
一种锻造用毛坯对中装置.pdf

一条****杉淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种锻造用毛坯对中装置.pdf
本发明涉及一种对中装置,尤其涉及一种锻造用毛坯对中装置。本发明要解决的技术问题是提供一种对中比较准确、对中效果佳、操作简单、能够合理对中的锻造用毛坯对中装置。为了解决上述技术问题,本发明提供了这样一种锻造用毛坯对中装置,包括有底板、左侧板、右侧板、固定杆、顶板、第一滑轨、第一支杆、第二支杆、第一电机、第一齿轮、第二齿轮等;底板顶部左右两侧分别设有左侧板和右侧板,左侧板顶部右侧和右侧板顶部左侧均设有固定杆,底板正上方设有顶板,顶板底部设有N型杆,N型杆底部开有两个导孔。本发明利用齿轮和齿条相互配合,将毛坯板

一种用于小型毛坯件的多工位锻造装置.pdf
本发明涉及一种用于小型毛坯件的多工位锻造装置,包括承载架,承载架上均布有工位槽,承载架固装有固定架,固定铰接有横架,横架上开有腰形滑槽,承载架上端安装有行程液压缸,行程液压缸固连有转接杆,横架固装有锻造锤;工位槽内均设有滑槽,滑槽内滑动安装有夹持板,夹持板铰接连有传动连杆,传动连杆铰接有铰接座,铰接座焊接连有转接齿条,转接齿条啮合有行星齿轮,行星齿轮下方具有副齿轮,副齿轮啮合有中心齿轮,承载架旋转安装有与中心轴,中心轴连接有传动齿轮,传动齿轮啮合有驱动齿条,驱动齿条连接有夹紧气缸。本发明能够对多工位槽内的

一种离心机用冷型毛坯锻造方法.pdf
本发明公开了一种离心机用冷型毛坯锻造方法,属于锻造技术领域,所述冷型毛坯采用锻造方法制备,具体步骤如下:A、预处理:将冶炼制得的钢锭切除冒口下料,然后在加热炉内加热至一定温度;B、镦粗和冲孔:将切除冒口下料的钢锭立料镦粗,镦粗比大于2.0,镦粗后采用冲头冲孔,得到冲孔坯料;C、扩孔和拔长:将冲孔坯料返回加热炉加热,温度提高40~50℃,进行扩孔和芯轴拔长,得到拔长坯料;D、锻造凹档:将拔长坯料通过锤头锻造出凹档,得到冷型毛坯,本发明制得的冷型毛坯组织更致密、均匀,使产品获得一定的强度和抗疲劳性能,满足质量

一种割草机用曲柄毛坯锻造工艺.pdf
本发明公开了一种割草机用曲柄毛坯锻造工艺,其特征在于,包括以下步骤:S1,下料:将毛坯切断为φ20X67的棒料;S2,去毛刺、除杂:通过履带将棒料送入喷丸机内,喷丸15‑20分钟,直至坯料的毛刺、氧化皮抛净;S3,加热:将毛坯棒料送入中频炉加热至1000±50℃,推进频率为8s‑10s/件;S4,锻造:弯曲、预锻、精锻、冲切,锻造温度控制在730℃~1040℃;S5,热处理:对锻件做正火处理;S6,去氧化皮:通过履带将冷却后的棒料送入喷丸机内,喷丸20‑25分钟,直至坯料的毛刺、氧化皮抛净,其技术方案要点
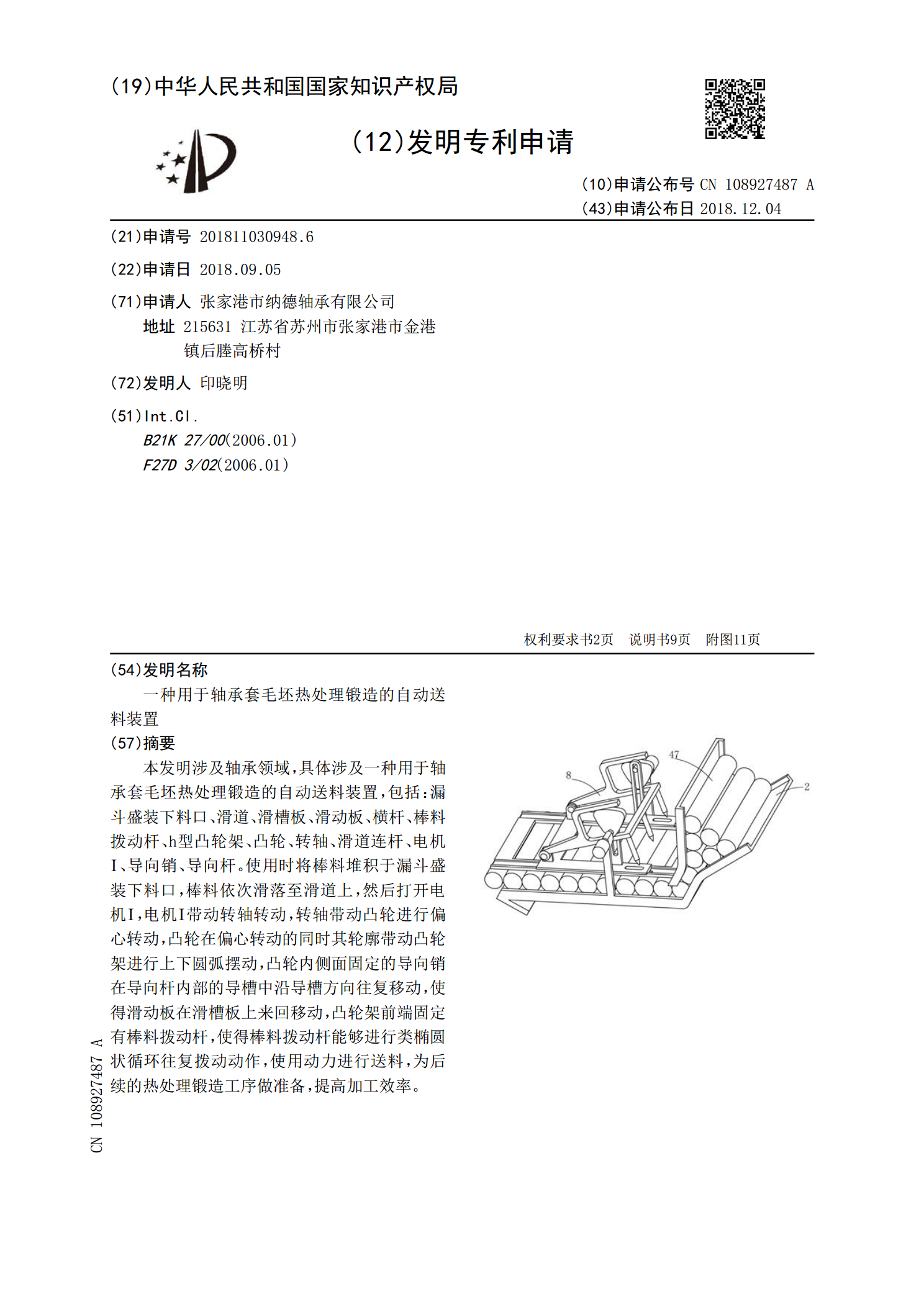
一种用于轴承套毛坯热处理锻造的自动送料装置.pdf
本发明涉及轴承领域,具体涉及一种用于轴承套毛坯热处理锻造的自动送料装置,包括:漏斗盛装下料口、滑道、滑槽板、滑动板、横杆、棒料拨动杆、h型凸轮架、凸轮、转轴、滑道连杆、电机Ⅰ、导向销、导向杆。使用时将棒料堆积于漏斗盛装下料口,棒料依次滑落至滑道上,然后打开电机Ⅰ,电机Ⅰ带动转轴转动,转轴带动凸轮进行偏心转动,凸轮在偏心转动的同时其轮廓带动凸轮架进行上下圆弧摆动,凸轮内侧面固定的导向销在导向杆内部的导槽中沿导槽方向往复移动,使得滑动板在滑槽板上来回移动,凸轮架前端固定有棒料拨动杆,使得棒料拨动杆能够进行类椭