
一种用于激光拼焊生产线的自动上料装置.pdf

邻家****ng

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于激光拼焊生产线的自动上料装置.pdf
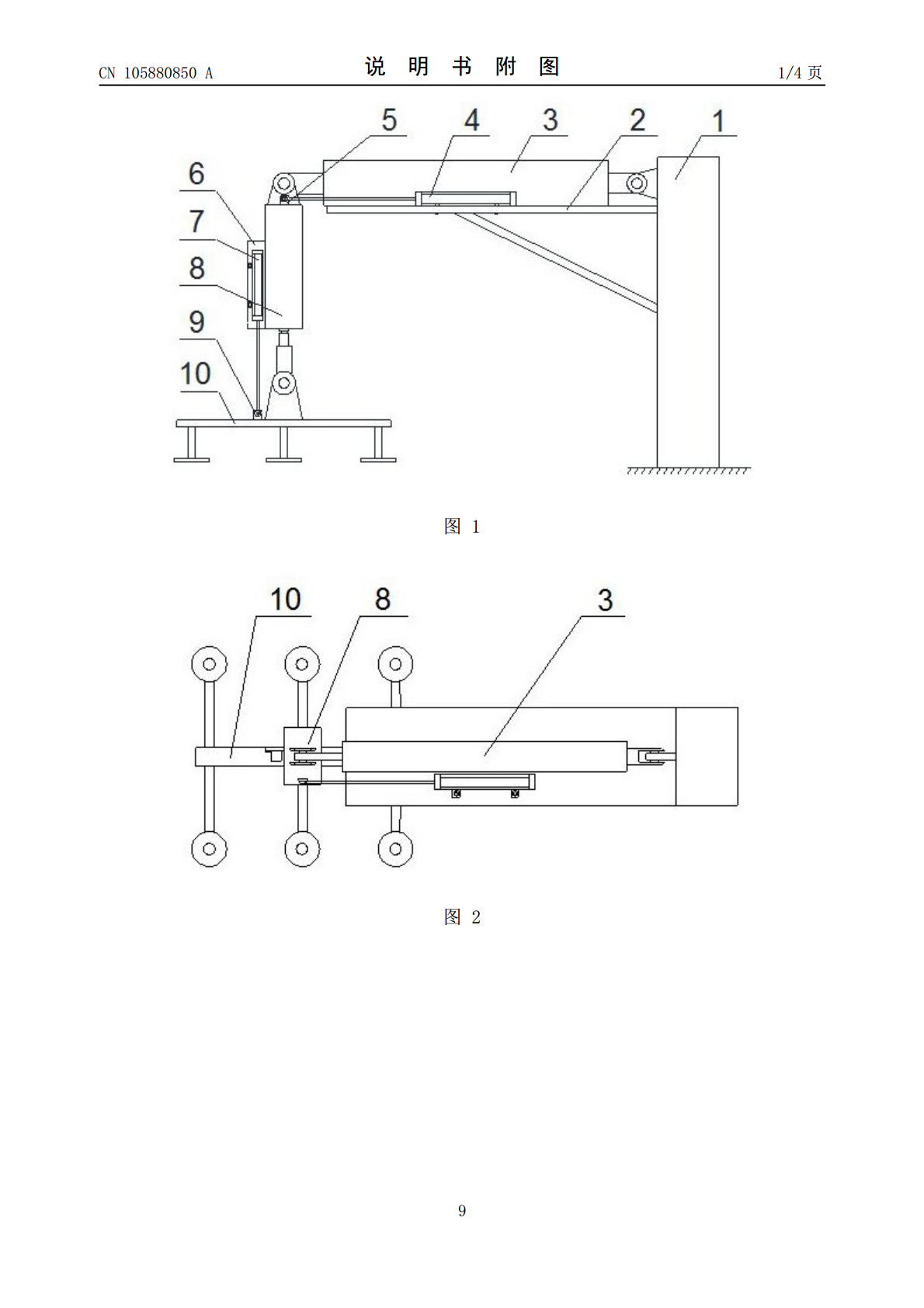
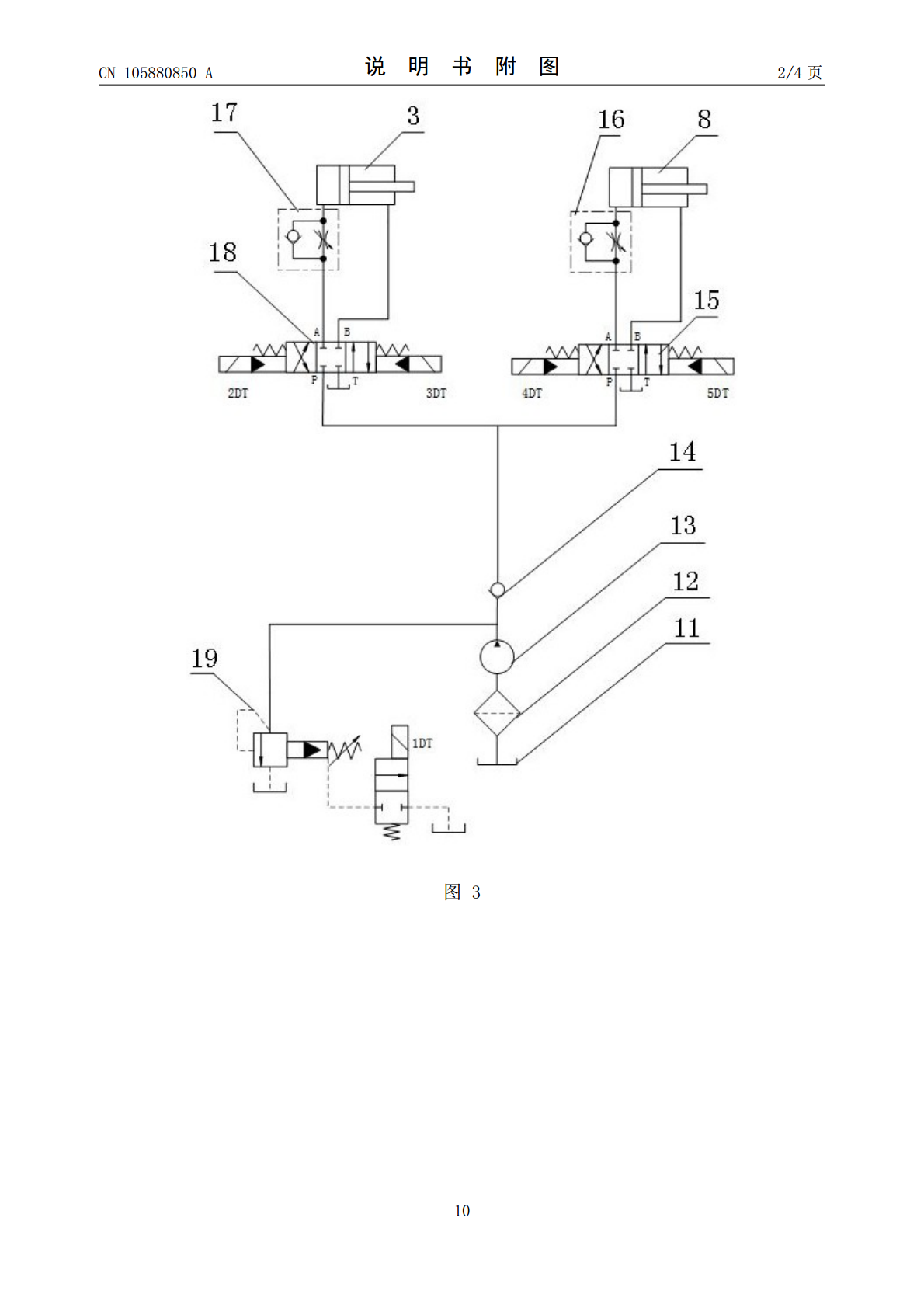
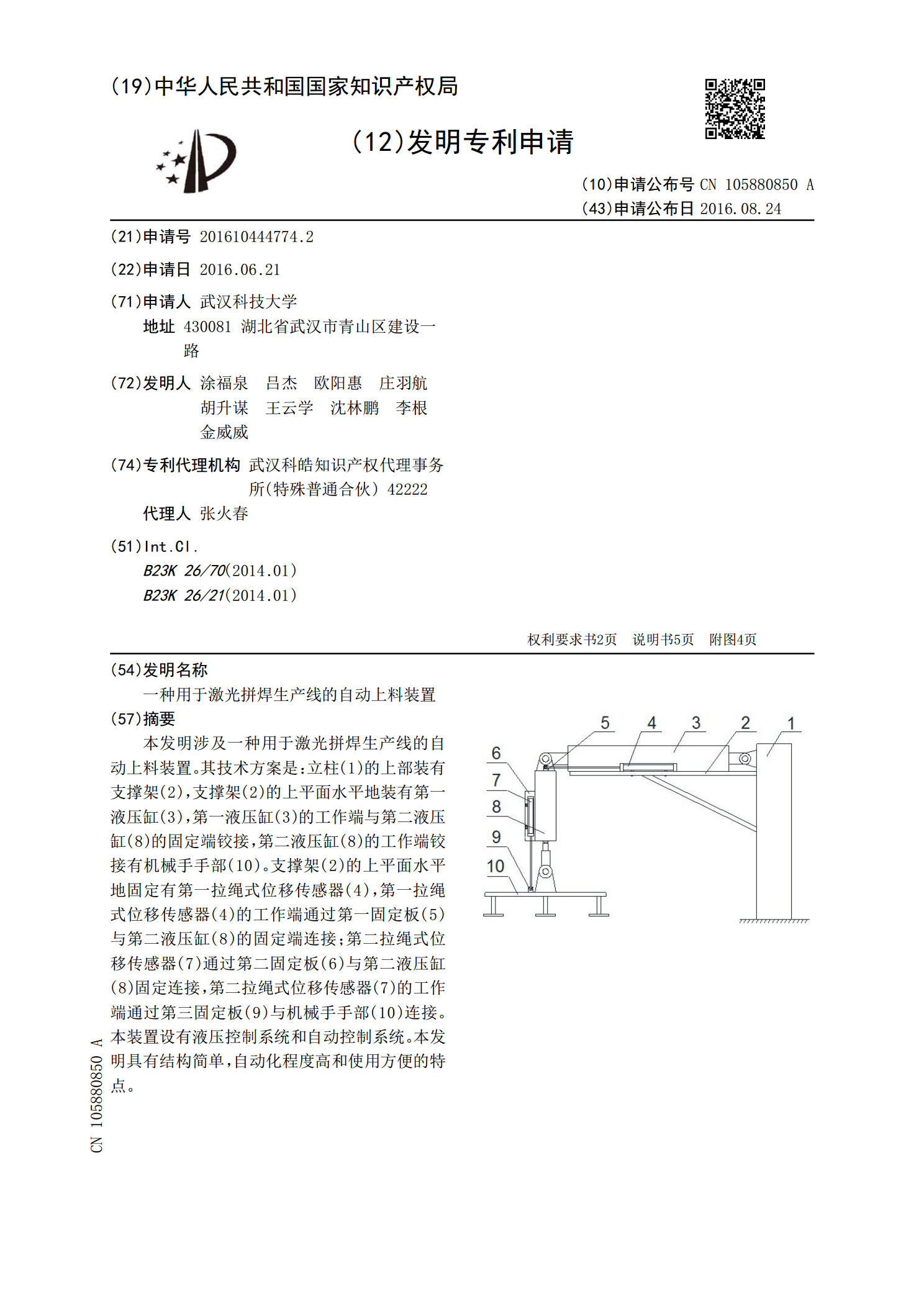
本发明涉及一种用于激光拼焊生产线的自动上料装置。其技术方案是:立柱(1)的上部装有支撑架(2),支撑架(2)的上平面水平地装有第一液压缸(3),第一液压缸(3)的工作端与第二液压缸(8)的固定端铰接,第二液压缸(8)的工作端铰接有机械手手部(10)。支撑架(2)的上平面水平地固定有第一拉绳式位移传感器(4),第一拉绳式位移传感器(4)的工作端通过第一固定板(5)与第二液压缸(8)的固定端连接;第二拉绳式位移传感器(7)通过第二固定板(6)与第二液压缸(8)固定连接,第二拉绳式位移传感器(7)的工作端通过第

一种激光拼焊旋转装置.pdf
本发明公开的一种激光拼焊旋转装置,包括激光拼焊机本体、直线滑动机构、转动机构和升降机构,直线滑动机构安装在激光拼焊机本体上,转动机构安装在直线滑动机构上,升降机构安装在转动机构上,所述直线滑动机构包括主支撑架、转台托板和电缸,转台托板支撑在主支撑架上,电缸一端与主支撑架连接,电缸另一端与转台托板连接,所述转动机构包括转台、伺服电机和旋转臂,所述转台安装在转台托板上,伺服电机安装在转台上,所述升降机构包括延长臂、吸盘支架和升降动力装置,所述延长臂与旋转臂连接,吸盘和升降动力装置安装在延长臂上。本发明功能丰富

激光拼焊焊缝控制装置.pdf
本发明涉及激光拼焊领域,尤其涉及一种激光拼焊焊缝控制装置,包括激光焊接头,其特征在于:还包括位于待拼焊工件端部中央的碾压滚轮、与碾压滚轮连接的电机或磁力部、设置于拼焊焊缝的传感器,传感器检测拼焊焊缝大小并将焊缝大小信号传递至控制器,由控制器驱动电机或磁力部动作。本发明激光焊接头在拼焊焊缝间进行拼焊,拼焊过程中焊缝变大,传感器检测到后将信号传递给控制器,控制器控制电机带动滚轮运动或者控制磁力部通磁以通过磁力促使碾压滚轮运动。进而用中央的碾压滚轮将比较厚的待拼焊工件边缘通过碾压使边缘延展,减少拼焊焊缝,提高焊

一种汽车板件激光拼焊装置.pdf
一种汽车板件激光拼焊装置,所述装置包括有拼焊腔室,拼焊腔室内设置有第一钢卷和用于展开第一钢卷的展开单元,第一钢卷一侧设置有可展开的第二钢卷,第二钢卷的展开段与第一钢卷展开段平行且侧边对齐,拼焊腔室内还设置有用于将第二钢卷移动到第一钢卷另一侧对齐的移动单元;所述拼焊腔室内顶壁设置有滑动单元,滑动单元的滑动端设置有用于拼焊第一钢卷和第二钢卷展开段侧边的激光焊接机械臂、用于落料的落料机械臂。本发明可将两个钢卷展开段侧边一次性拼焊,再一次性落料,不用单个拼焊,节约了大量拼焊时间,提升工作效率,且左右交替拼焊,拼焊

一种用于激光拼焊的夹抓位置间隔可调的抓取装置.pdf
本发明公开了一种用于激光拼焊的夹抓位置间隔可调的抓取装置,包括:滑轨,其两侧有减重孔,并设置两条滑轨;连接法盘,其一端连接所述第一滑轨一端,另一端连接所述第二滑轨一端,减少机器人末端轴因力臂加长造成的负载损失;齿条,其连接所述滑轨,并与所述滑轨平行设置,并可拆卸;抓取装置,其间隔设设置在所述滑轨上,并能够沿所述滑轨的长度方向移动,所述抓取装置均包括:横杆:多个吸盘,其可拆卸设置在所述横杆两端;驱动电机其可拆卸连接所述横杆,并与所述齿条啮合,能够带动所述横杆沿所述滑轨滑动,提高了焊接的效率。