
一种槽型铜母线连续挤压装置及挤压成型工艺.pdf

建英****66

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种槽型铜母线连续挤压装置及挤压成型工艺.pdf
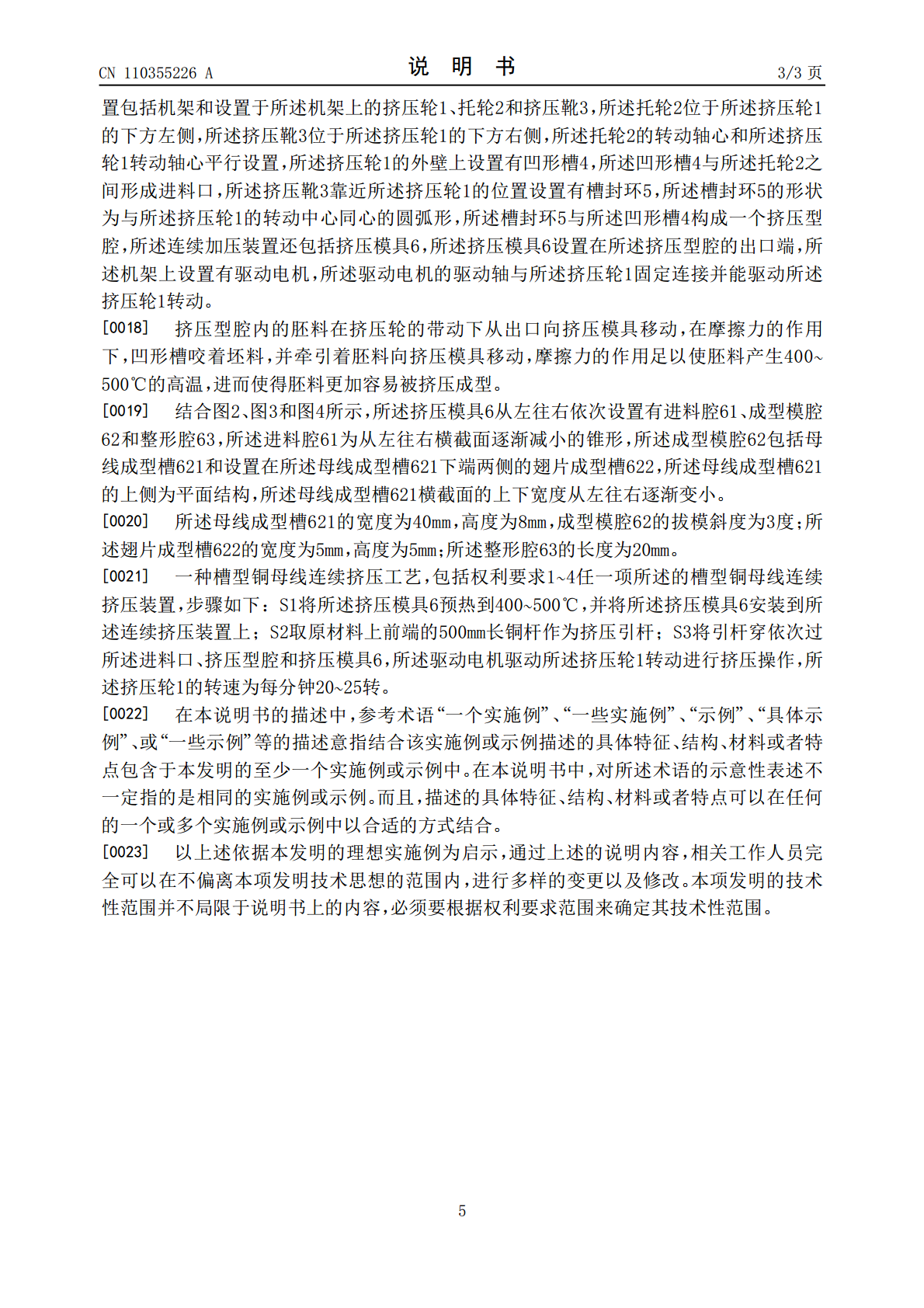
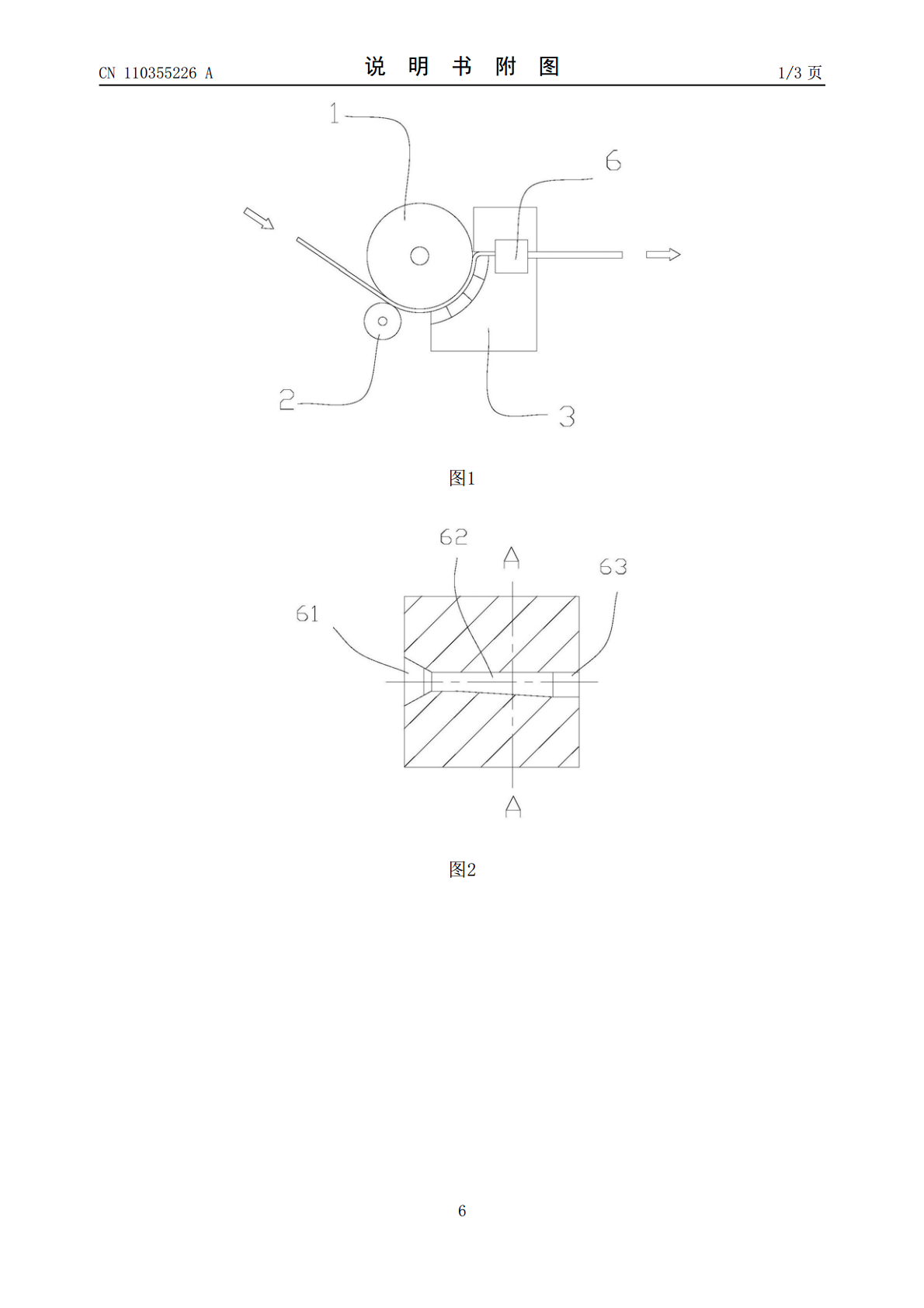
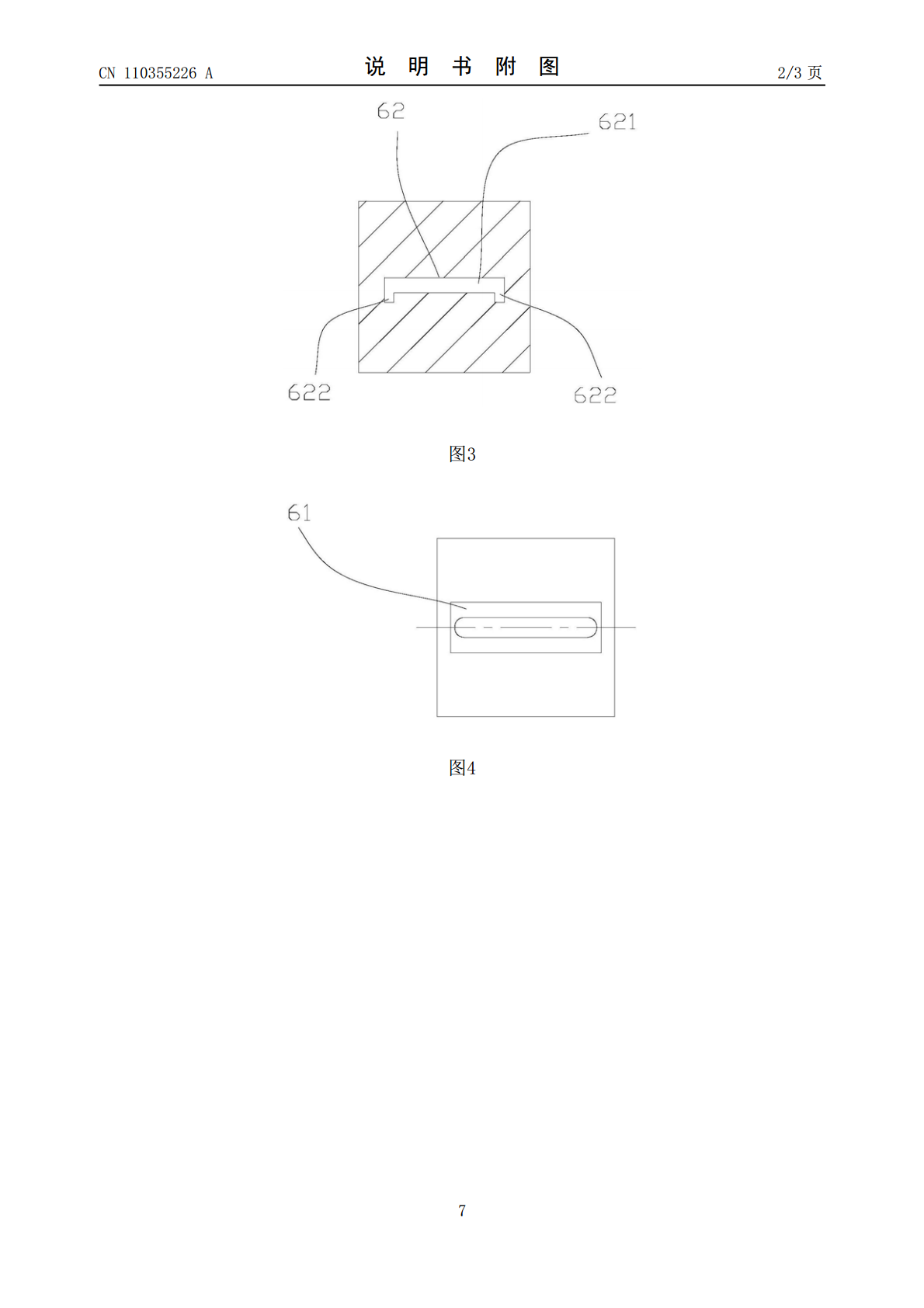
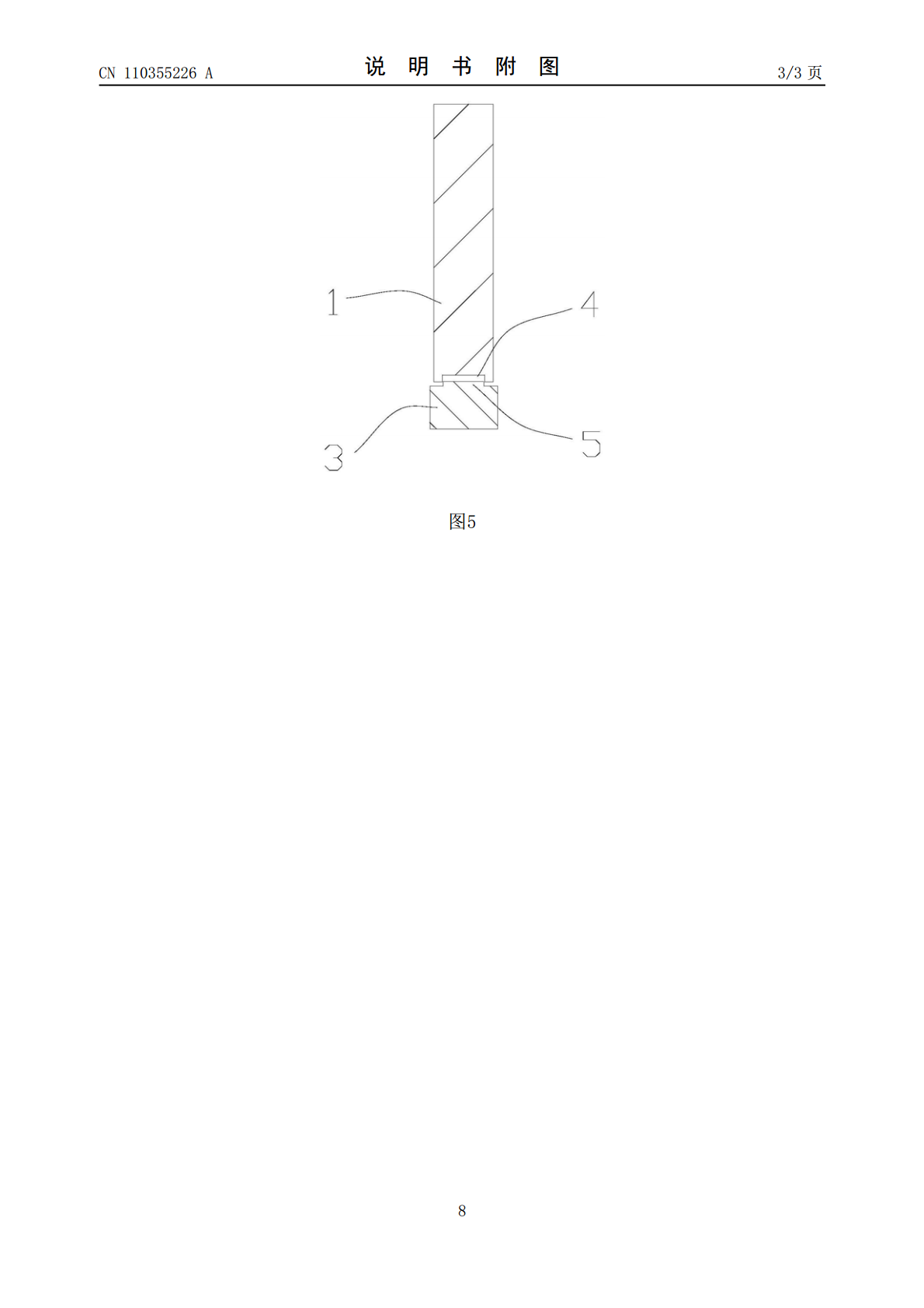
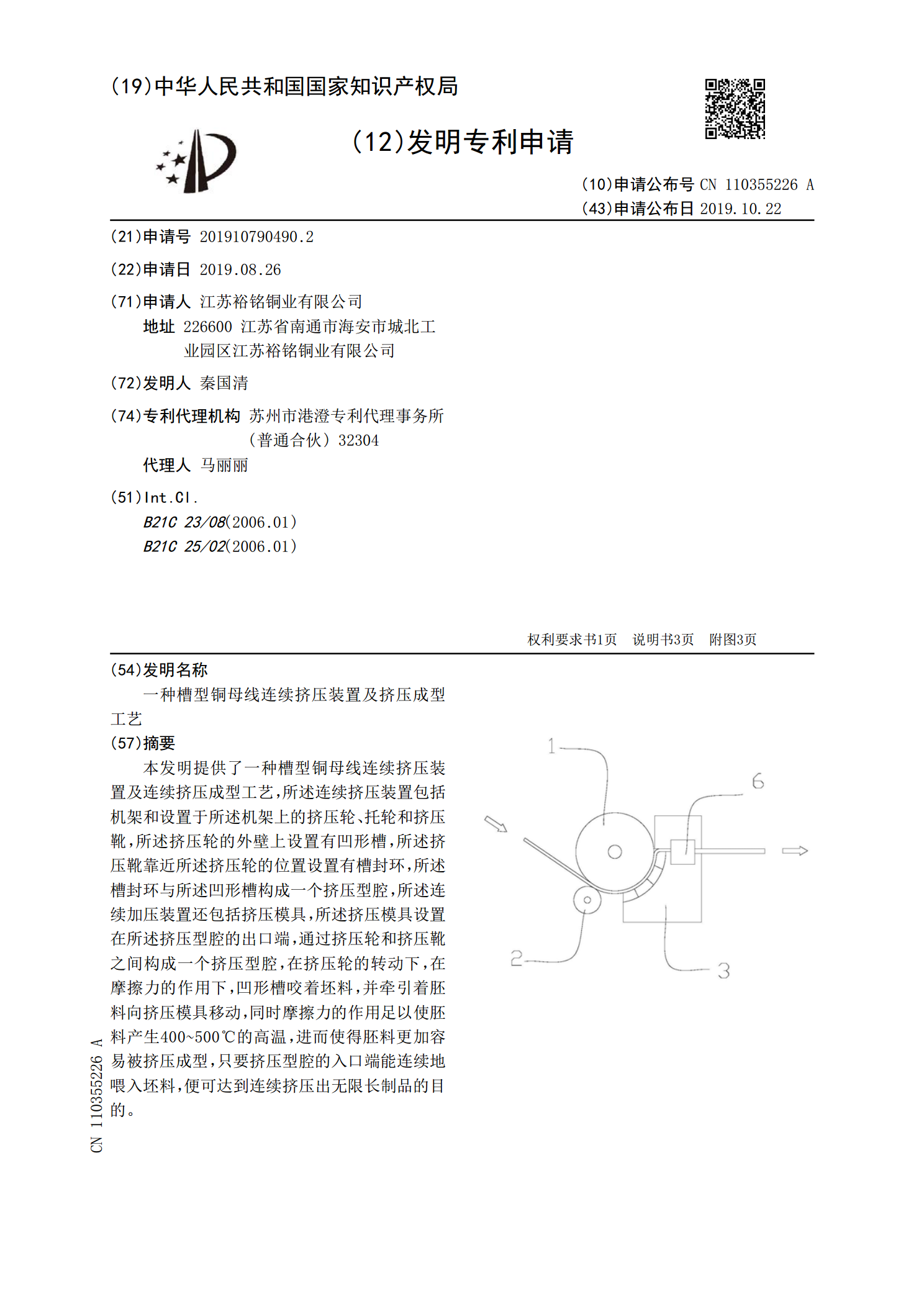
本发明提供了一种槽型铜母线连续挤压装置及连续挤压成型工艺,所述连续挤压装置包括机架和设置于所述机架上的挤压轮、托轮和挤压靴,所述挤压轮的外壁上设置有凹形槽,所述挤压靴靠近所述挤压轮的位置设置有槽封环,所述槽封环与所述凹形槽构成一个挤压型腔,所述连续加压装置还包括挤压模具,所述挤压模具设置在所述挤压型腔的出口端,通过挤压轮和挤压靴之间构成一个挤压型腔,在挤压轮的转动下,在摩擦力的作用下,凹形槽咬着坯料,并牵引着胚料向挤压模具移动,同时摩擦力的作用足以使胚料产生400~500℃的高温,进而使得胚料更加容易被挤
一种铜母线挤压模具及成型工艺.pdf
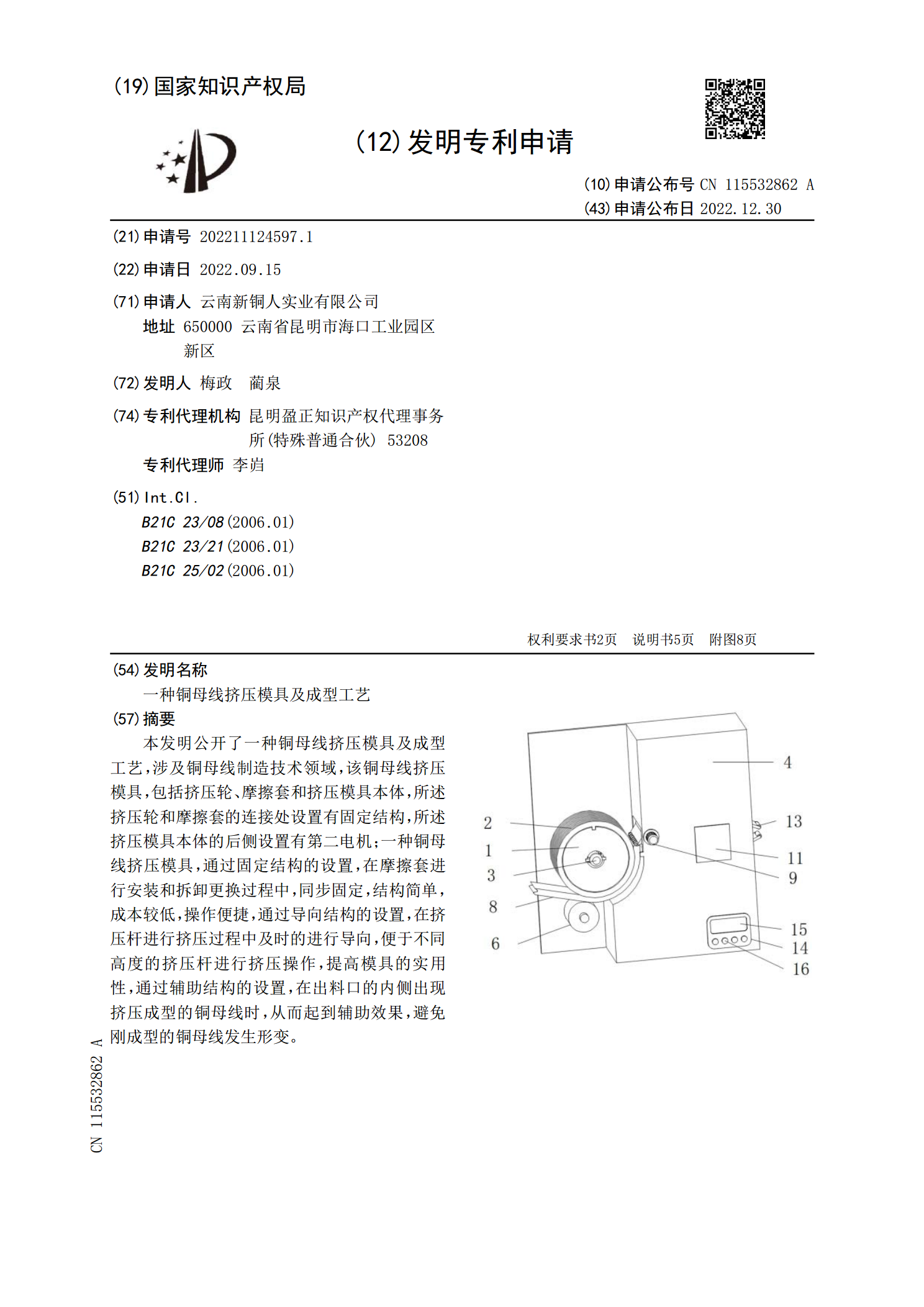
本发明公开了一种铜母线挤压模具及成型工艺,涉及铜母线制造技术领域,该铜母线挤压模具,包括挤压轮、摩擦套和挤压模具本体,所述挤压轮和摩擦套的连接处设置有固定结构,所述挤压模具本体的后侧设置有第二电机;一种铜母线挤压模具,通过固定结构的设置,在摩擦套进行安装和拆卸更换过程中,同步固定,结构简单,成本较低,操作便捷,通过导向结构的设置,在挤压杆进行挤压过程中及时的进行导向,便于不同高度的挤压杆进行挤压操作,提高模具的实用性,通过辅助结构的设置,在出料口的内侧出现挤压成型的铜母线时,从而起到辅助效果,避免刚成型的

一种斜坡面铜止水连续挤压成型装置.pdf
本发明涉及一种铜止水连续成型装置,具体涉及一种大、中型面板堆石坝斜坡坡面铜止水连续成型且铜止水内自动填塞橡胶棒的装置。包括工作台、驱动系统、上滚轮组、下滚轮组,驱动系统包括电机和传动轴,传动轴安装在工作台的一侧,上滚轮组和下滚轮组对应安装在工作台上并与传动轴连接,工作台的出口处安装有装填机构。本发明采用渐进式挤压方式,避免了铜片重叠,保证了成品形状整齐,省时省力,可以一次成型长度大于100m的铜止水,减少了焊接浪费,大大提高铜止水安装的工作效率,本装置每小时可以加工成型50m以上铜止水,只需1人操作,利用
一种连续挤压法生产银铜阻尼槽楔的加工工艺.pdf
本发明涉及一种连续挤压法生产银铜阻尼槽楔的加工工艺。包括以下步骤:(1)将电解铜加入到上引工频连铸机组的工频感应炉进行熔炼,并向其中加入0.06%‑0.12%重量比的Ag,熔炼温度为1120‑1150℃,再由其连铸机连续浇铸出铸杆,铸杆在设备中冷却;(2)将铸杆送入挤压机中连续挤压,压制出截面为梯形的半成品槽楔,控制其尺寸大于银铜阻尼槽楔的最终成品尺寸;(3)采用异型模冷拉拔技术,通过拉伸模具对半成品槽楔进行一道次的冷拉拔,得到所需要的铜合金槽楔的外形和尺寸;(4)对冷拉拔后的银铜阻尼槽楔进行超声波探伤和

一种T型螺母冷冲挤压成型工艺及其成型装置.pdf
本发明公开一种T型螺母冷冲挤压成型工艺及其成型装置,属于T型螺母制造领域,包括冲床滑块、定滑轮杆、锲形轨道、送料滑块、启动开关、下模、挡料块、上模和打料器等,所述成型装置是在常用紧固件加工设备基础上进行改进,无需重新购买新的设备就可以安全高效生产出T型螺母,成型模具的使用寿命更长;相比传统的粉末冶金和加热红冲,本发明所述的冷冲挤压成型工艺更加节能节料,而且加工的T型螺母,成品密度大,强度高,表面光洁。