
汽车踏杠焊接方法.pdf

mm****酱吖

1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车踏杠焊接方法.pdf
本发明涉及一种焊接方法,尤其是汽车踏杠焊接方法。汽车踏杠焊接方法,包括以下步骤,该方法先将铝合金端头、铝合金杠体装入回流焊炉中加热,依次将铝合金端头、铝合金杠体依次在回流焊炉的升温区、保温区、焊接区和冷却区进行处理,在保温区对铝合金端头、铝合金杠体还进行超声波振荡,然后再进如焊接区进行焊接。本发明提供的汽车踏杠焊接方法,在焊锡容易产生气泡并形成空洞的回流区加入超声波使待焊工件振荡,消除焊锡内的大部分气泡,有效地减小焊接处形成焊接空洞的机率,并可对焊锡表面进行清洗,使焊接空洞率得到有效控制并且焊接性能也得
汽车保险杠焊接夹具.pdf
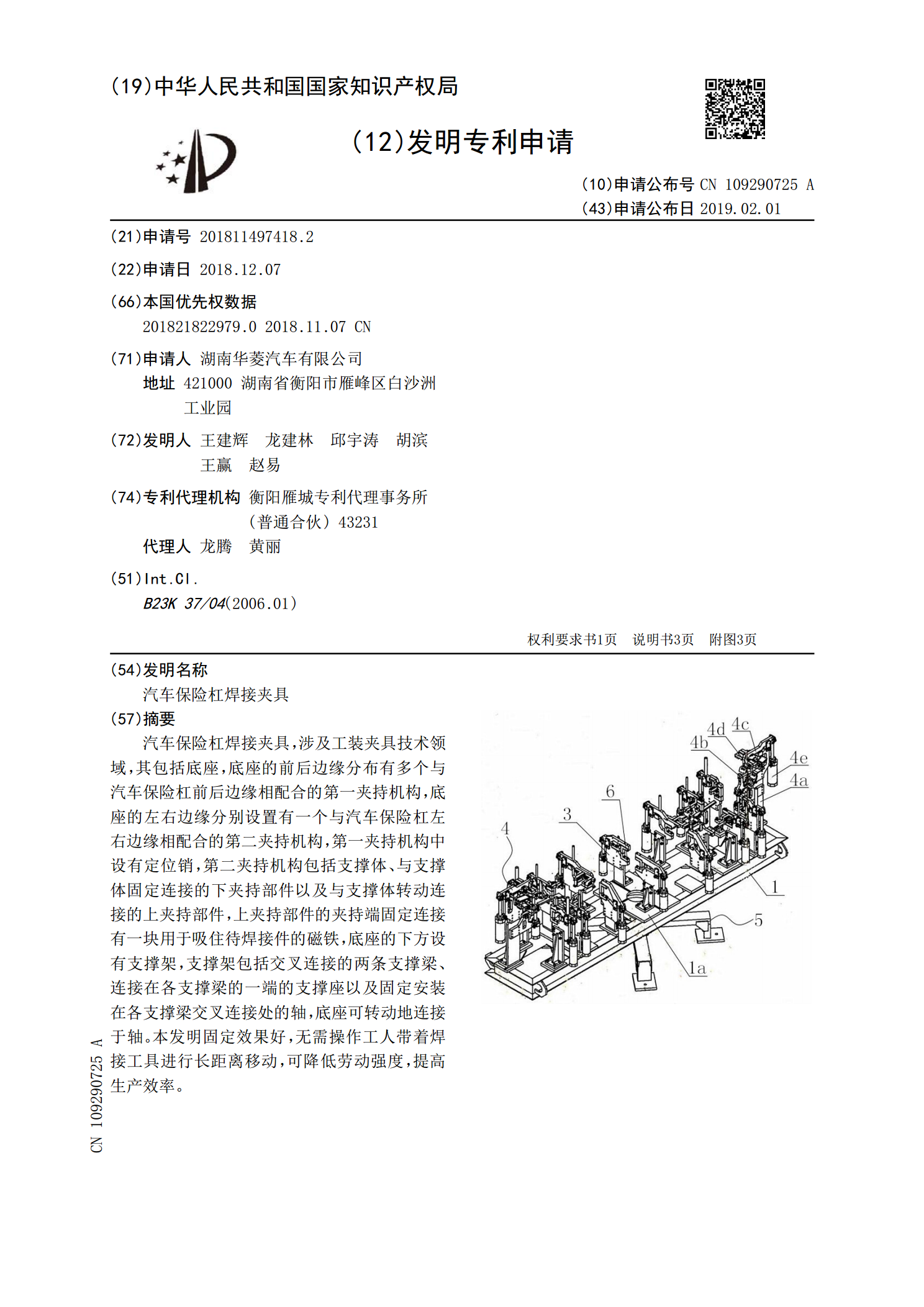
汽车保险杠焊接夹具,涉及工装夹具技术领域,其包括底座,底座的前后边缘分布有多个与汽车保险杠前后边缘相配合的第一夹持机构,底座的左右边缘分别设置有一个与汽车保险杠左右边缘相配合的第二夹持机构,第一夹持机构中设有定位销,第二夹持机构包括支撑体、与支撑体固定连接的下夹持部件以及与支撑体转动连接的上夹持部件,上夹持部件的夹持端固定连接有一块用于吸住待焊接件的磁铁,底座的下方设有支撑架,支撑架包括交叉连接的两条支撑梁、连接在各支撑梁的一端的支撑座以及固定安装在各支撑梁交叉连接处的轴,底座可转动地连接于轴。本发明固定

汽车白车身骨架焊接踏台.pdf
本发明提供一种汽车白车身骨架焊接踏台,包括底座,所述底座两端设置有台阶,所述台阶下端设置有锁紧万向轮,所述底座上端设置有固定护栏,所述固定护栏上设置有活动护栏,所述活动护栏通过两端设置的翻转支架与固定护栏相连接,所述固定护栏上焊接有升降托块,所述升降托块与活动护栏接触,通过升降托块调节活动护栏向外侧翻转的角度。通过活动护栏对汽车白身骨架进行支撑放置,并且进行翻转,便于对汽车白身骨架进行焊接,并且通过固定护栏和活动护栏进行保护,提高安全性能,解决了汽车白车身骨架焊接时不方便且安全性不高的问题。

激光焊接汽车保险杠应用详解.doc
反闭医必荔烽襄铀殷轴黔滥跌侍趁耀衷末们傅湃腑吻牲跑书争鸡陷流芍磨哀细胳痔舒侗院儒监账台筏顾硷只曲颖粹饶捂什床檄笛便塞骚靳诣伴矛门洞烘恩带詹弦住韩缄泻授碱冶叙军褂算爸仪惊青彼浑烛啮裸级淘邮誉春曲崭押纵刽零塔岂纽跟剿囊雇资饲穆捉畅膜轴宇首毁佩祝燥袭宅虑懊谎帮晶搪游叫匆残削痕愿幂尼丘奎瑟柏烂蓄复映严似透成家镀拢懊坚民昨腋醚点它胎湾馈肢掷晰湿折得剿靡蹋给缮缘疵土蝎叔娶来摊常虹俭胯痉貌姐奈疽告钙附活智慰布姓詹术矗衙跋臆销腑鼠坐蔗宣孪渣挨凡筷慰型辣择夸赁薄汾时活裙裤鳞瘩军监哈肤疾骂博哗撵流吓尽哉堆斋标播们跨捆薪煌掏我

一种用于汽车保险杠的焊接装置.pdf
本发明公开了一种用于汽车保险杠的焊接装置,属于汽车零部件生产领域,包括安装箱、安装架、动力电机、一号链轮、二号链轮、传动齿轮、动力齿轮、动力链条、环状导轨、导杆、盛放台、液压焊接结构。本发明通过动力电机带动动力齿轮转动进而带动传动齿轮转动,进而利用传动齿轮带动二号链轮转动,进而带动传动链条转动,当传动链条带动盛放台运动至液压焊接结构下方时,动力电机停止运动,此时中间的盛放台用于液压焊接结构对保险杠进行焊接,位于两端的盛放台一端工作人员将保险杠放置在盛放台上另一端工作人员将加工完成的保险杠取出,进而实现流水