
一种异形内型面支撑工装.pdf

Jo****63


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异形内型面支撑工装.pdf
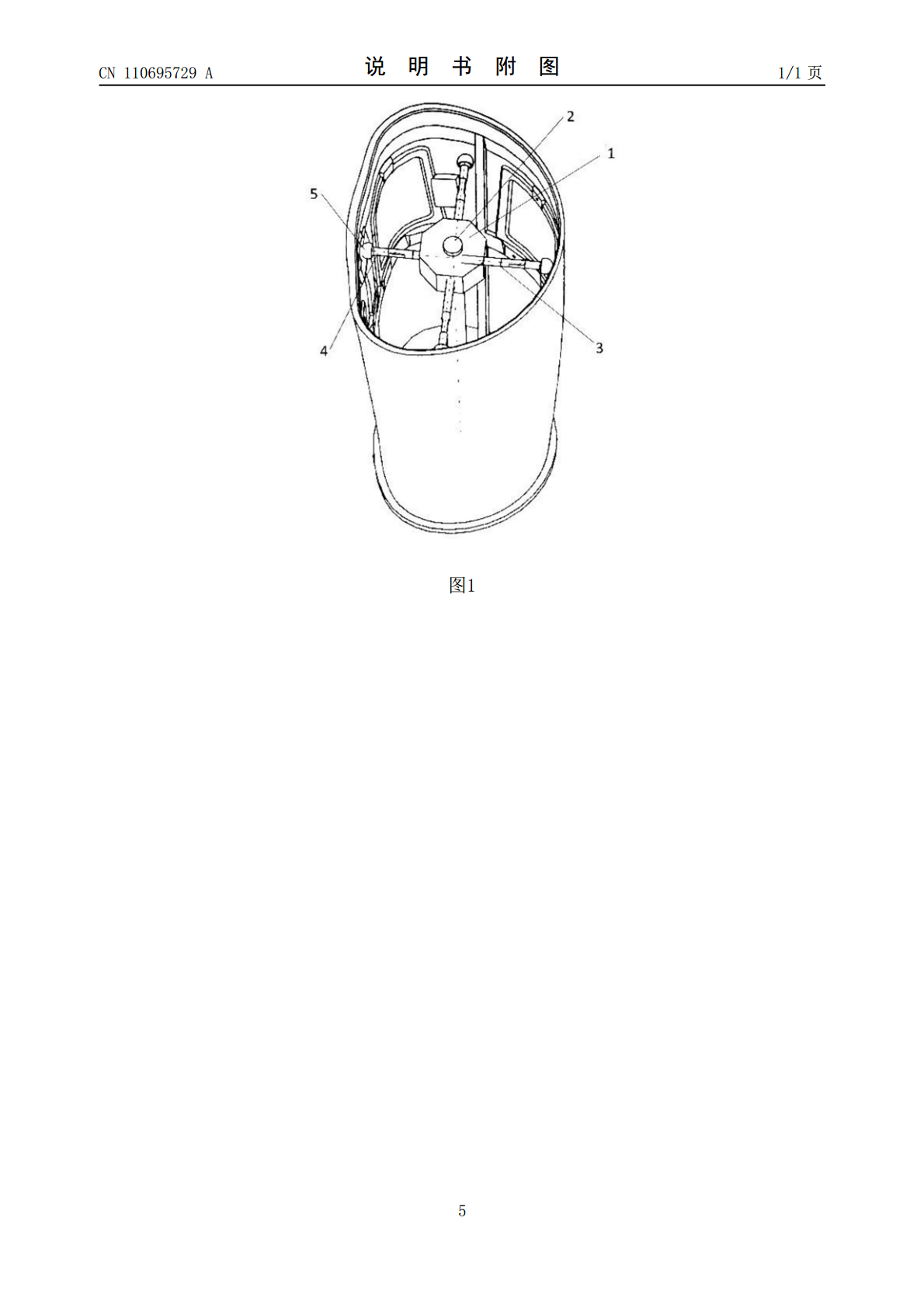
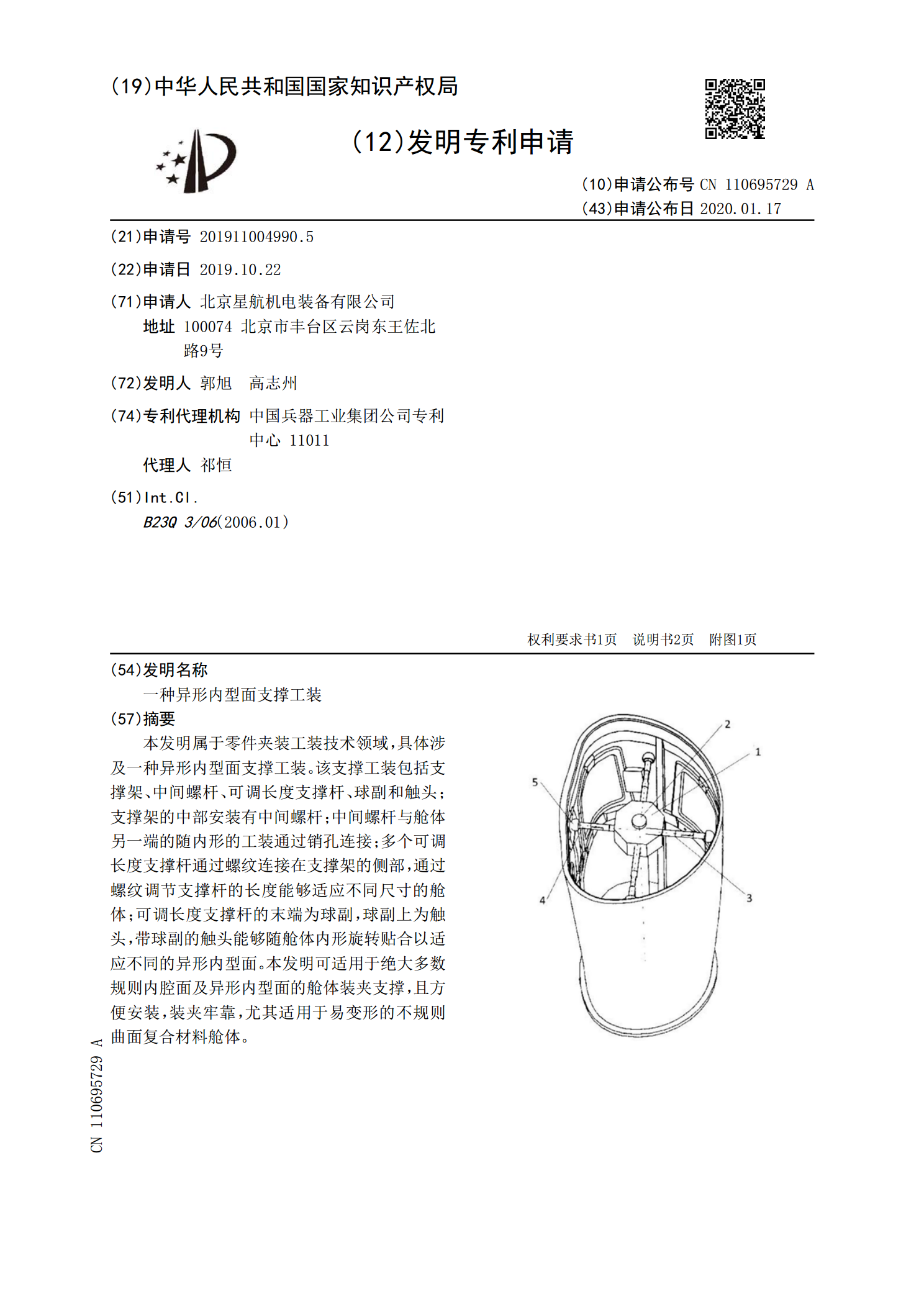
本发明属于零件夹装工装技术领域,具体涉及一种异形内型面支撑工装。该支撑工装包括支撑架、中间螺杆、可调长度支撑杆、球副和触头;支撑架的中部安装有中间螺杆;中间螺杆与舱体另一端的随内形的工装通过销孔连接;多个可调长度支撑杆通过螺纹连接在支撑架的侧部,通过螺纹调节支撑杆的长度能够适应不同尺寸的舱体;可调长度支撑杆的末端为球副,球副上为触头,带球副的触头能够随舱体内形旋转贴合以适应不同的异形内型面。本发明可适用于绝大多数规则内腔面及异形内型面的舱体装夹支撑,且方便安装,装夹牢靠,尤其适用于易变形的不规则曲面复合材

一种异形绝热套内型面打磨装备及其方法.pdf
本发明公开了一种异形绝热套内型面打磨装备及其方法,包括伸缩臂、打磨刀盘机构和工作台;伸缩臂顶部分别依次与回转托盘、移动托盘连接安装在龙门顶梁上,其末端与打磨刀盘装置连接,打磨刀盘装置包括打磨部件和压紧部件,打磨部件用于进行打磨作业,压紧部件通过压紧力保证绝热层不产生位移;扇形绝热套放置在工作台上,工作台带动扇形绝热套X向移动;移动托板可相对于所述龙门顶梁沿Y向移动、回转托板沿移动托板Z向移动、伸缩臂带动末端打磨刀盘机构沿着扇形绝热套半径方向移动。本发明刀盘末端采用弹性机构压紧,回复弹簧与导轨构成导向装置,
一种深盲孔异形内腔头部型面车削方法及系统.pdf
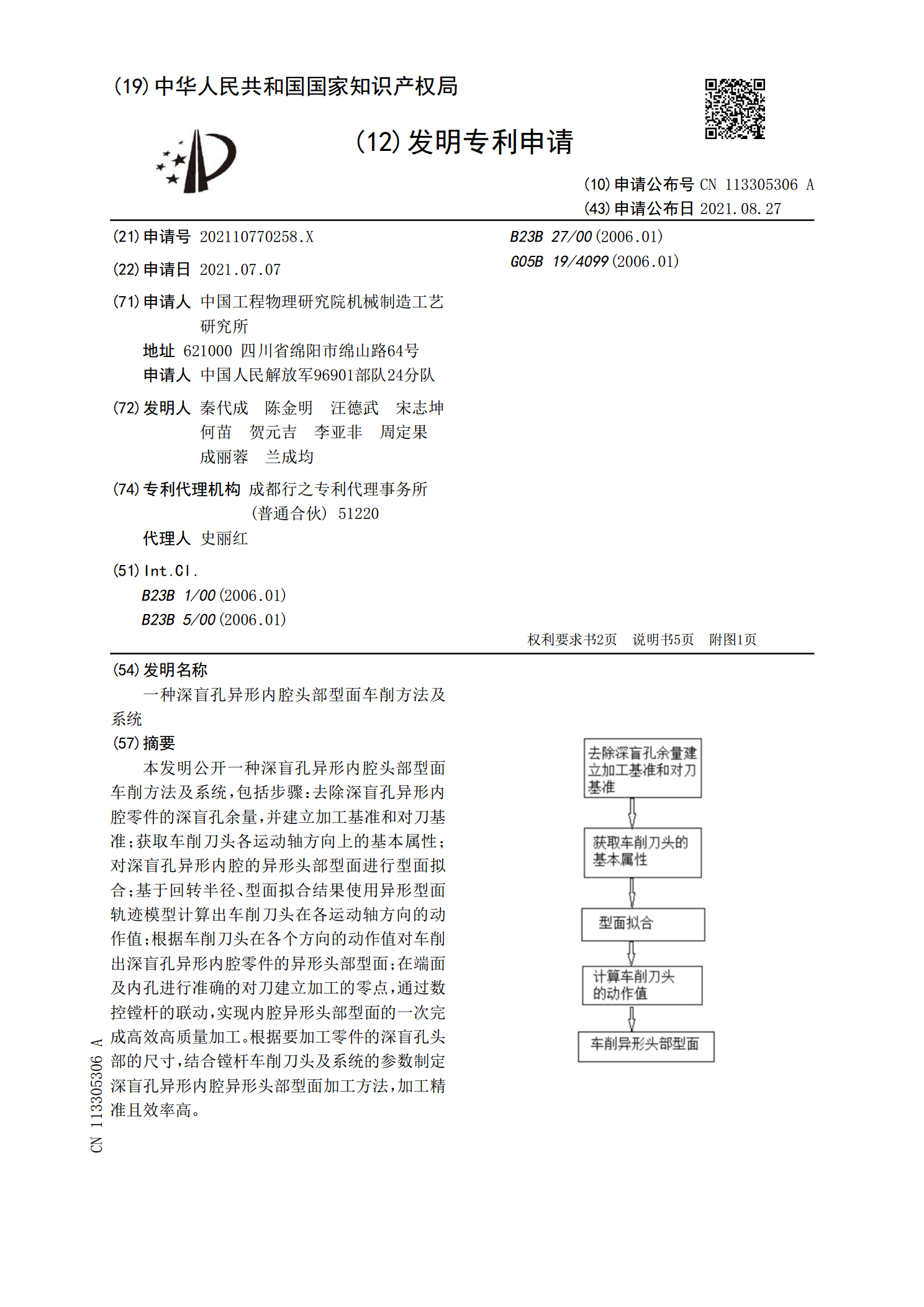
本发明公开一种深盲孔异形内腔头部型面车削方法及系统,包括步骤:去除深盲孔异形内腔零件的深盲孔余量,并建立加工基准和对刀基准;获取车削刀头各运动轴方向上的基本属性;对深盲孔异形内腔的异形头部型面进行型面拟合;基于回转半径、型面拟合结果使用异形型面轨迹模型计算出车削刀头在各运动轴方向的动作值;根据车削刀头在各个方向的动作值对车削出深盲孔异形内腔零件的异形头部型面;在端面及内孔进行准确的对刀建立加工的零点,通过数控镗杆的联动,实现内腔异形头部型面的一次完成高效高质量加工。根据要加工零件的深盲孔头部的尺寸,结合镗
一种内吊耳异形罩的加工装置.pdf
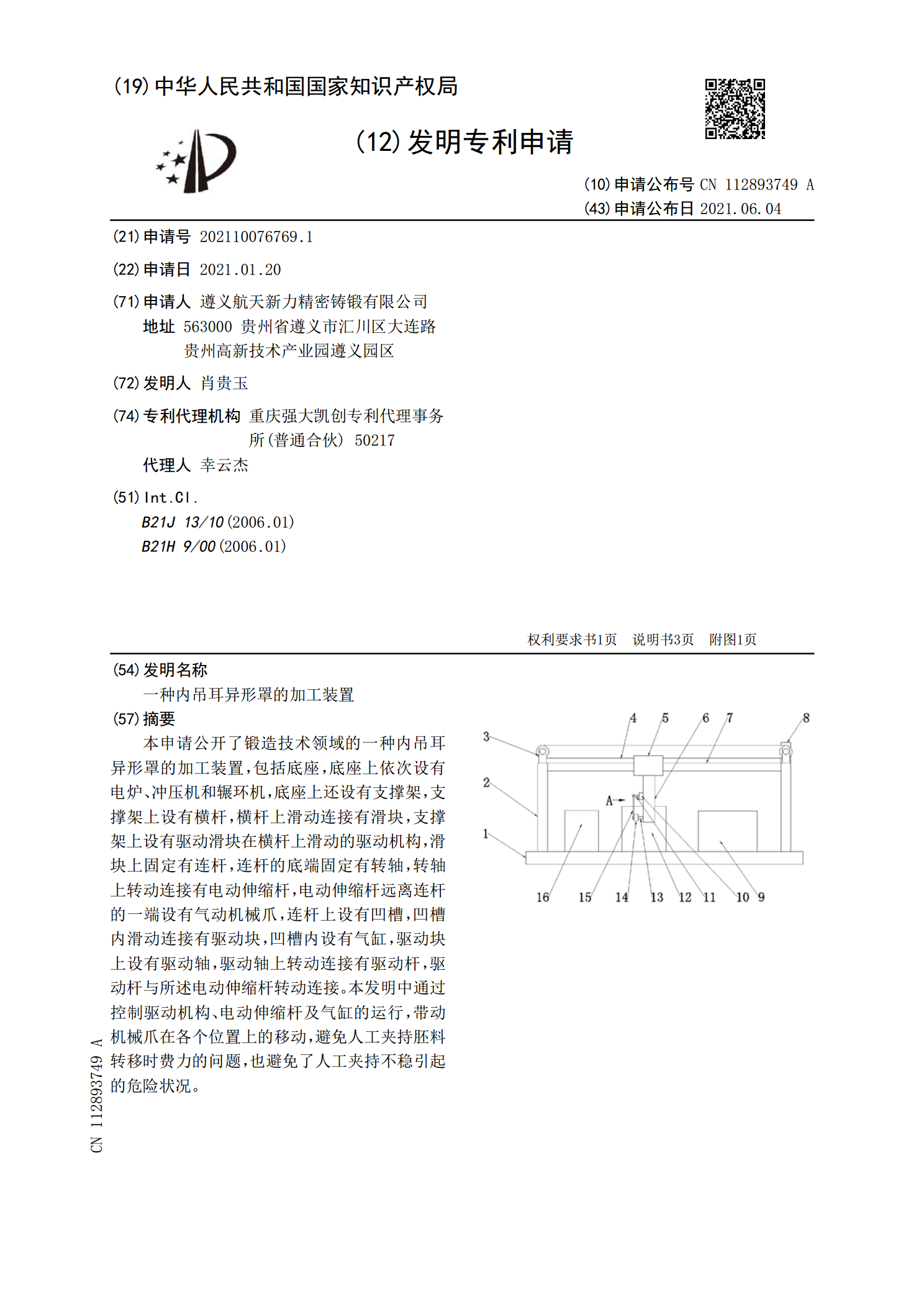
本申请公开了锻造技术领域的一种内吊耳异形罩的加工装置,包括底座,底座上依次设有电炉、冲压机和辗环机,底座上还设有支撑架,支撑架上设有横杆,横杆上滑动连接有滑块,支撑架上设有驱动滑块在横杆上滑动的驱动机构,滑块上固定有连杆,连杆的底端固定有转轴,转轴上转动连接有电动伸缩杆,电动伸缩杆远离连杆的一端设有气动机械爪,连杆上设有凹槽,凹槽内滑动连接有驱动块,凹槽内设有气缸,驱动块上设有驱动轴,驱动轴上转动连接有驱动杆,驱动杆与所述电动伸缩杆转动连接。本发明中通过控制驱动机构、电动伸缩杆及气缸的运行,带动机械爪在各

一种稳固型油缸支撑工装.pdf
本发明公开了一种稳固型油缸支撑工装,包括支架(1),所述支架(1)内固定套接有固定套(2),所述固定套(2)内转动套接有丝杆(3),所述丝杆(3)的另一端转动连接有定位板(4),且丝杆(3)上啮合套接有移动套(5),所述移动套(5)与定位板(4)上分别铰接有连接杆一(6)和连接杆二(7),所述连接杆一(6)和连接杆二(7)的另一端铰接有压板(8),且连接杆一(6)和连接杆二(7)转动连接。本发明使得支撑工装的安装与拆卸简便,降低了人力成本,缩短了工作时间,且避免了油缸滑动,使得工作效率提高,同时增加了各项