
大型铸件的精密铸造方法.pdf

小忆****ng

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型铸件的精密铸造方法.pdf
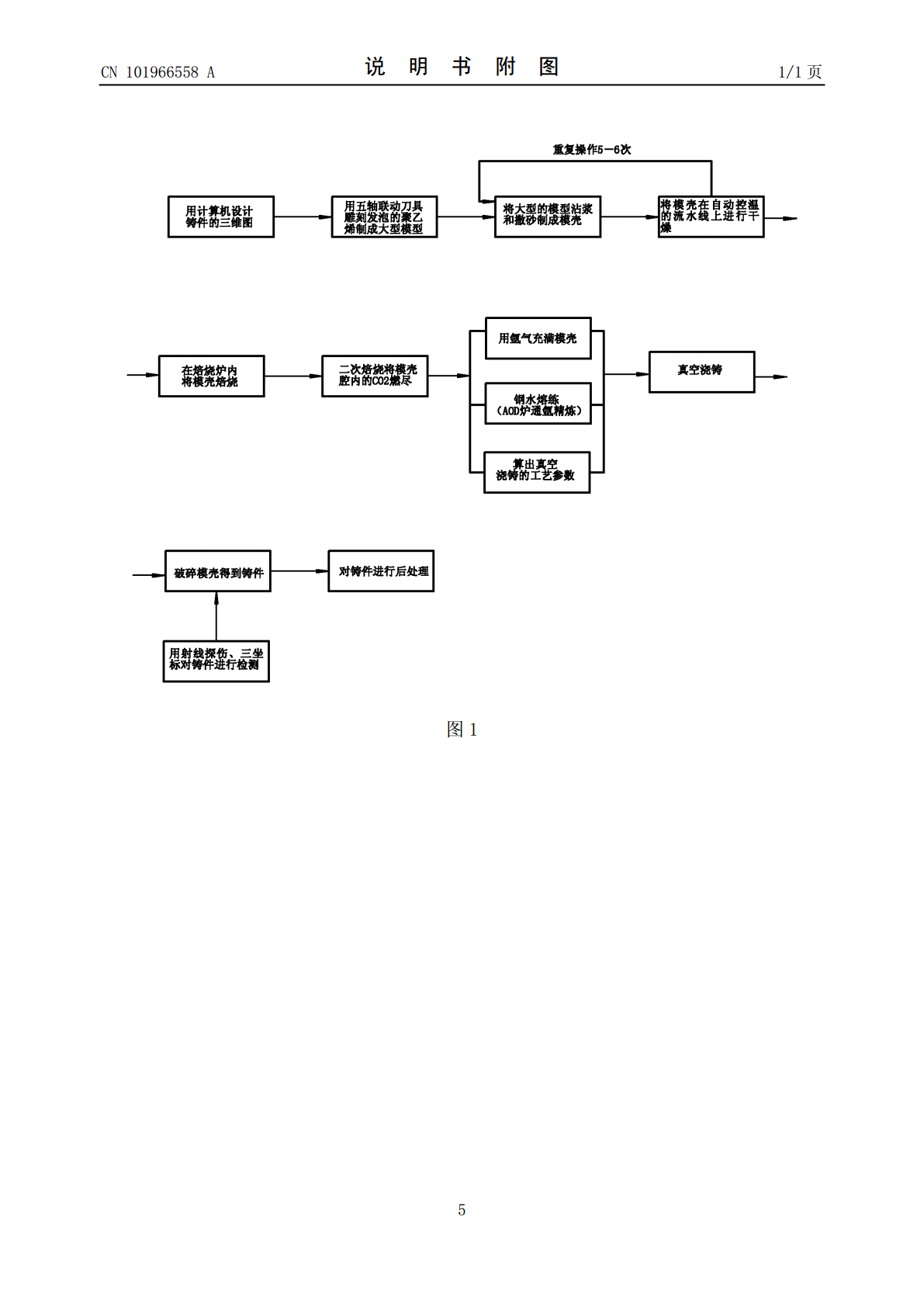
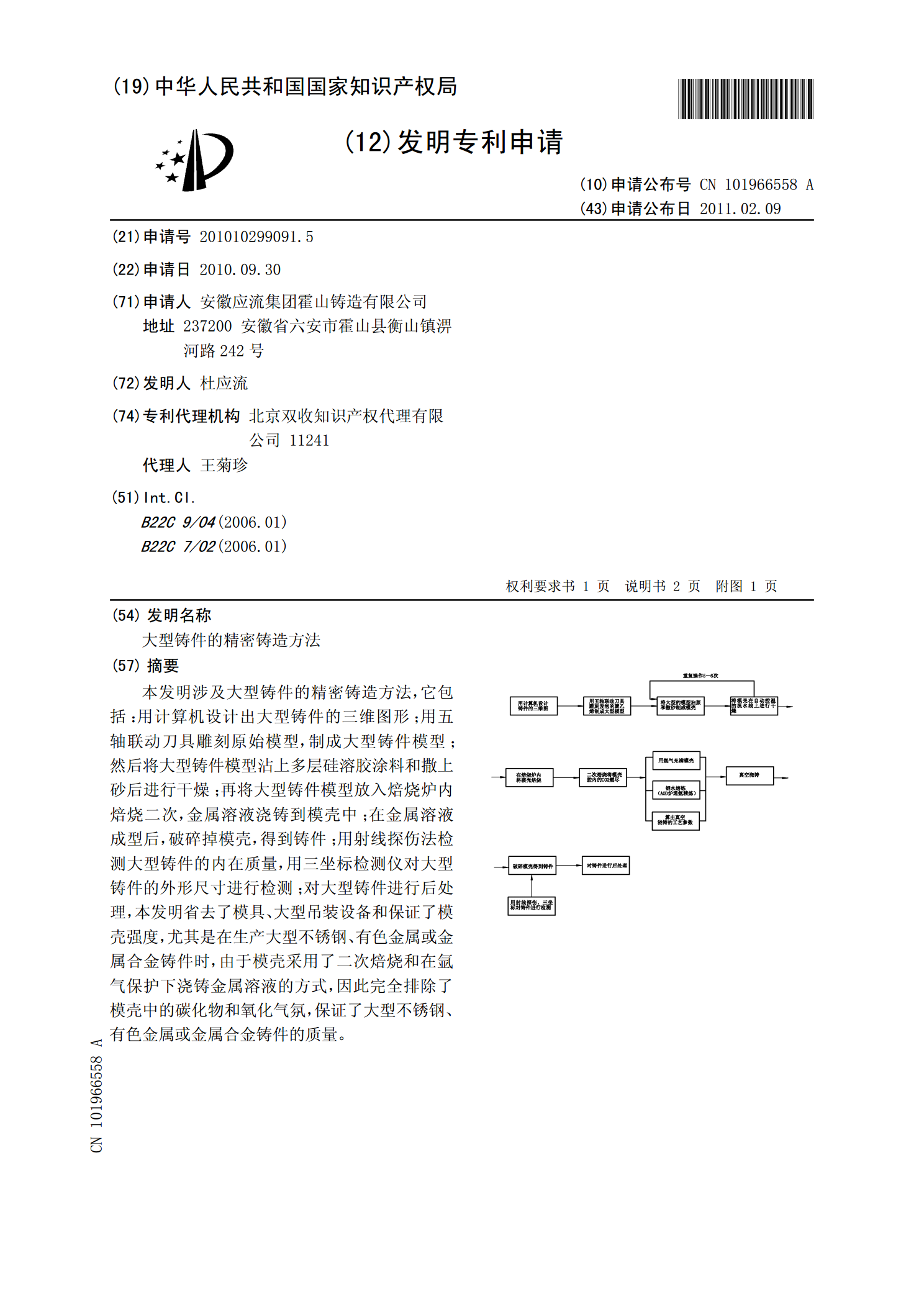
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保

一种中大型精密铸件铸造热节处理方法.pdf
本发明涉及铸造造型工艺技术领域,具体公开了一种中大型精密铸件铸造热节处理方法,次包括制模、留孔、制壳、脱模、放砂箱、加砂振实、盖模、冶炼、浇铸、起模、冷却脱壳等步骤;该方法为解决热节,薄壁中出现厚度变化较大时,厚度较大部位容易产生热节位置预设模孔,使得铸造过程中直接铸孔,有效的减少了厚度较大位置热节的产生,使得受力位置结构更加稳定,有利于维持铸件的使用寿命,并减少了铸件后期加工量,减少了加工成本。
精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用.pdf
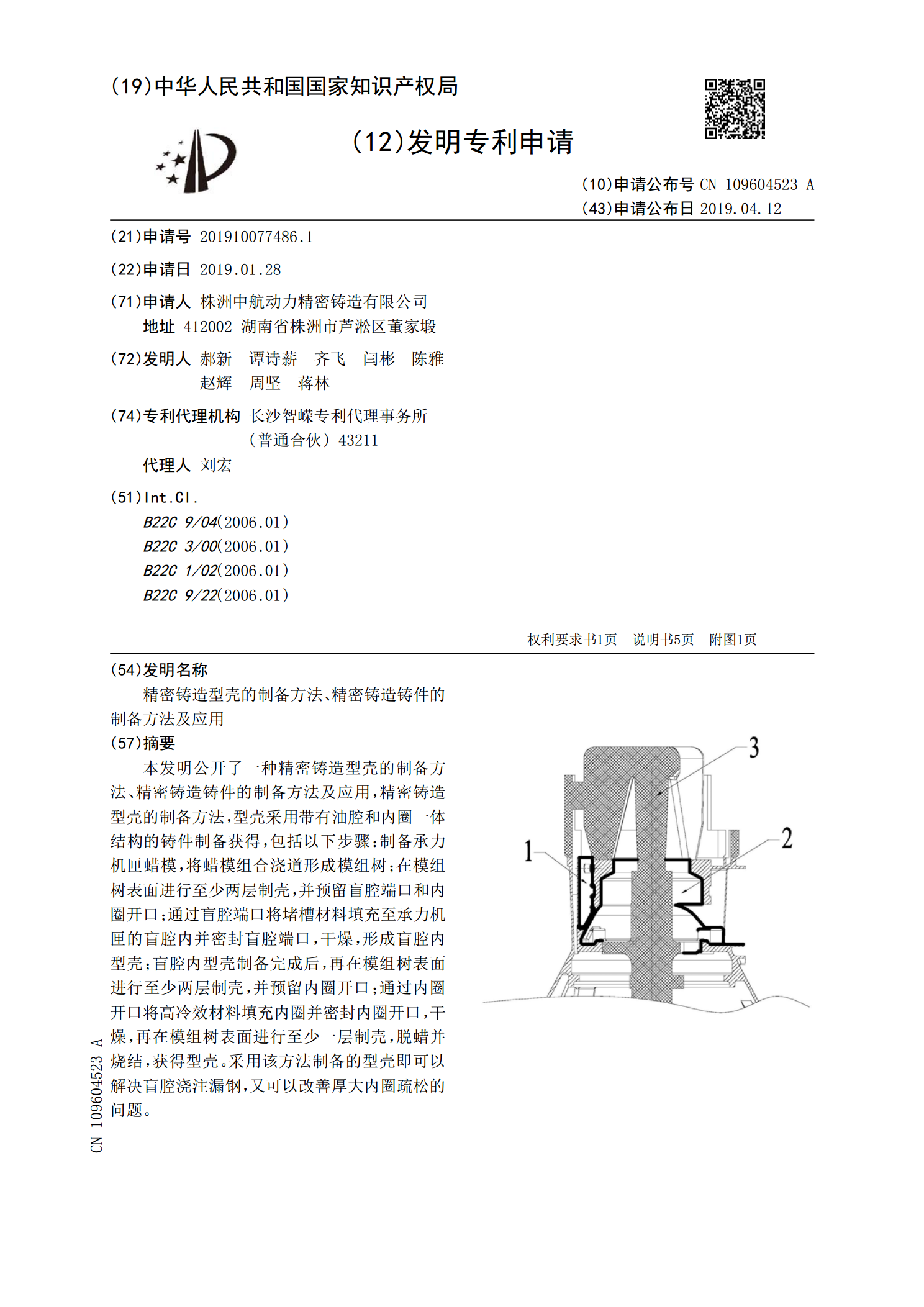
本发明公开了一种精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用,精密铸造型壳的制备方法,型壳采用带有油腔和内圈一体结构的铸件制备获得,包括以下步骤:制备承力机匣蜡模,将蜡模组合浇道形成模组树;在模组树表面进行至少两层制壳,并预留盲腔端口和内圈开口;通过盲腔端口将堵槽材料填充至承力机匣的盲腔内并密封盲腔端口,干燥,形成盲腔内型壳;盲腔内型壳制备完成后,再在模组树表面进行至少两层制壳,并预留内圈开口;通过内圈开口将高冷效材料填充内圈并密封内圈开口,干燥,再在模组树表面进行至少一层制壳,脱蜡并烧结,获得型
高温合金复杂薄壁铸件精密铸造方法.pdf
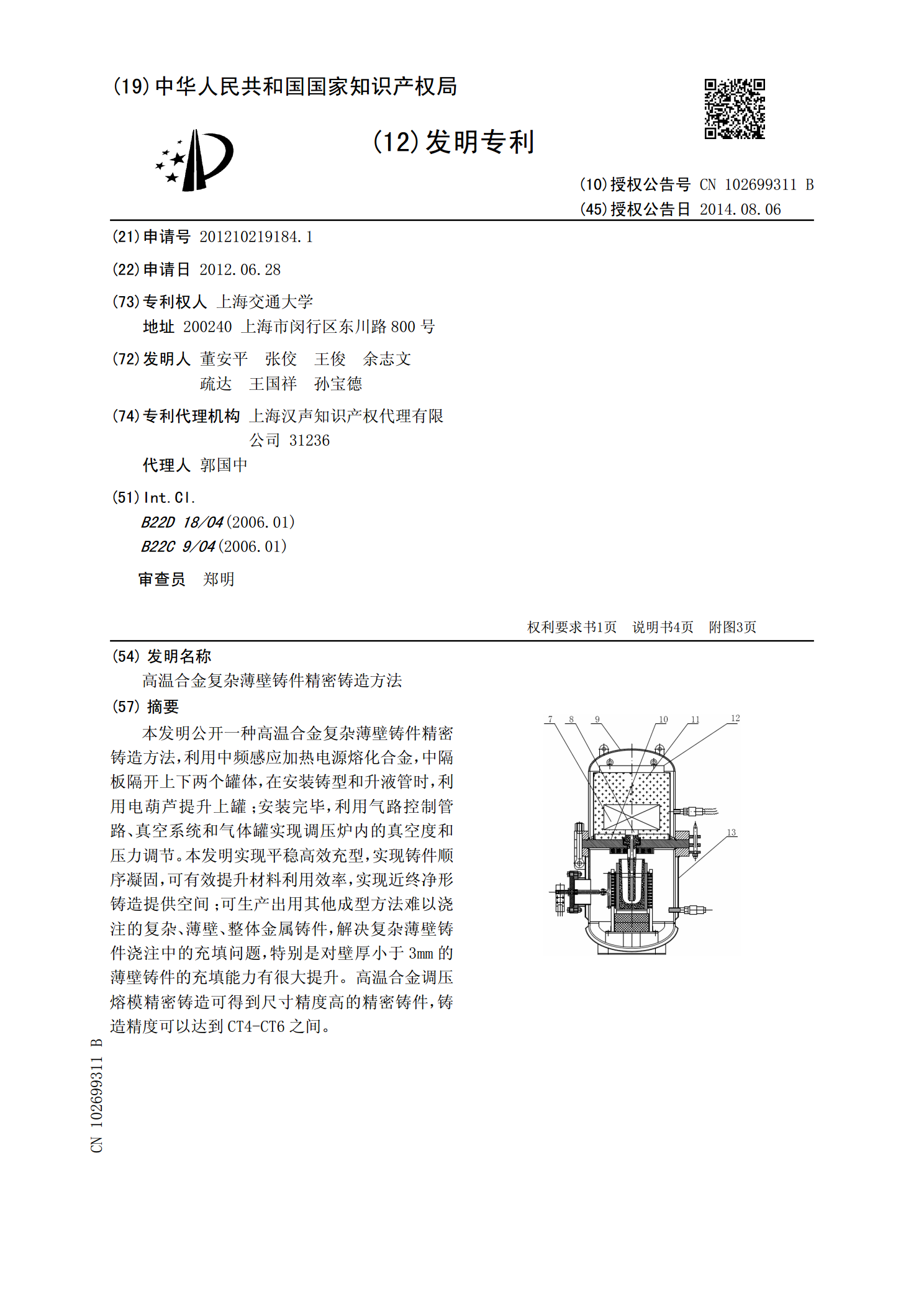
本发明公开一种高温合金复杂薄壁铸件精密铸造方法,利用中频感应加热电源熔化合金,中隔板隔开上下两个罐体,在安装铸型和升液管时,利用电葫芦提升上罐;安装完毕,利用气路控制管路、真空系统和气体罐实现调压炉内的真空度和压力调节。本发明实现平稳高效充型,实现铸件顺序凝固,可有效提升材料利用效率,实现近终净形铸造提供空间;可生产出用其他成型方法难以浇注的复杂、薄壁、整体金属铸件,解决复杂薄壁铸件浇注中的充填问题,特别是对壁厚小于3mm的薄壁铸件的充填能力有很大提升。高温合金调压熔模精密铸造可得到尺寸精度高的精密铸件,
铸件的精密铸造工艺.pdf
本发明提供一种铸件的精密铸造工艺,采用分段升温焙烧方式对步骤(四)的壳模进行焙烧,在焙烧中:首先在550度以前升温速度控制在120度/小时,其次,在550度保温1小时,然后,全速升温到1050度,且保持1050度半个小时,最后出炉冷却;本发明结合了精密铸造与砂铸工艺的各自优点,采用分段升温焙烧方式,形成高强度的壳模,达到铸造大铸件的强度要求。