
一种汽车底盘前副车架检具.pdf

桂香****盟主

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车底盘前副车架检具.pdf
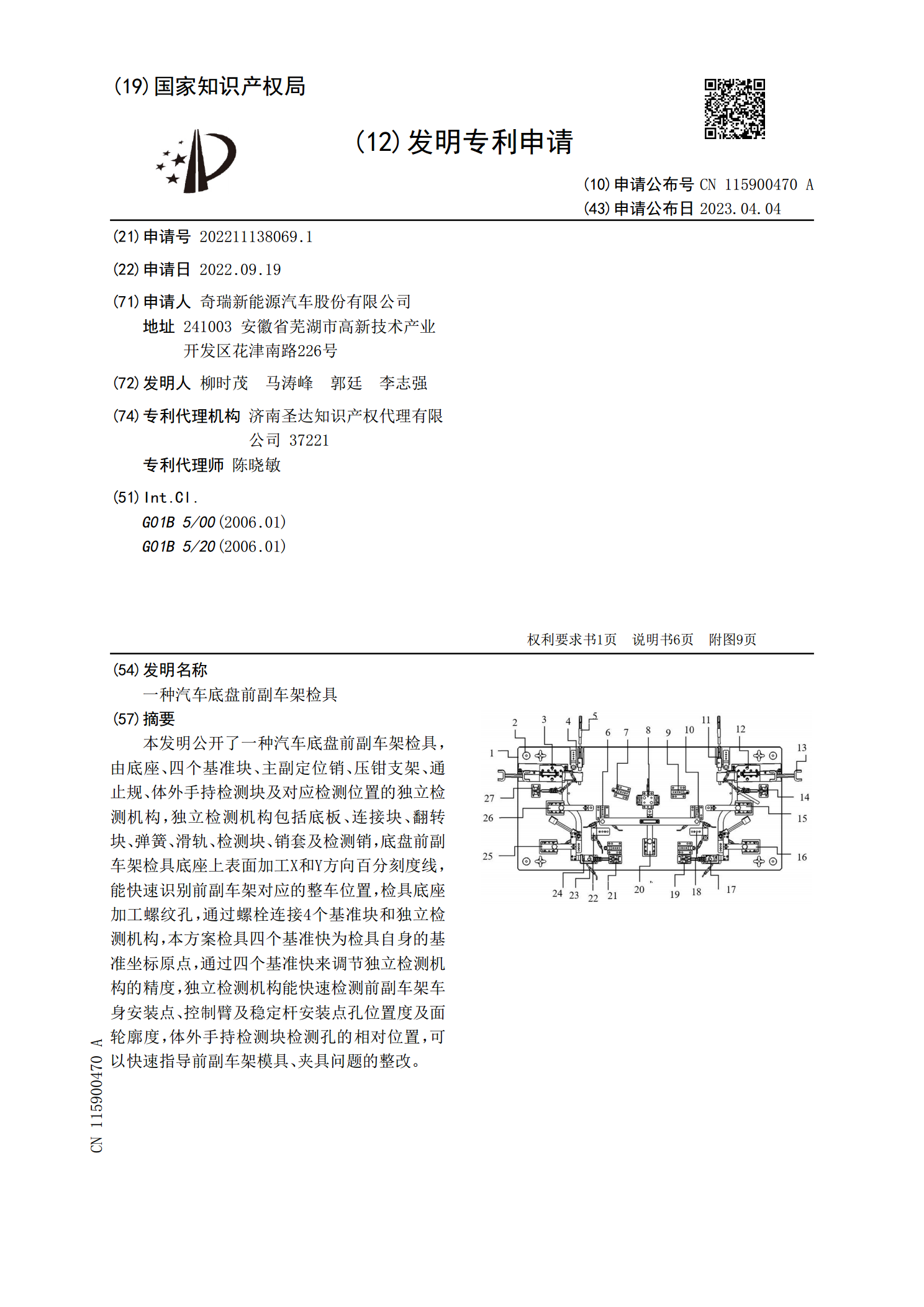
本发明公开了一种汽车底盘前副车架检具,由底座、四个基准块、主副定位销、压钳支架、通止规、体外手持检测块及对应检测位置的独立检测机构,独立检测机构包括底板、连接块、翻转块、弹簧、滑轨、检测块、销套及检测销,底盘前副车架检具底座上表面加工X和Y方向百分刻度线,能快速识别前副车架对应的整车位置,检具底座加工螺纹孔,通过螺栓连接4个基准块和独立检测机构,本方案检具四个基准快为检具自身的基准坐标原点,通过四个基准快来调节独立检测机构的精度,独立检测机构能快速检测前副车架车身安装点、控制臂及稳定杆安装点孔位置度及面轮
一种前副车架前摆臂安装座结构、前副车架及车辆.pdf
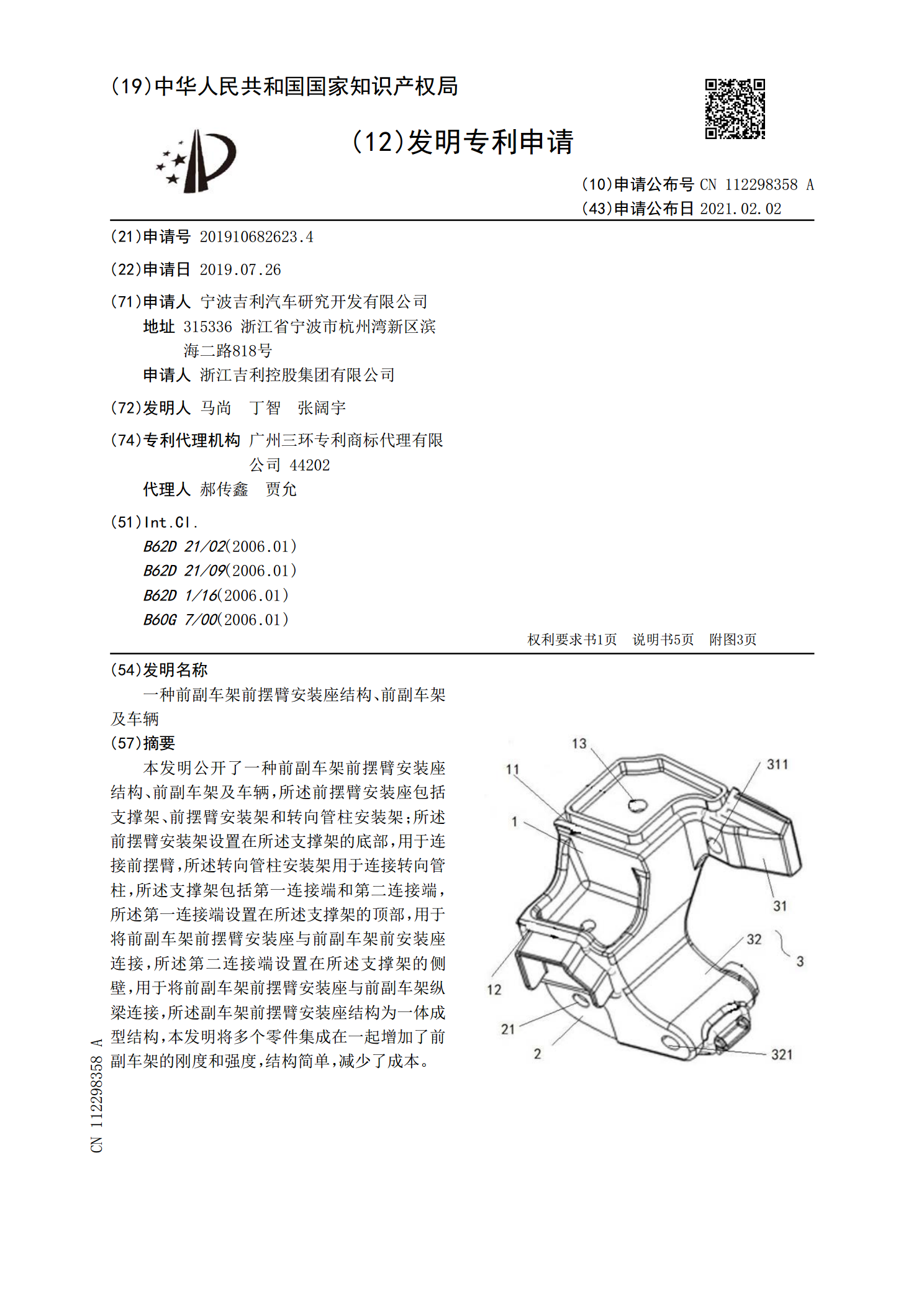
本发明公开了一种前副车架前摆臂安装座结构、前副车架及车辆,所述前摆臂安装座包括支撑架、前摆臂安装架和转向管柱安装架;所述前摆臂安装架设置在所述支撑架的底部,用于连接前摆臂,所述转向管柱安装架用于连接转向管柱,所述支撑架包括第一连接端和第二连接端,所述第一连接端设置在所述支撑架的顶部,用于将前副车架前摆臂安装座与前副车架前安装座连接,所述第二连接端设置在所述支撑架的侧壁,用于将前副车架前摆臂安装座与前副车架纵梁连接,所述副车架前摆臂安装座结构为一体成型结构,本发明将多个零件集成在一起增加了前副车架的刚度和强
一种汽车副车架吊具.pdf
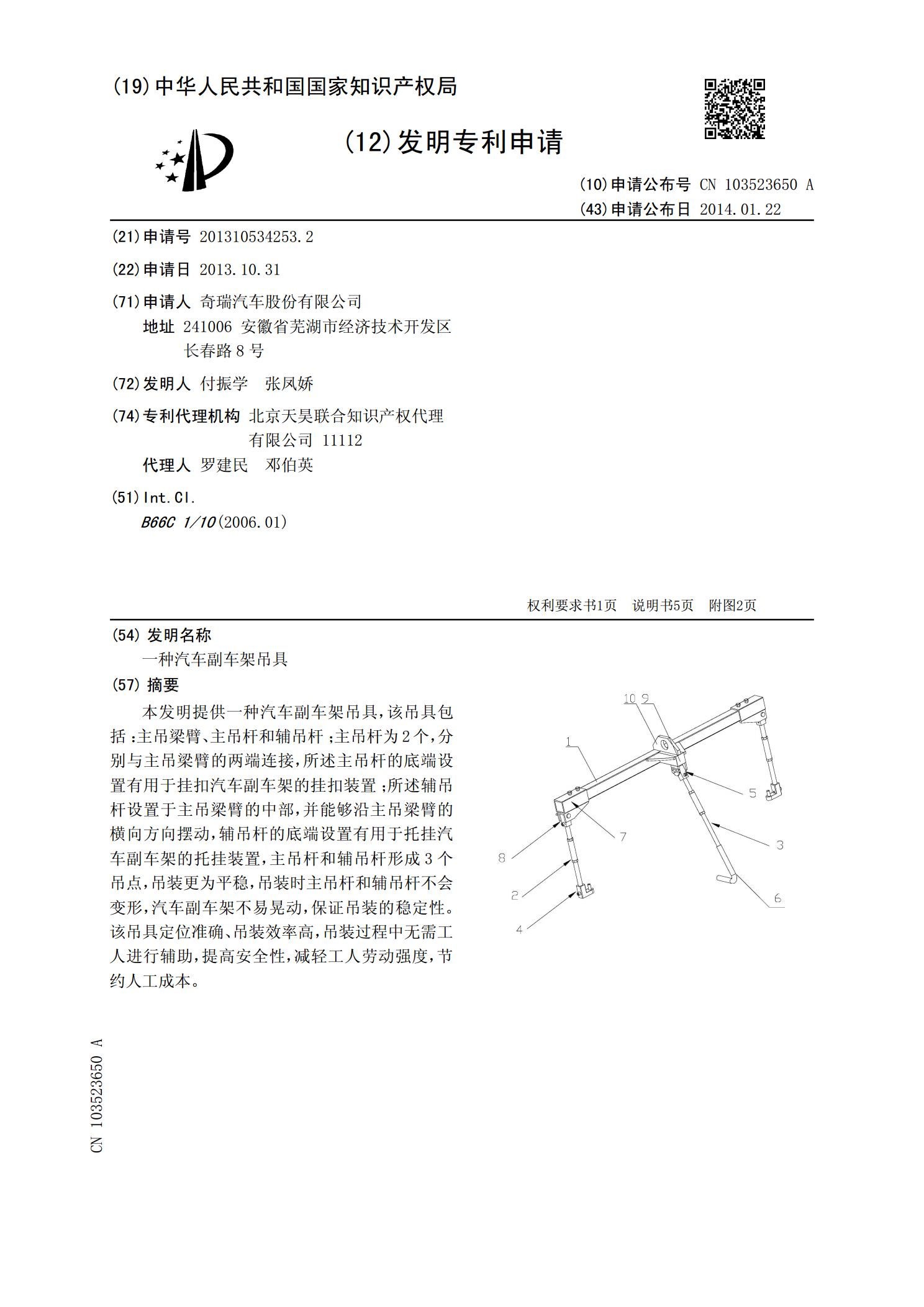
本发明提供一种汽车副车架吊具,该吊具包括:主吊梁臂、主吊杆和辅吊杆;主吊杆为2个,分别与主吊梁臂的两端连接,所述主吊杆的底端设置有用于挂扣汽车副车架的挂扣装置;所述辅吊杆设置于主吊梁臂的中部,并能够沿主吊梁臂的横向方向摆动,辅吊杆的底端设置有用于托挂汽车副车架的托挂装置,主吊杆和辅吊杆形成3个吊点,吊装更为平稳,吊装时主吊杆和辅吊杆不会变形,汽车副车架不易晃动,保证吊装的稳定性。该吊具定位准确、吊装效率高,吊装过程中无需工人进行辅助,提高安全性,减轻工人劳动强度,节约人工成本。
一种前副车架及车辆.pdf
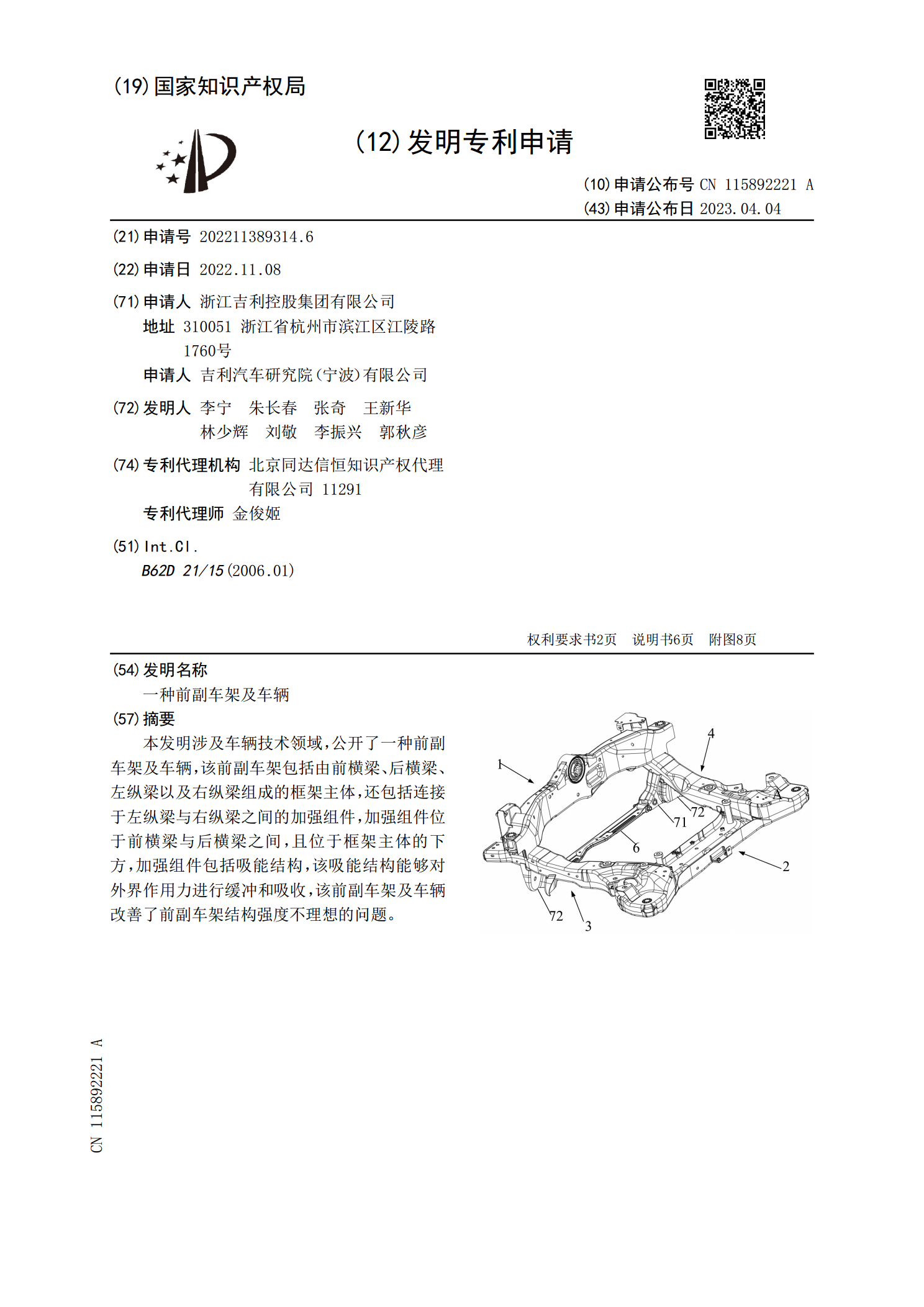
本发明涉及车辆技术领域,公开了一种前副车架及车辆,该前副车架包括由前横梁、后横梁、左纵梁以及右纵梁组成的框架主体,还包括连接于左纵梁与右纵梁之间的加强组件,加强组件位于前横梁与后横梁之间,且位于框架主体的下方,加强组件包括吸能结构,该吸能结构能够对外界作用力进行缓冲和吸收,该前副车架及车辆改善了前副车架结构强度不理想的问题。
一种汽车副车架转运吊具.pdf
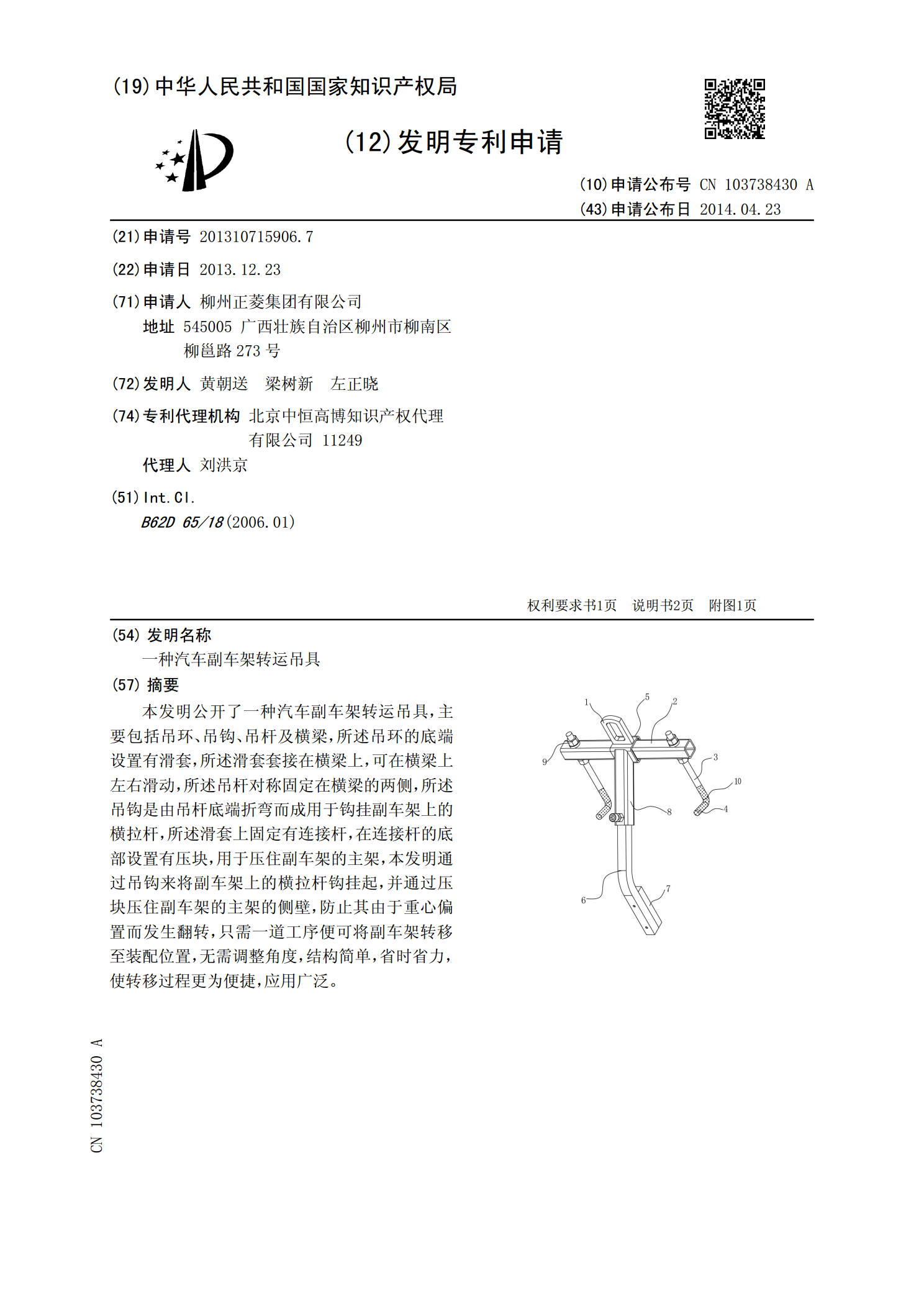
本发明公开了一种汽车副车架转运吊具,主要包括吊环、吊钩、吊杆及横梁,所述吊环的底端设置有滑套,所述滑套套接在横梁上,可在横梁上左右滑动,所述吊杆对称固定在横梁的两侧,所述吊钩是由吊杆底端折弯而成用于钩挂副车架上的横拉杆,所述滑套上固定有连接杆,在连接杆的底部设置有压块,用于压住副车架的主架,本发明通过吊钩来将副车架上的横拉杆钩挂起,并通过压块压住副车架的主架的侧壁,防止其由于重心偏置而发生翻转,只需一道工序便可将副车架转移至装配位置,无需调整角度,结构简单,省时省力,使转移过程更为便捷,应用广泛。