
一种带不连续内筋的筒状结构的挤压成型方法.pdf

音景****ka

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种带不连续内筋的筒状结构的挤压成型方法.pdf
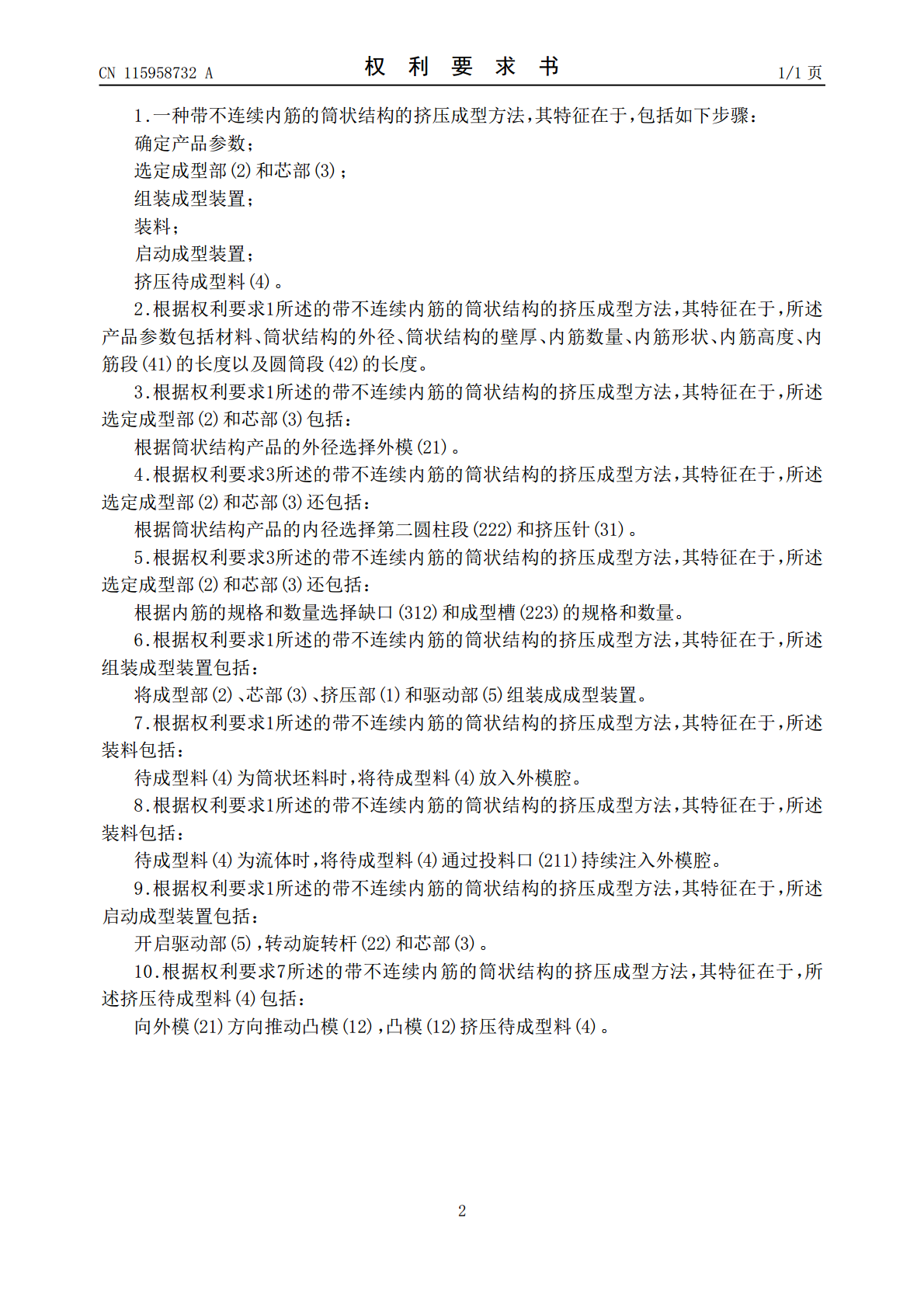
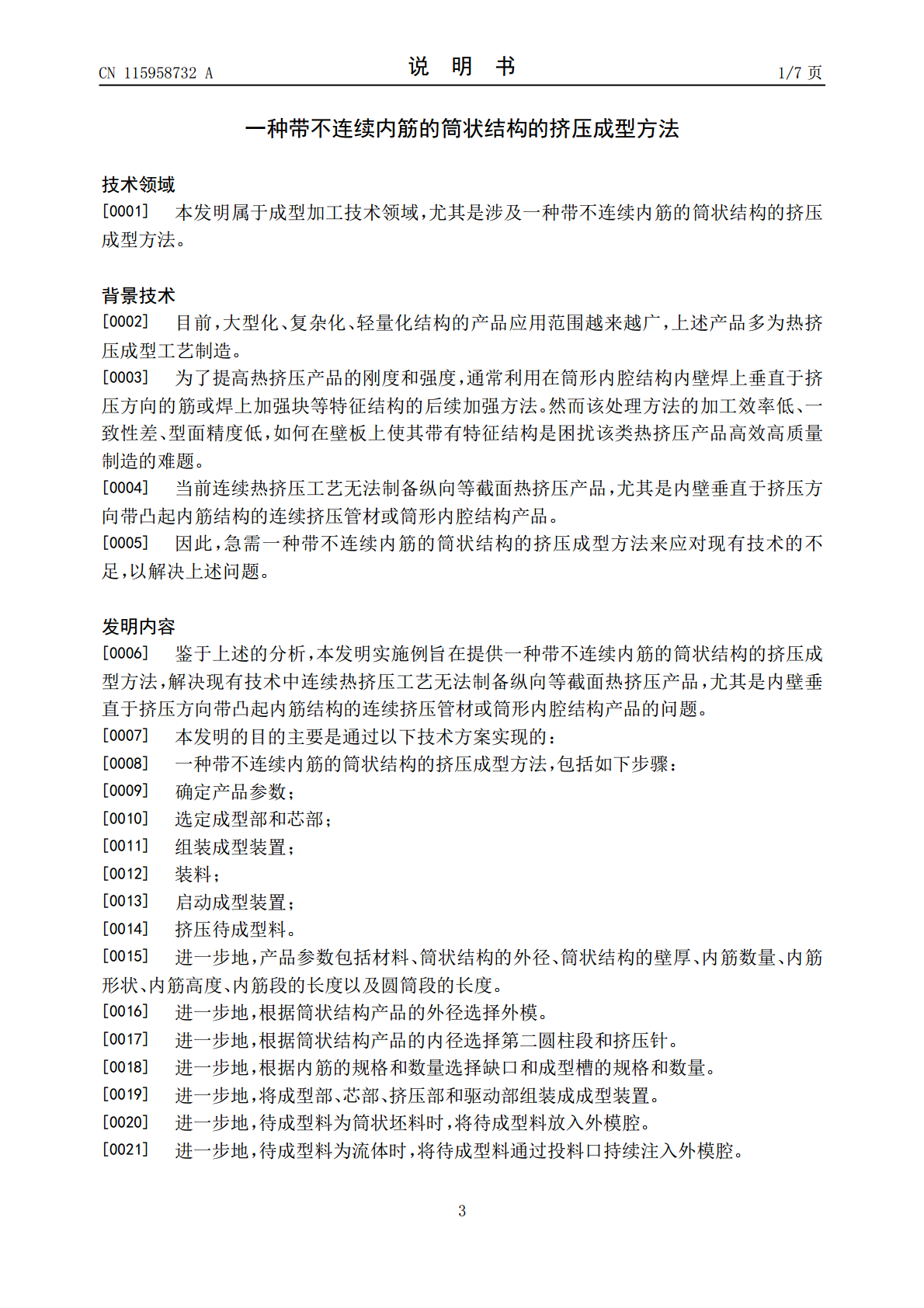
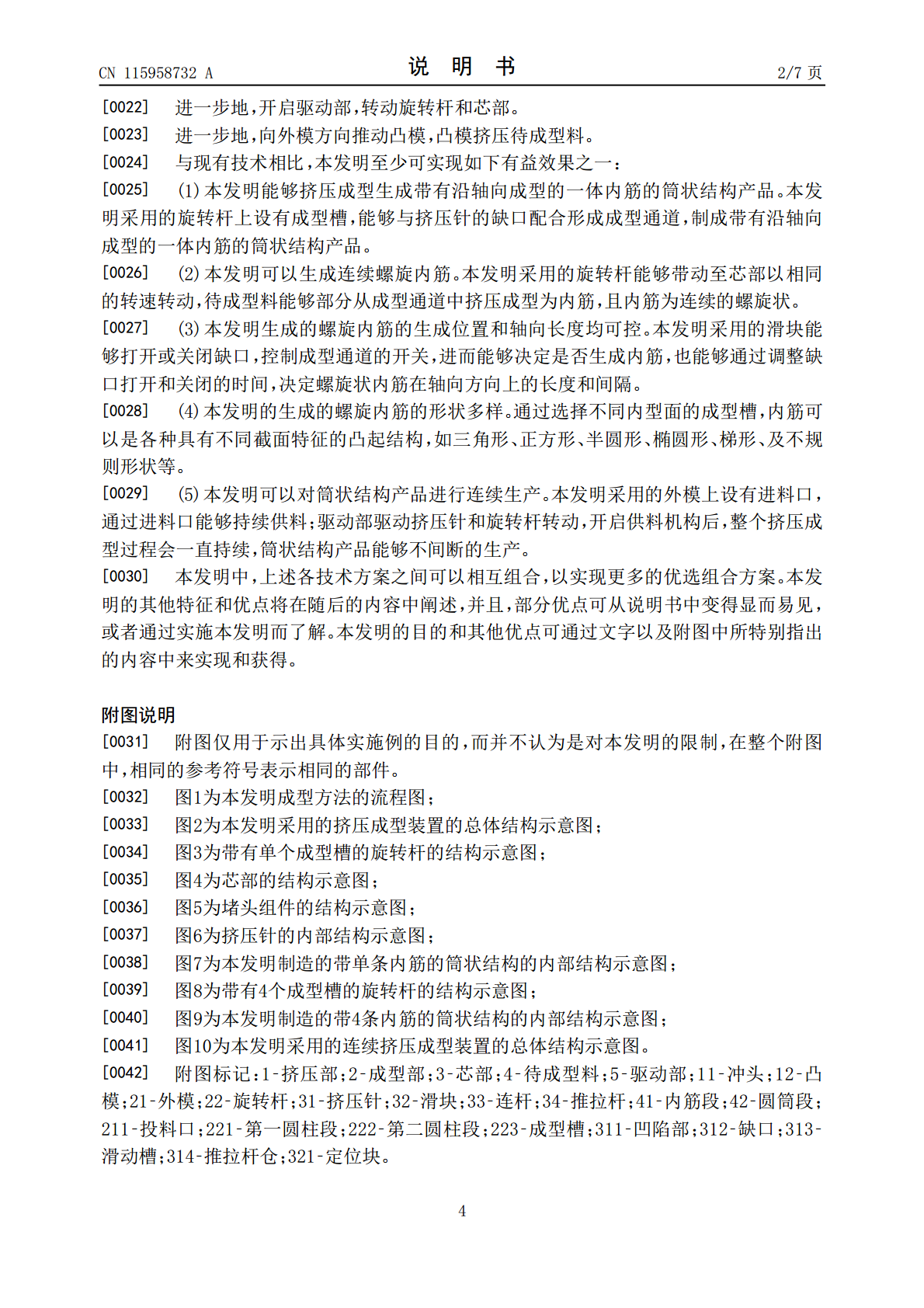
本发明涉及一种带不连续内筋的筒状结构的挤压成型方法,属于成型加工技术领域,解决了现有技术中连续热挤压工艺无法制备纵向等截面热挤压产品,尤其是内壁垂直于挤压方向带凸起内筋结构的连续挤压管材或筒形内腔结构产品的问题。本发明包括如下步骤:确定产品参数;选定成型部和芯部;组装成型装置;装料;启动成型装置;挤压待成型料。本发明能够挤压成型生成带有沿轴向成型的一体内筋的筒状结构产品,可以生成螺旋内筋,生成的螺旋内筋的生成位置和轴向长度均可控,生成的螺旋内筋的形状多样,还可以对筒状结构产品进行连续生产。
一种内孔带筋管材的挤压成型设备及其加工方法.pdf
本申请公开了一种内孔带筋管材的挤压成型设备及其加工方法,包括上模座、芯模、挤压外模、坯料、导向杆、芯轴、下模座和成型管体;所述上模座外圈与设备固定连接,所述上模座中心位置处套接在挤压轴上端,所述挤压轴远离上模座的一端套接在挤压筒内孔内,所述挤压轴远离上模座的一端内部通过台阶通孔套接有导向杆。采用了整体加筋结构,相比蒙皮框桁可提高结构的密封性能和抗疲劳性能,且大大减少连接件和零件数量,从而减少了装配劳动量,缩短装配周期和工作量,通过挤压成形整体带筋管形件,使得管材具有高效、低成本、高性能等特点,能够支撑轻质

锌合金结构材料连续挤压成型的方法.pdf
本发明涉及变形锌合金结构材料连续挤压成型的方法,属于锌合金管材、型材和线材塑性成型技术领域。其工艺是通过变质细晶强化精练的方法显著改善锌及其合金的塑性加工性能,且形变强化——大剪切变形方式更有利于细化晶粒。利用连续挤压挤压技术对杆料、颗粒料或熔融金属等锌合金结构材料坯料与挤压设备旋转挤压轮之间的强摩擦,产生足够的挤压力和热量,以连续大剪切变形的方式,将锌合金结构材料坯料直接挤压成制品。本发明解决了现有常规挤压工艺存在的流程长、多次加热能耗高、材料利用率低、生产成本高等突出的问题。
一种带滚轮旋挤内筋的模具及其成型方法.pdf
本发明涉及一种带滚轮旋挤内筋的模具及其成型方法。本发明的技术方案是:一种带滚轮旋挤内筋的模具,其包括分体凸模、上凹模、键、下凹模、转台、托盘、砂芯内衬和钢圈内衬,所述托盘设在下凹模的底部并与转台通过滑键联接,所述下凹模的底面与转台连接,所述上凹模通过螺栓与下凹模连接,所述砂芯内衬装在挤好的锥形筒坯的内腔中,所述钢圈内衬设在砂芯内衬上端面的周边,所述分体凸模装在上模座上。成型步骤为:将带滚轮旋挤内筋的模具安装在挤旋机上使转台与挤旋机的挤旋动力系统连接,接着把锥筒坯放入上凹模和下凹模的内腔中,砂芯内衬、钢体内
一种槽型铜母线连续挤压装置及挤压成型工艺.pdf
本发明提供了一种槽型铜母线连续挤压装置及连续挤压成型工艺,所述连续挤压装置包括机架和设置于所述机架上的挤压轮、托轮和挤压靴,所述挤压轮的外壁上设置有凹形槽,所述挤压靴靠近所述挤压轮的位置设置有槽封环,所述槽封环与所述凹形槽构成一个挤压型腔,所述连续加压装置还包括挤压模具,所述挤压模具设置在所述挤压型腔的出口端,通过挤压轮和挤压靴之间构成一个挤压型腔,在挤压轮的转动下,在摩擦力的作用下,凹形槽咬着坯料,并牵引着胚料向挤压模具移动,同时摩擦力的作用足以使胚料产生400~500℃的高温,进而使得胚料更加容易被挤