
汽车焊接方法.docx

元容****少女


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车焊接方法.docx
汽车焊接方法汽车焊接方法导语:汽车焊接方法,相关人员应当掌握。下面是小编整理的汽车焊接方法,供各位阅读和借鉴。点焊1、定义:点焊属于电阻焊的一部分,电阻焊是将被焊金属工件压紧于两个电极之间,并通以电流,利用电流经过工件接触面及临近区域产生的电阻热,将其局部加热到熔化成塑性状态,使之形成金属结合的一种连接方式。点焊主要用于金属板材搭接而接头处无需气密或液密的场合,是一种高速、经济的连接方法。这种方法广泛用于汽车壳体、配件、家具等低碳钢产品的焊接。2、优点:1)熔核形成时始终被塑性环包围,熔化金属与空气隔绝,
汽车踏杠焊接方法.pdf
本发明涉及一种焊接方法,尤其是汽车踏杠焊接方法。汽车踏杠焊接方法,包括以下步骤,该方法先将铝合金端头、铝合金杠体装入回流焊炉中加热,依次将铝合金端头、铝合金杠体依次在回流焊炉的升温区、保温区、焊接区和冷却区进行处理,在保温区对铝合金端头、铝合金杠体还进行超声波振荡,然后再进如焊接区进行焊接。本发明提供的汽车踏杠焊接方法,在焊锡容易产生气泡并形成空洞的回流区加入超声波使待焊工件振荡,消除焊锡内的大部分气泡,有效地减小焊接处形成焊接空洞的机率,并可对焊锡表面进行清洗,使焊接空洞率得到有效控制并且焊接性能也得
汽车制造中的焊接方法.pdf
汽车制造中的焊接方法汽车制造中的焊接方法常用的焊接方法及其优缺点点焊属于电阻焊的一部分,将被焊金属工件压紧于两个电极之间,并通以电流,利用电流经过工件接触面及临近区域产生的电阻热,将其局部加热到熔化成塑性状态,使之形成金属结合的一种连接方式。点焊是一种高速、经济的连接方法。它适于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件,点焊要求金属要有较好的塑性。这种方法广泛用于汽车壳体、配件、家具等低碳钢产品的焊接。优点:熔核形成时始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单。加热时
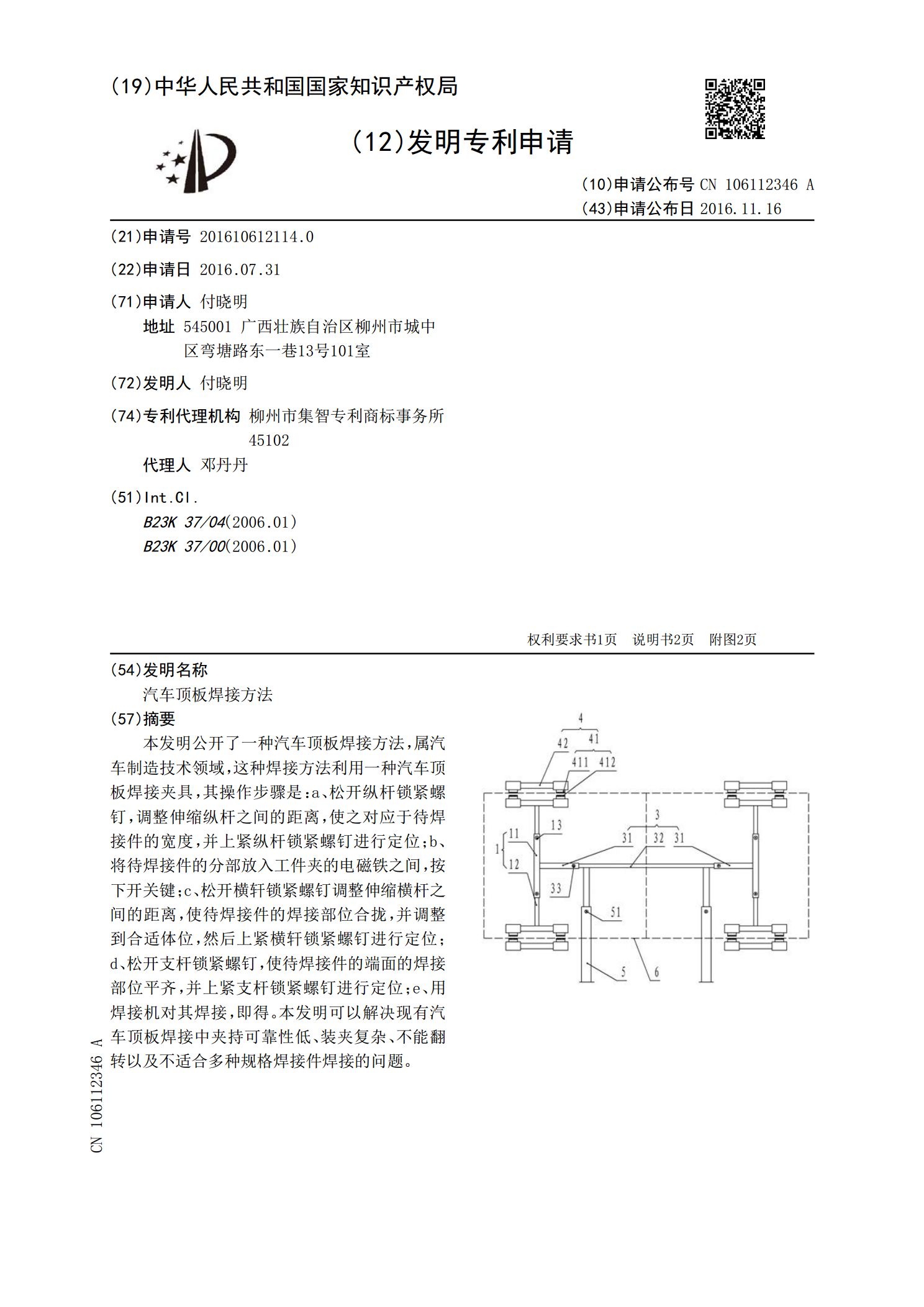
汽车顶板焊接方法.pdf
本发明公开了一种汽车顶板焊接方法,属汽车制造技术领域,这种焊接方法利用一种汽车顶板焊接夹具,其操作步骤是:a、松开纵杆锁紧螺钉,调整伸缩纵杆之间的距离,使之对应于待焊接件的宽度,并上紧纵杆锁紧螺钉进行定位;b、将待焊接件的分部放入工件夹的电磁铁之间,按下开关键;c、松开横轩锁紧螺钉调整伸缩横杆之间的距离,使待焊接件的焊接部位合拢,并调整到合适体位,然后上紧横轩锁紧螺钉进行定位;d、松开支杆锁紧螺钉,使待焊接件的端面的焊接部位平齐,并上紧支杆锁紧螺钉进行定位;e、用焊接机对其焊接,即得。本发明可以解决现有汽
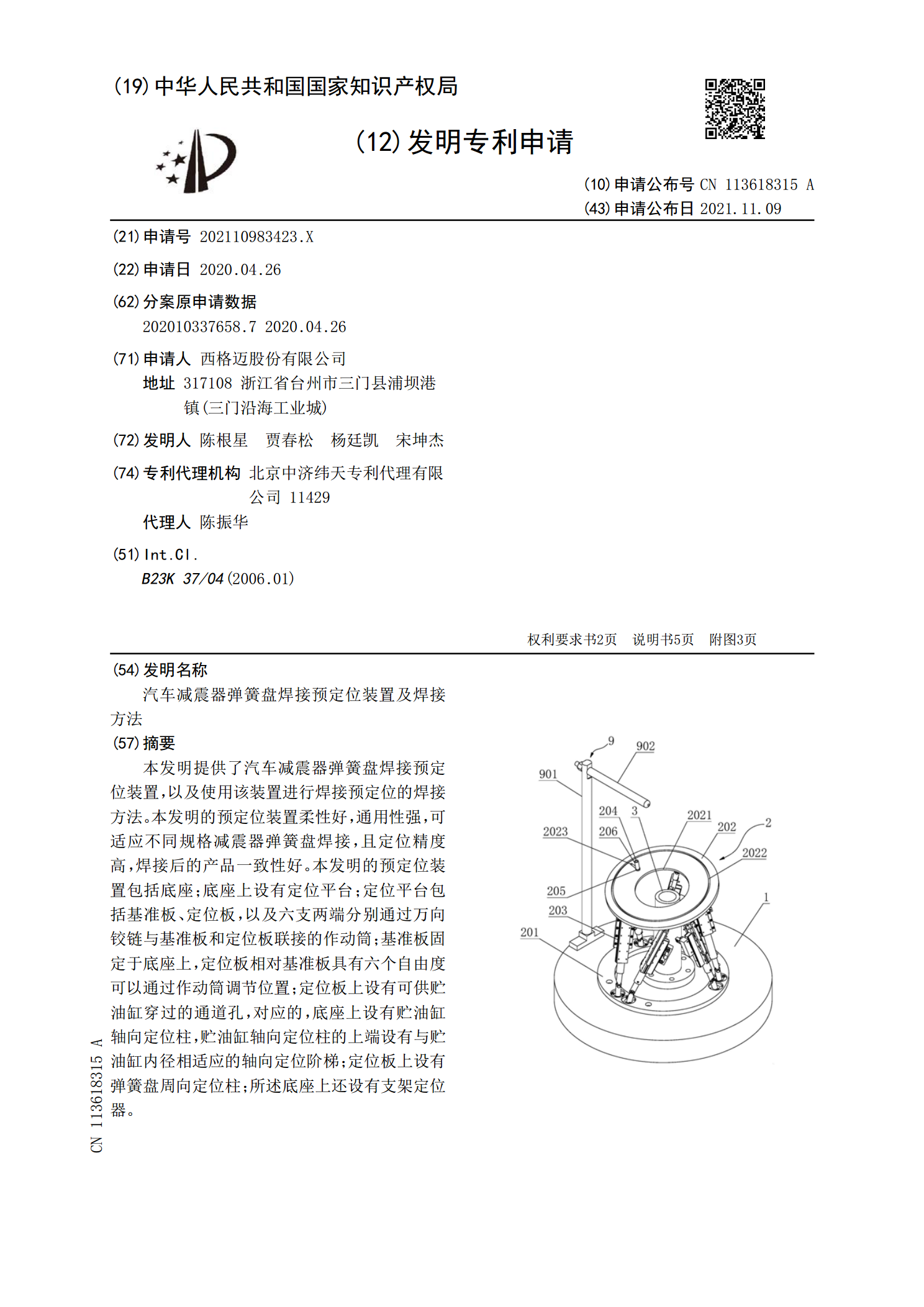
汽车减震器弹簧盘焊接预定位装置及焊接方法.pdf
本发明提供了汽车减震器弹簧盘焊接预定位装置,以及使用该装置进行焊接预定位的焊接方法。本发明的预定位装置柔性好,通用性强,可适应不同规格减震器弹簧盘焊接,且定位精度高,焊接后的产品一致性好。本发明的预定位装置包括底座;底座上设有定位平台;定位平台包括基准板、定位板,以及六支两端分别通过万向铰链与基准板和定位板联接的作动筒;基准板固定于底座上,定位板相对基准板具有六个自由度可以通过作动筒调节位置;定位板上设有可供贮油缸穿过的通道孔,对应的,底座上设有贮油缸轴向定位柱,贮油缸轴向定位柱的上端设有与贮油缸内径相适