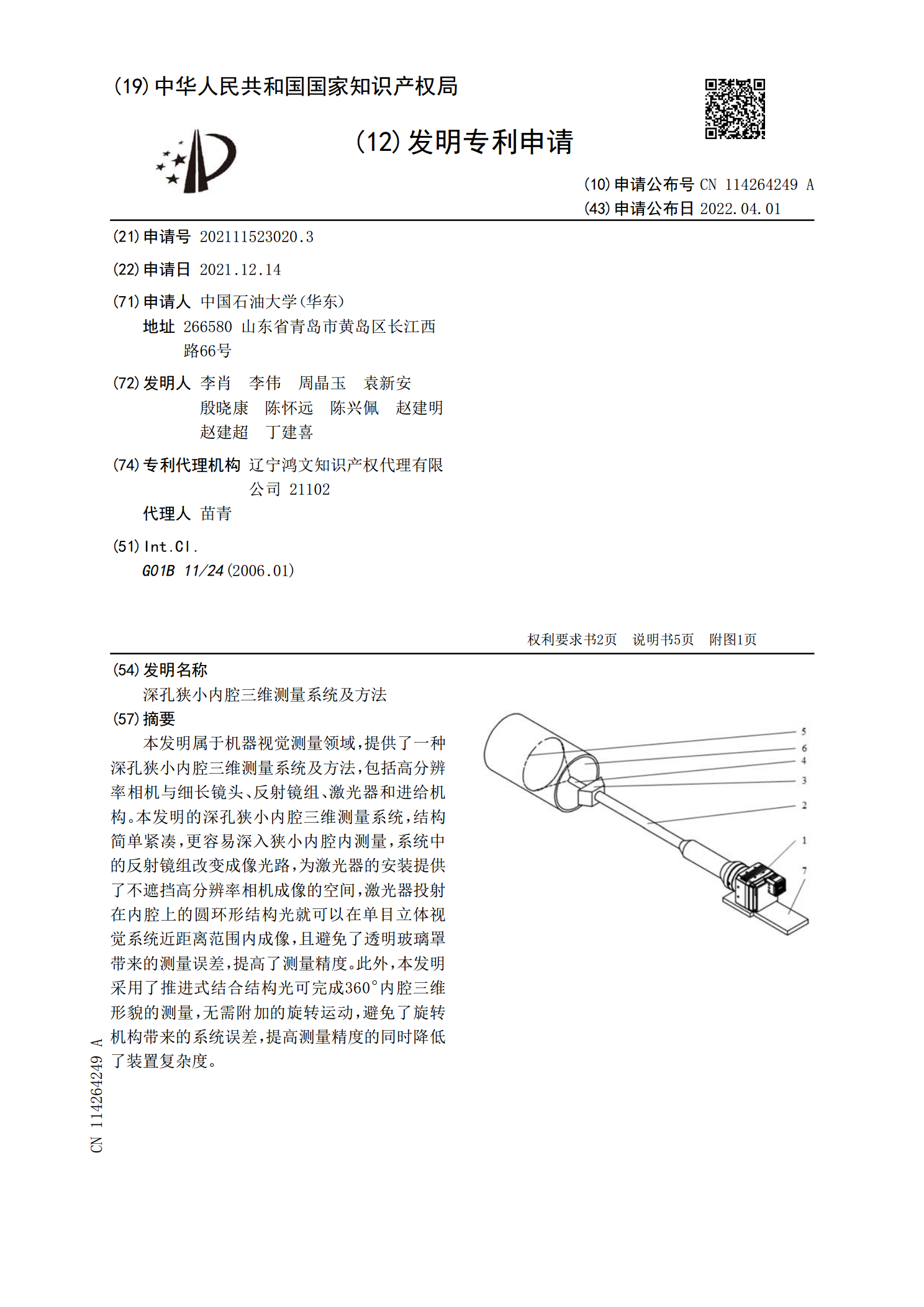
本发明提供一种加工深盲孔内型腔结构用电解工具,包括阴极基体、电解液注入装置、电源和驱动装置,电源的阳极用于与工件导通,电源的阴极能够与阴极基体导通,阴极基体为金属中空棒状结构,阴极基体内设置有中空腔,阴极基体上设置有与中空腔连通的加工口,加工口沿着阴极基体的长度方向延伸,电解液注入装置能够向中空腔内注入电解液,电解液通过加工口喷射向工件的内腔壁,阴极基体除加工口外的其他部位的外壁均做绝缘处理,驱动装置用于驱动工件转动,本发明还提供了一种如上所述的加工深盲孔内型腔结构用电解工具的使用方法。本发明提供的方案能
深孔狭小内腔三维测量系统及方法.pdf
本发明属于机器视觉测量领域,提供了一种深孔狭小内腔三维测量系统及方法,包括高分辨率相机与细长镜头、反射镜组、激光器和进给机构。本发明的深孔狭小内腔三维测量系统,结构简单紧凑,更容易深入狭小内腔内测量,系统中的反射镜组改变成像光路,为激光器的安装提供了不遮挡高分辨率相机成像的空间,激光器投射在内腔上的圆环形结构光就可以在单目立体视觉系统近距离范围内成像,且避免了透明玻璃罩带来的测量误差,提高了测量精度。此外,本发明采用了推进式结合结构光可完成360°内腔三维形貌的测量,无需附加的旋转运动,避免了旋转机构带来
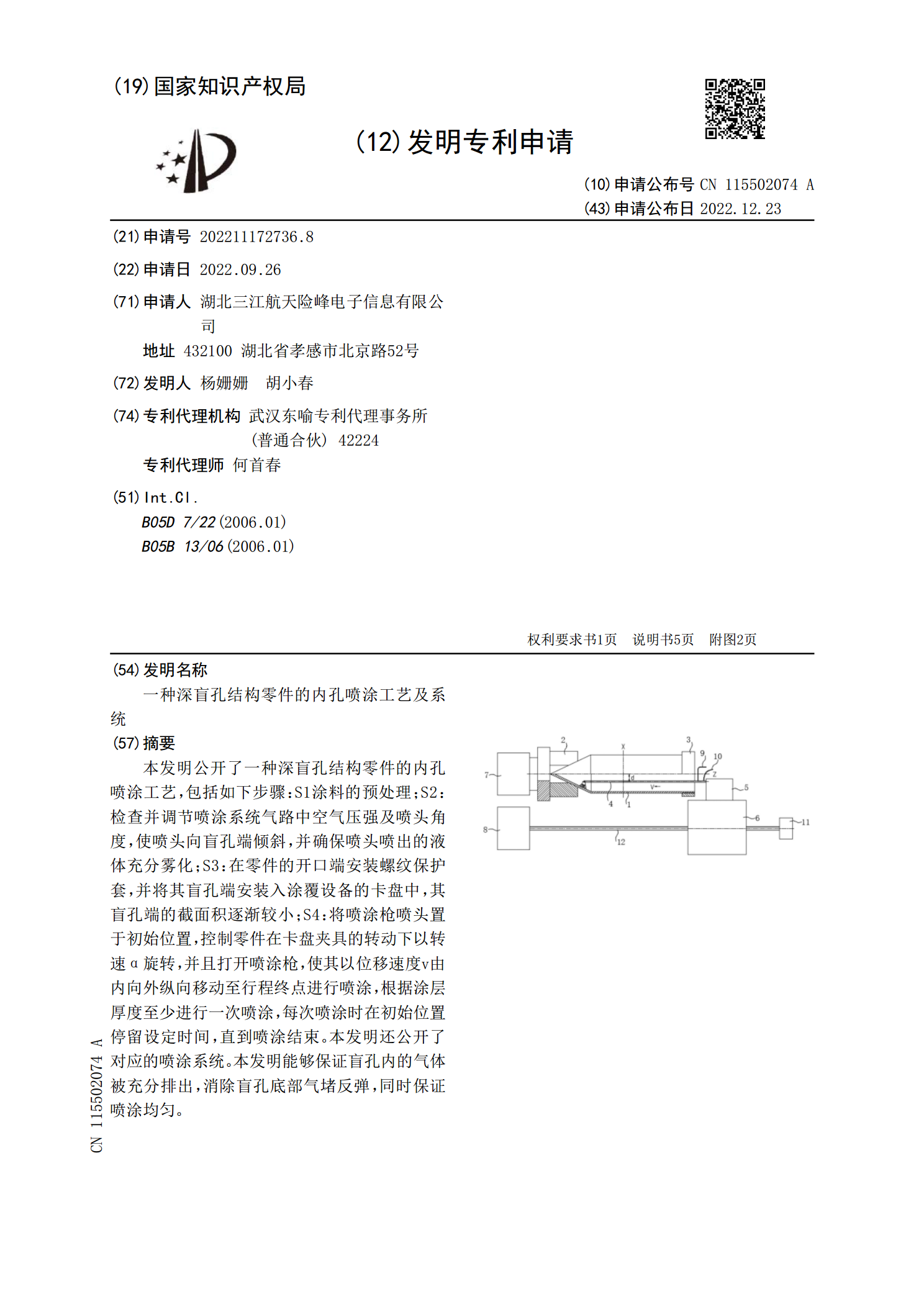
一种深盲孔结构零件的内孔喷涂工艺及系统.pdf
本发明公开了一种深盲孔结构零件的内孔喷涂工艺,包括如下步骤:S1涂料的预处理;S2:检查并调节喷涂系统气路中空气压强及喷头角度,使喷头向盲孔端倾斜,并确保喷头喷出的液体充分雾化;S3:在零件的开口端安装螺纹保护套,并将其盲孔端安装入涂覆设备的卡盘中,其盲孔端的截面积逐渐较小;S4:将喷涂枪喷头置于初始位置,控制零件在卡盘夹具的转动下以转速α旋转,并且打开喷涂枪,使其以位移速度v由内向外纵向移动至行程终点进行喷涂,根据涂层厚度至少进行一次喷涂,每次喷涂时在初始位置停留设定时间,直到喷涂结束。本发明还公开了对
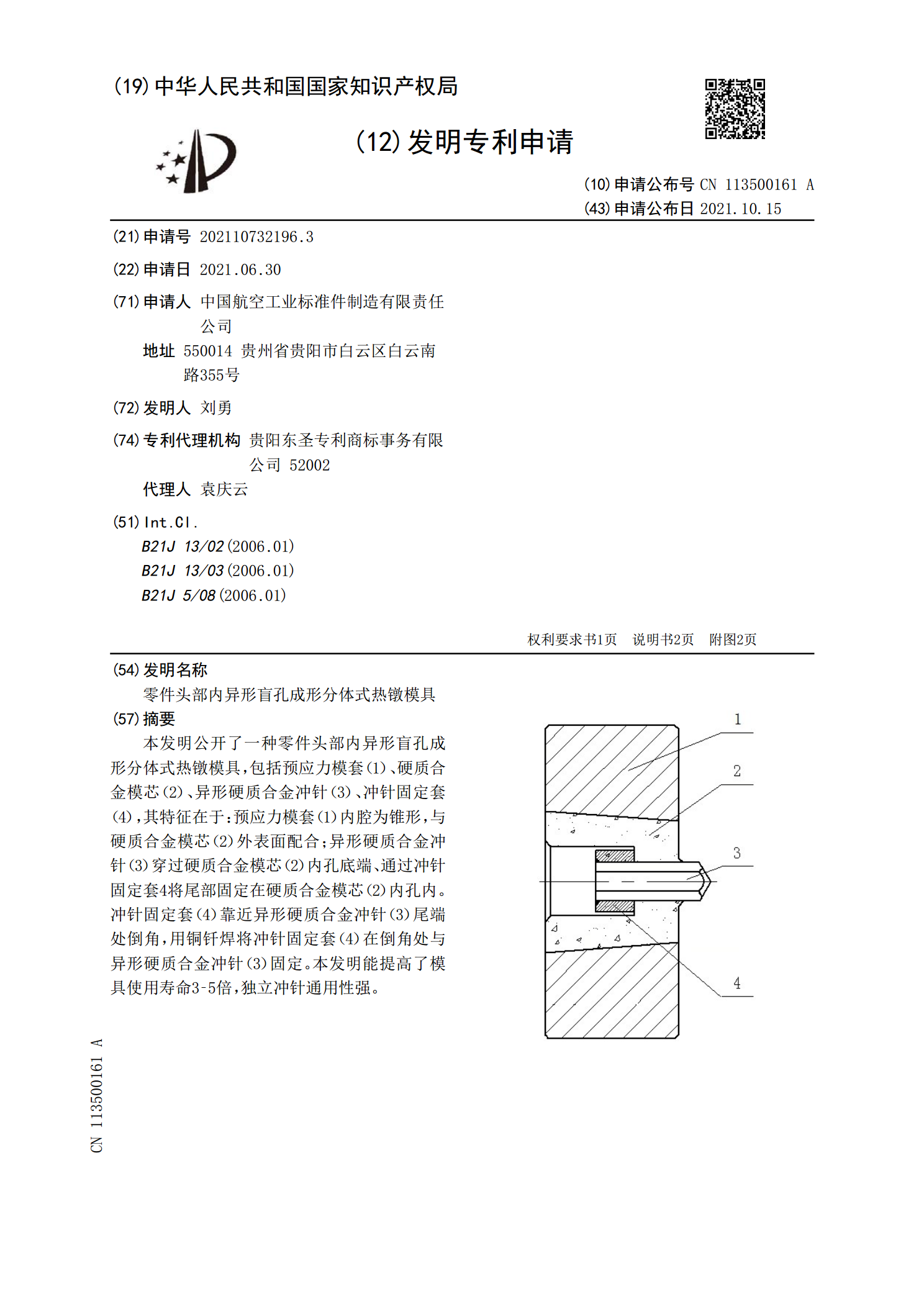
零件头部内异形盲孔成形分体式热镦模具.pdf
本发明公开了一种零件头部内异形盲孔成形分体式热镦模具,包括预应力模套(1)、硬质合金模芯(2)、异形硬质合金冲针(3)、冲针固定套(4),其特征在于:预应力模套(1)内腔为锥形,与硬质合金模芯(2)外表面配合;异形硬质合金冲针(3)穿过硬质合金模芯(2)内孔底端、通过冲针固定套4将尾部固定在硬质合金模芯(2)内孔内。冲针固定套(4)靠近异形硬质合金冲针(3)尾端处倒角,用铜钎焊将冲针固定套(4)在倒角处与异形硬质合金冲针(3)固定。本发明能提高了模具使用寿命3‑5倍,独立冲针通用性强。