
锌合金结构材料连续挤压成型的方法.pdf

一只****ua


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锌合金结构材料连续挤压成型的方法.pdf
本发明涉及变形锌合金结构材料连续挤压成型的方法,属于锌合金管材、型材和线材塑性成型技术领域。其工艺是通过变质细晶强化精练的方法显著改善锌及其合金的塑性加工性能,且形变强化——大剪切变形方式更有利于细化晶粒。利用连续挤压挤压技术对杆料、颗粒料或熔融金属等锌合金结构材料坯料与挤压设备旋转挤压轮之间的强摩擦,产生足够的挤压力和热量,以连续大剪切变形的方式,将锌合金结构材料坯料直接挤压成制品。本发明解决了现有常规挤压工艺存在的流程长、多次加热能耗高、材料利用率低、生产成本高等突出的问题。

一种带不连续内筋的筒状结构的挤压成型方法.pdf
本发明涉及一种带不连续内筋的筒状结构的挤压成型方法,属于成型加工技术领域,解决了现有技术中连续热挤压工艺无法制备纵向等截面热挤压产品,尤其是内壁垂直于挤压方向带凸起内筋结构的连续挤压管材或筒形内腔结构产品的问题。本发明包括如下步骤:确定产品参数;选定成型部和芯部;组装成型装置;装料;启动成型装置;挤压待成型料。本发明能够挤压成型生成带有沿轴向成型的一体内筋的筒状结构产品,可以生成螺旋内筋,生成的螺旋内筋的生成位置和轴向长度均可控,生成的螺旋内筋的形状多样,还可以对筒状结构产品进行连续生产。

镁、锌合金连续挤压工艺和工装开发.docx
镁、锌合金连续挤压工艺和工装开发一、前言随着现代工业的快速发展,轻量化、高强度、高硬度、高耐腐蚀性等方面的要求也越来越高,因此,镁、锌合金成为了一种备受关注的金属材料。镁、锌合金的特性是密度低,强度高,良好的机械性能和耐腐蚀性,可以广泛应用于汽车、电子、航空等工业领域。连续挤压技术是制备轻质合金材料最有效的一种方法之一,可以制备复杂形状的材料,并能够满足高品质、高效率和高生产率的要求。本文将探讨镁、锌合金连续挤压工艺和工装开发的相关内容。二、镁、锌合金连续挤压工艺1.工艺概述连续挤压工艺是通过将合金材料经
锌合金蜗轮的挤压铸造方法.pdf
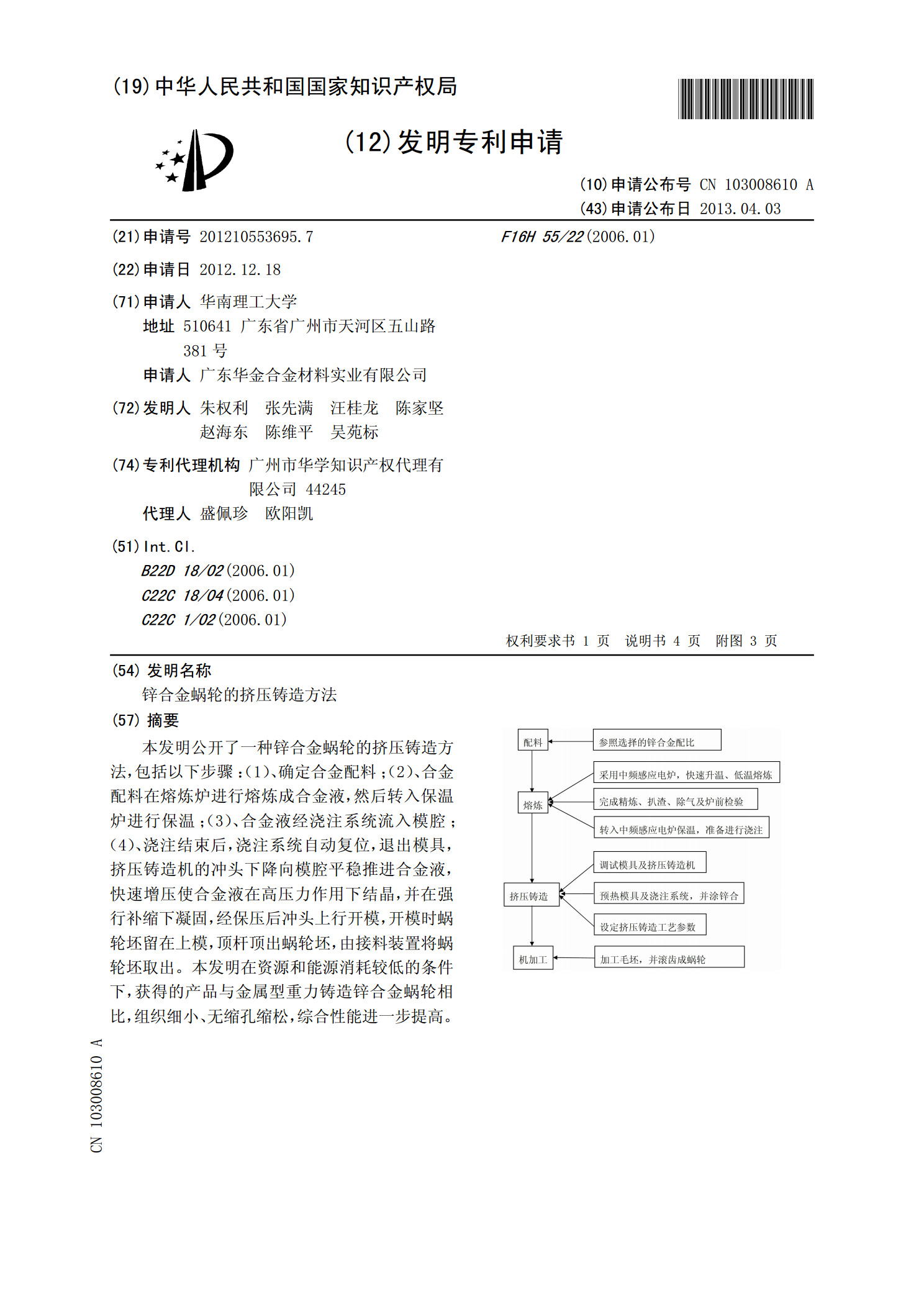
本发明公开了一种锌合金蜗轮的挤压铸造方法,包括以下步骤:(1)、确定合金配料;(2)、合金配料在熔炼炉进行熔炼成合金液,然后转入保温炉进行保温;(3)、合金液经浇注系统流入模腔;(4)、浇注结束后,浇注系统自动复位,退出模具,挤压铸造机的冲头下降向模腔平稳推进合金液,快速增压使合金液在高压力作用下结晶,并在强行补缩下凝固,经保压后冲头上行开模,开模时蜗轮坯留在上模,顶杆顶出蜗轮坯,由接料装置将蜗轮坯取出。本发明在资源和能源消耗较低的条件下,获得的产品与金属型重力铸造锌合金蜗轮相比,组织细小、无缩孔缩松,综

铝型材挤压成型设备以及铝型材挤压成型方法.pdf
本发明公开了铝型材挤压成型设备以及铝型材挤压成型方法,包括防护箱、挤压模具和底箱,底箱的顶部安装有防护箱,防护箱的一侧安装有防护罩,防护箱的内部通过滑杆活动安装有加热软化器,防护箱的内部一侧安装有挤压模具,挤压模具内安装有对接盘,对接盘的正面安装有模具盘,模具盘的外侧安装有出料孔,防护箱的一侧安装有液压缸,液压缸的输出端安装有挤压盘。本发明同时通过出料孔可将低于中心流速的边缘铝材挤压出条状铝型材,实现装置对边缘铝材地进行一体化挤压加工,不仅提高了铝材的加工效率,同时也有效解决了边缘的金属被留在后面当作残余