
大型铸件消失模铸造方法.pdf

曦晨****22


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型铸件消失模铸造方法.pdf
本发明公开了一种大型铸件消失模铸造方法,包括如下步骤:a.制作泡沫模型;b.安装反变形托架:根据工件大小、长短制作钢构反变形托架,将反变形托架置于泡沫模型底部;c.上涂料:涂料的厚度不得少于4mm;d.烘干;将上好涂料的泡沫模型置于烘干房内恒温50度烘干;e.装芯骨:将钢构支撑架置于泡沫模型内腔以固定模型,一同放入沙箱内;f.装箱:向装好泡沫模型的沙箱均匀下沙,一边下沙一边震动沙箱,随着加入的沙量增加逐渐加大振幅,安装陶瓷管主浇道及支浇道,放置浇杯;g.浇注:浇注时先开启真空泵抽真空;h.释放负压:浇注后

大型中空箱体铸件的消失模铸造工艺研究.docx
大型中空箱体铸件的消失模铸造工艺研究一、简介随着机械工业的发展,大型中空箱体铸件被广泛应用在汽车、船舶等领域。然而,传统的砂型铸造方法受到了一些技术和经济限制,不能满足大规模生产的需要。因此,消失模铸造技术应运而生,成为一种新型的铸造工艺。消失模铸造是利用可燃模材作为型腔的铸造工艺,其特点是精度高、表面光洁度好、耗材低、无需二次加工等。本文将对大型中空箱体铸件的消失模铸造工艺进行深入研究。二、工艺流程(1)模具制作消失模铸造的模具通常采用聚苯乙烯泡沫、聚氨酯泡沫、蜡模等可燃模材,这些材料具有易于制作、成本
大型铸件的精密铸造方法.pdf
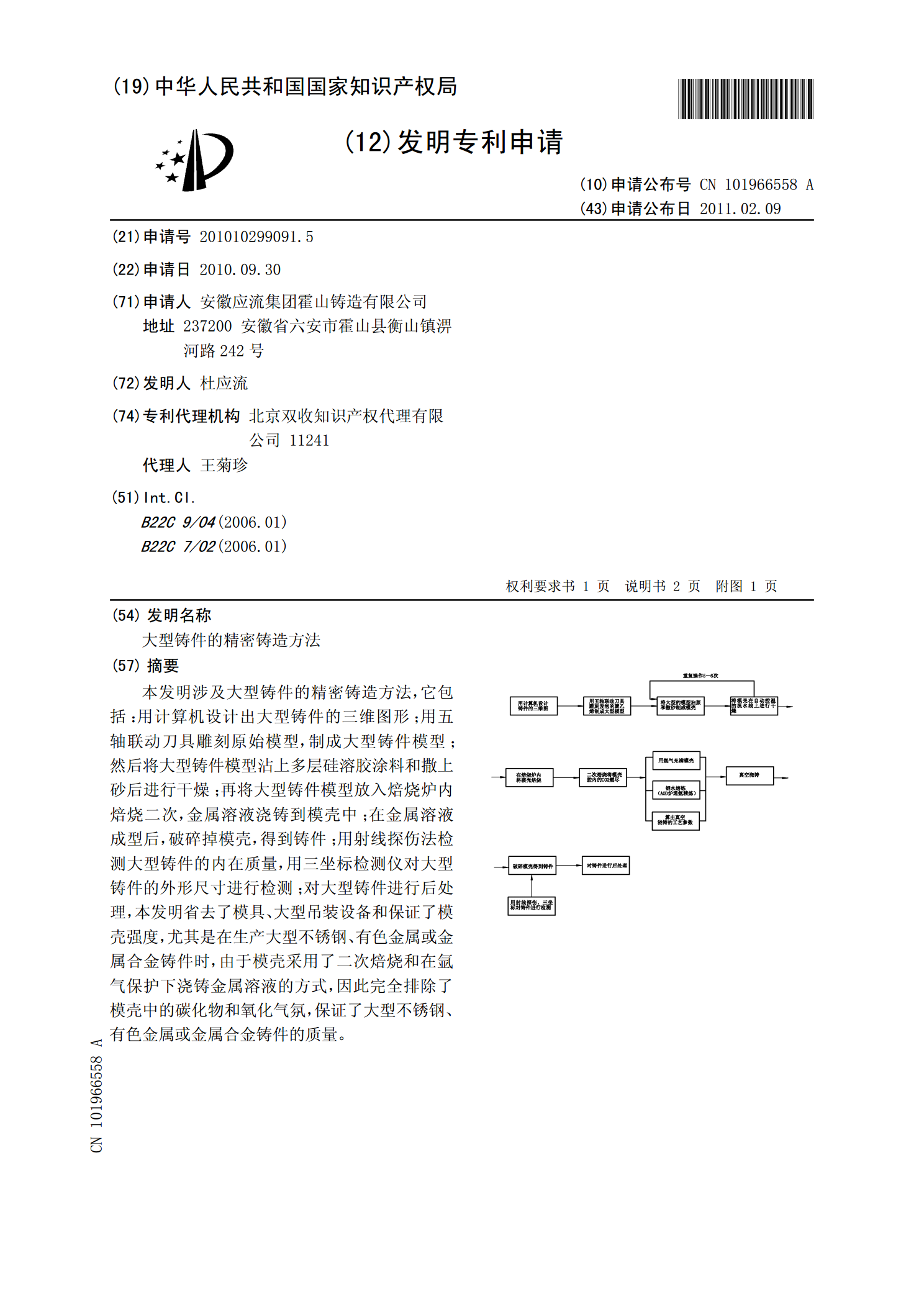
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保
一种大型风电铸件的铸造方法及由其铸造的铸件.pdf
本发明公开了一种大型风电铸件的铸造方法,其包括步骤:(a)将炉料熔炼成铁水;(b)铁水经球化处理和孕育处理后浇注充型、凝固即得铸件;步骤a中,控制铁水中元素C:3.65~3.90wt%,Si:0.8~1.2wt%,Mn:0.05~0.20wt%,P:≤0.035wt%,S:0.006~0.015wt%;步骤b中,球化处理具体为:首先向球化室加入铁水量1.00~1.20wt%的球化剂,然后在球化剂上覆盖铁水量0.4~0.7wt%的覆盖剂,最后将铁水倒入球化室进行球化孕育处理;步骤b中,孕育处理具体分三次进行
一种大型铸件的铸造方法.pdf
本发明涉及一种大型铸件的铸造方法,包括以下步骤:(1)制作上模和下模;(2)制作上砂芯和下砂芯;(3)合型后形成铸模,将铸模用砂箱套住,砂箱设置密封板;(4)将金属液转移到保温坩埚内,炉体和炉盖通过机械卡环锁紧密封;砂箱密封板设有抽气口,将砂箱和密封板锁紧;将铸模型腔抽真空,向炉体内充入压缩气体,使金属液充入铸型内;(5)浇注完成后保持上下压差一段时间,待铸件流道凝固后,炉体内泄压到常压状态,砂箱恢复到常压状态,打开砂箱密封板,取出铸模。本发明采用真空吸铸浇注方式,能减少产生气孔或缩松现象。铸模型腔内抽真