
一种大型风电铸件的铸造方法及由其铸造的铸件.pdf

明轩****la


1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型风电铸件的铸造方法及由其铸造的铸件.pdf
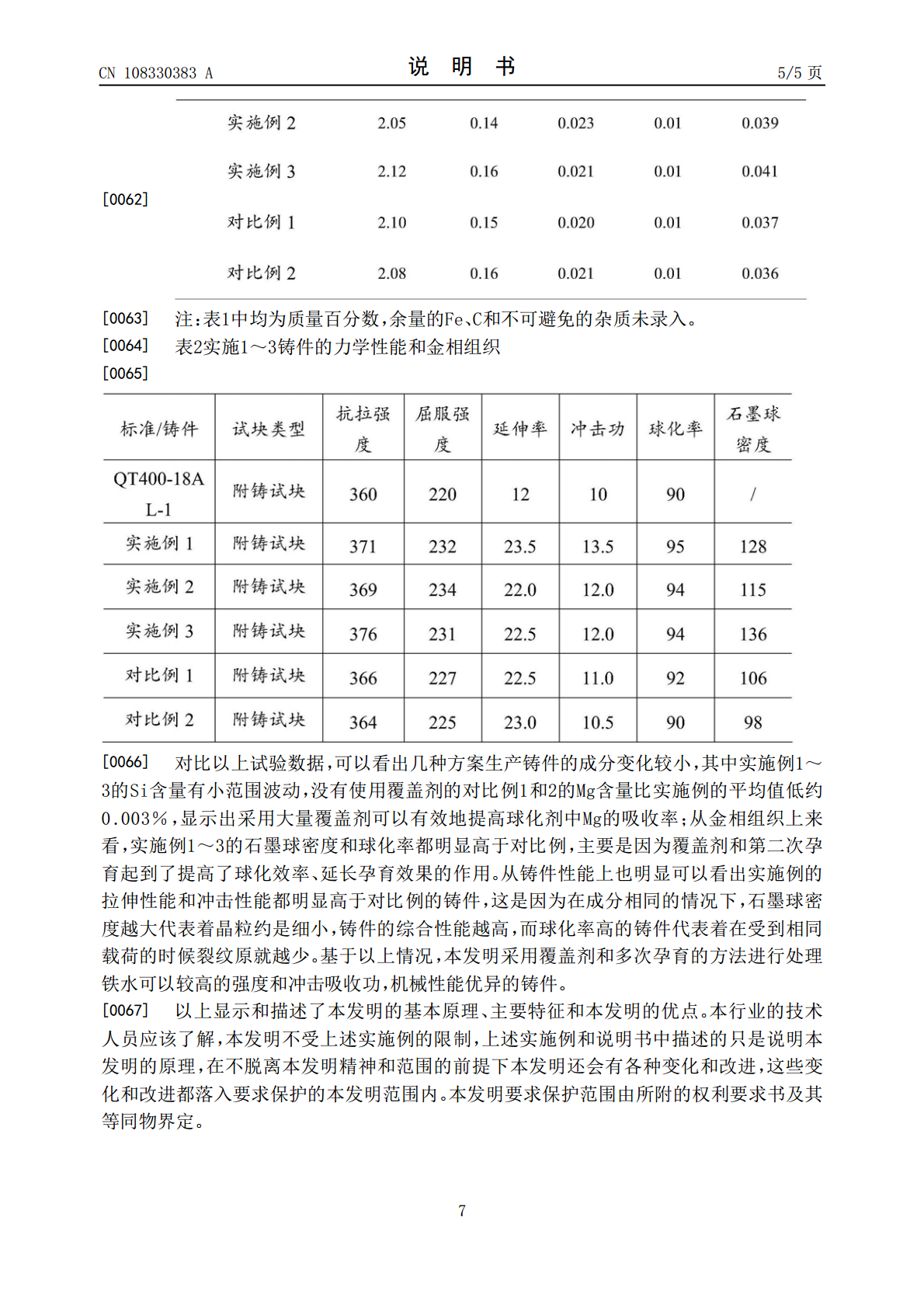
本发明公开了一种大型风电铸件的铸造方法,其包括步骤:(a)将炉料熔炼成铁水;(b)铁水经球化处理和孕育处理后浇注充型、凝固即得铸件;步骤a中,控制铁水中元素C:3.65~3.90wt%,Si:0.8~1.2wt%,Mn:0.05~0.20wt%,P:≤0.035wt%,S:0.006~0.015wt%;步骤b中,球化处理具体为:首先向球化室加入铁水量1.00~1.20wt%的球化剂,然后在球化剂上覆盖铁水量0.4~0.7wt%的覆盖剂,最后将铁水倒入球化室进行球化孕育处理;步骤b中,孕育处理具体分三次进行
一种大型铸件的铸造方法.pdf
本发明涉及一种大型铸件的铸造方法,包括以下步骤:(1)制作上模和下模;(2)制作上砂芯和下砂芯;(3)合型后形成铸模,将铸模用砂箱套住,砂箱设置密封板;(4)将金属液转移到保温坩埚内,炉体和炉盖通过机械卡环锁紧密封;砂箱密封板设有抽气口,将砂箱和密封板锁紧;将铸模型腔抽真空,向炉体内充入压缩气体,使金属液充入铸型内;(5)浇注完成后保持上下压差一段时间,待铸件流道凝固后,炉体内泄压到常压状态,砂箱恢复到常压状态,打开砂箱密封板,取出铸模。本发明采用真空吸铸浇注方式,能减少产生气孔或缩松现象。铸模型腔内抽真
风电行星架铸件的铸造方法.pdf
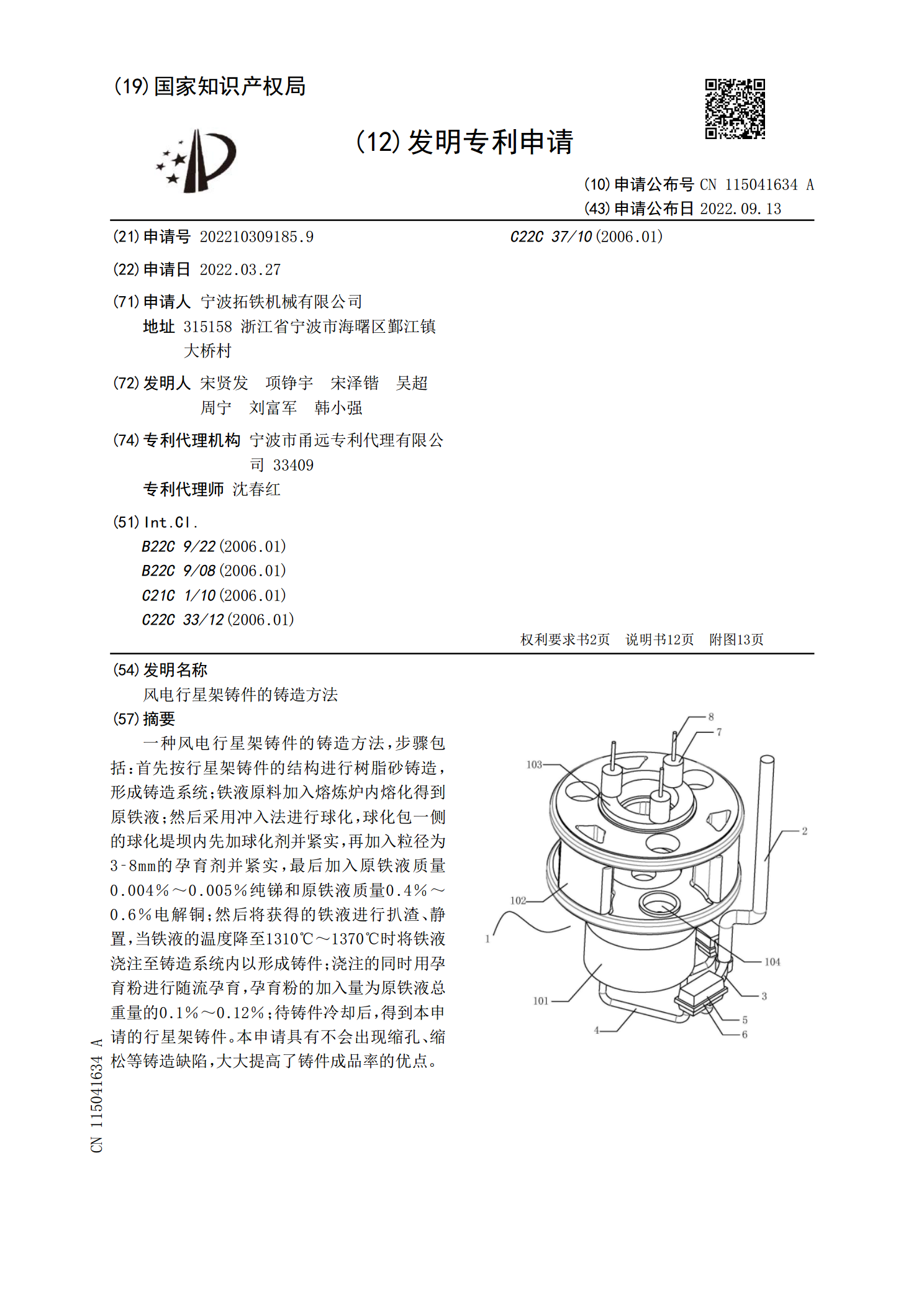
一种风电行星架铸件的铸造方法,步骤包括:首先按行星架铸件的结构进行树脂砂铸造,形成铸造系统;铁液原料加入熔炼炉内熔化得到原铁液;然后采用冲入法进行球化,球化包一侧的球化堤坝内先加球化剂并紧实,再加入粒径为3‑8mm的孕育剂并紧实,最后加入原铁液质量0.004%~0.005%纯锑和原铁液质量0.4%~0.6%电解铜;然后将获得的铁液进行扒渣、静置,当铁液的温度降至1310℃~1370℃时将铁液浇注至铸造系统内以形成铸件;浇注的同时用孕育粉进行随流孕育,孕育粉的加入量为原铁液总重量的0.1%~0.12%;待铸
一种大型铸件的铸造方法.pdf
本发明涉及一种大型铸件的铸造方法,包括以下步骤:(1)制作上模和下模;(2)制作上砂芯和下砂芯;(3)合型后形成铸模,将铸模用砂箱套住,砂箱设置密封板;(4)将金属液转移到保温坩埚内,炉体和炉盖通过机械卡环锁紧密封;砂箱密封板设有抽气口,将砂箱和密封板锁紧;将铸模型腔抽真空,向炉体内充入压缩气体,使金属液充入铸型内;(5)浇注完成后保持上下压差一段时间,待铸件流道凝固后,炉体内泄压到常压状态,砂箱恢复到常压状态,打开砂箱密封板,取出铸模。本发明采用真空吸铸浇注方式,能减少产生气孔或缩松现象。铸模型腔内抽真
大型铸件的精密铸造方法.pdf
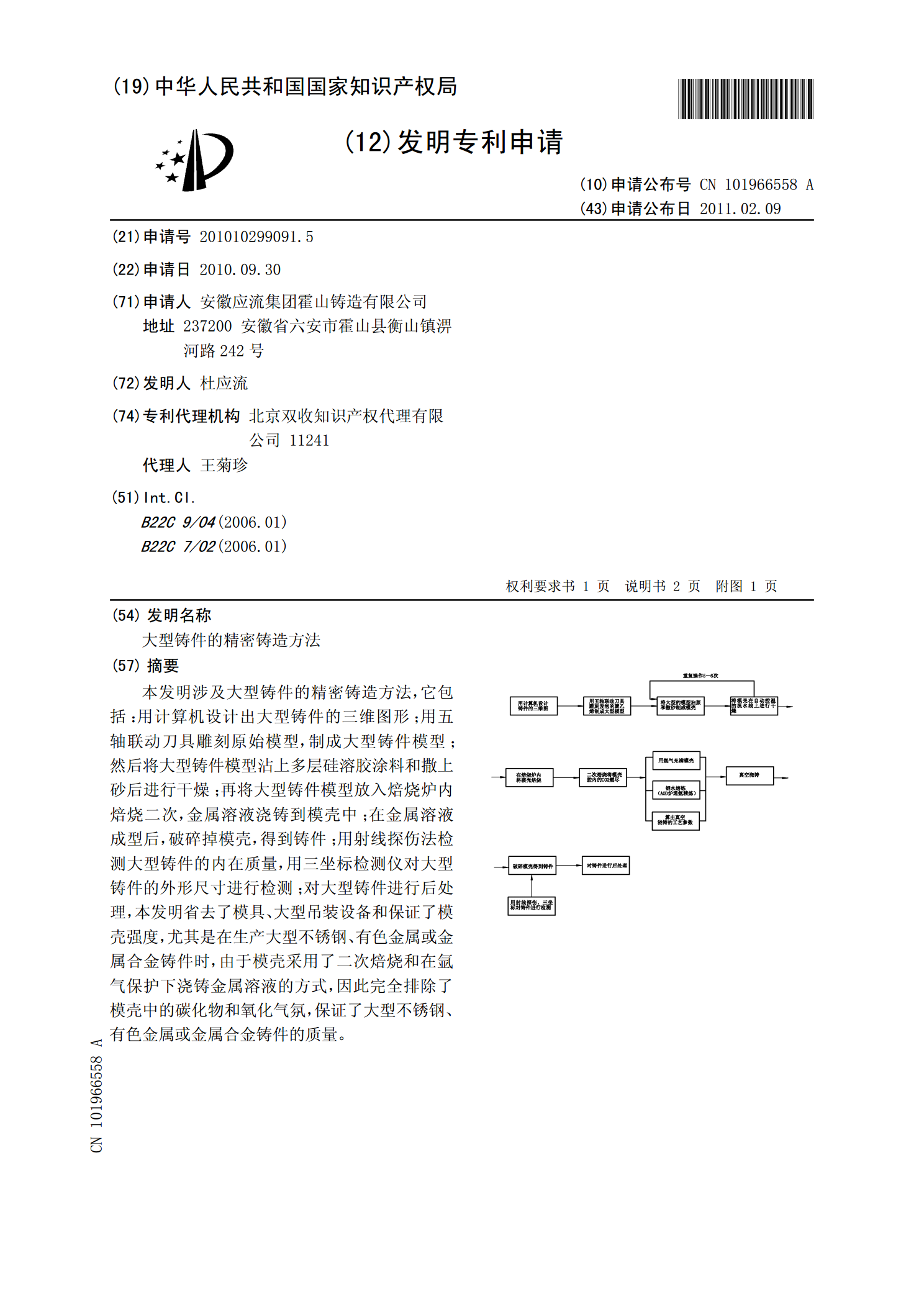
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保