
一种筒状壳体内表面加工工艺.pdf

兴朝****45

1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种筒状壳体内表面加工工艺.pdf
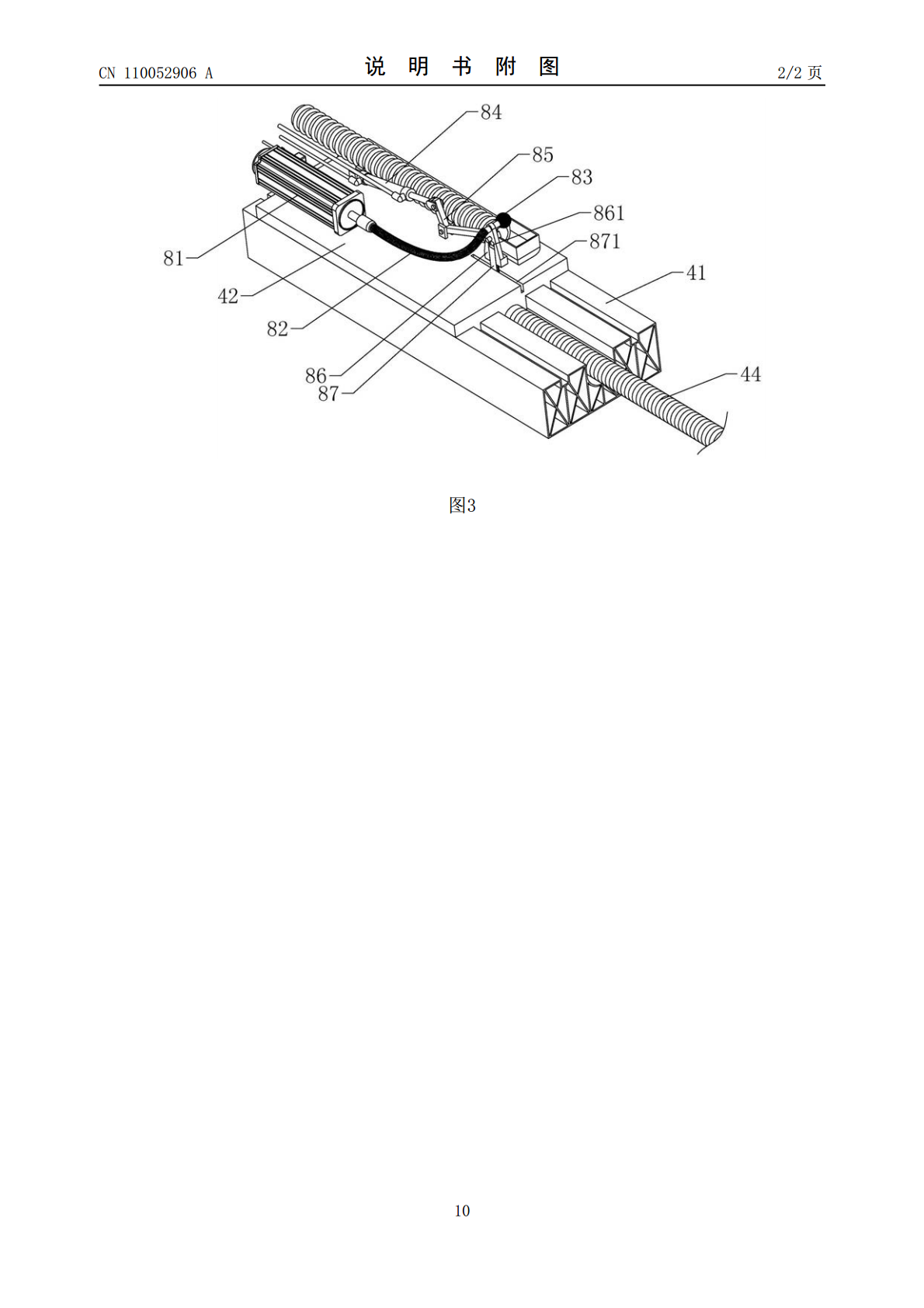
本发明涉及机械加工领域,具体涉及一种筒状壳体内表面加工工艺,包括a、壳体安装:根据筒状壳体尺寸,选择合适大小的支撑架,将壳体穿入支撑架后,将支撑架与壳体放置在升降台板上;b、壳体夹持与对轴心:使用壳体转动机构夹住壳体末端,并且调节升降台板使壳体轴线调整到加工需要的位置;c、大托板移位:启动第一托板机构中的第一伺服电机,控制第一定位丝杆带动滑动托台将第二托板机构送入壳体筒身内部;d、小托板移位:启动第二托板机构中的第二伺服电机,控制第二定位丝杆带动磨刀托板连同磨刀调位机构移动到壳体筒身内需要加工的位置;e、
一种细长筒状壳体内表面打磨装置及打磨方法.pdf
本发明涉及机械加工领域,具体涉及一种细长筒状壳体内表面打磨装置及打磨方法,打磨装置包括:加工台、壳体转动机构和数控系统,所述加工台上设置有壳体支撑机构、第一托板机构以及第二托板机构;所述壳体转动机构包括,驱动转盘、夹持卡抓和托板夹,所述托板夹设置在所述驱动转盘内侧;所述第一托板机构包括,滑动托台、导轨、第一伺服电机和第一定位丝杆,所述第二托板机构安装在所述滑动托台上端;所述第二托板机构包括,合金滑轨、打磨侧滑板、第二伺服电机、第二定位丝杆和齿轮调速箱,所述合金滑轨的截面高度大于其截面宽度,所述打磨侧滑板设
一种筒状壳体内表面的多段式处理装置及处理方法.pdf
本发明涉及机械加工领域,具体涉及一种筒状壳体内表面的多段式处理装置及处理方法,其中处理装置包括:加工台、壳体转动机构、数控系统和吸尘系统,所述加工台上设置有第一托板机构和壳体支撑机构;所述第一托板机构包括,滑动托台、导轨、第一伺服电机和第一定位丝杆,所述导轨安装在所述加工台顶部,所述滑动托台顶部设置有第二托板机构;所述壳体支撑机构包括,升降台板和支撑架,所述支撑架设置在所述升降台板顶部;所述第二托板机构包括,合金滑轨、打磨托板、第二伺服电机、第二定位丝杆和齿轮调速箱,所述第二伺服电机通过齿轮调速箱与所述第
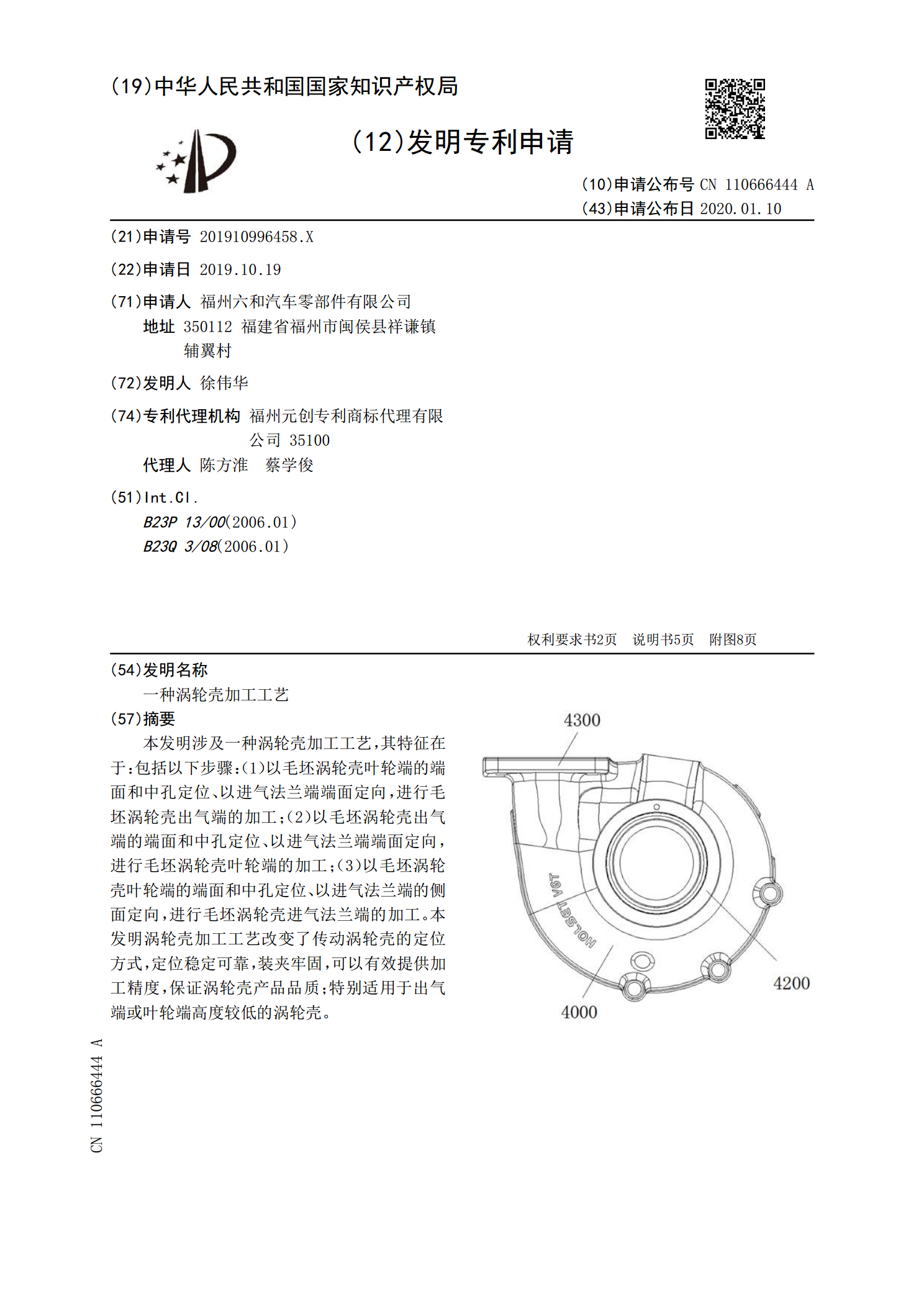
一种涡轮壳加工工艺.pdf
本发明涉及一种涡轮壳加工工艺,其特征在于:包括以下步骤:(1)以毛坯涡轮壳叶轮端的端面和中孔定位、以进气法兰端端面定向,进行毛坯涡轮壳出气端的加工;(2)以毛坯涡轮壳出气端的端面和中孔定位、以进气法兰端端面定向,进行毛坯涡轮壳叶轮端的加工;(3)以毛坯涡轮壳叶轮端的端面和中孔定位、以进气法兰端的侧面定向,进行毛坯涡轮壳进气法兰端的加工。本发明涡轮壳加工工艺改变了传动涡轮壳的定位方式,定位稳定可靠,装夹牢固,可以有效提供加工精度,保证涡轮壳产品品质;特别适用于出气端或叶轮端高度较低的涡轮壳。
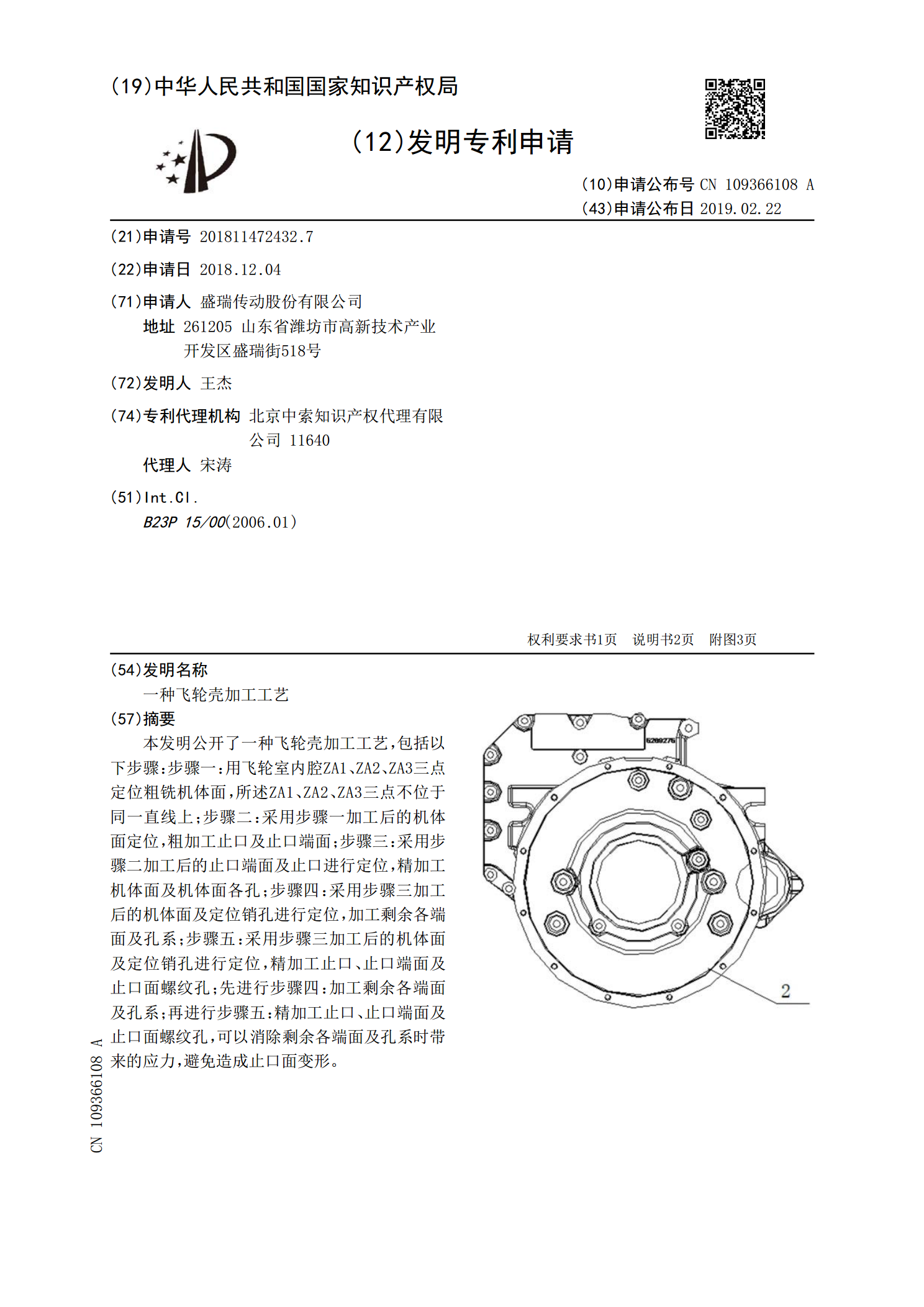
一种飞轮壳加工工艺.pdf
本发明公开了一种飞轮壳加工工艺,包括以下步骤:步骤一:用飞轮室内腔ZA1、ZA2、ZA3三点定位粗铣机体面,所述ZA1、ZA2、ZA3三点不位于同一直线上;步骤二:采用步骤一加工后的机体面定位,粗加工止口及止口端面;步骤三:采用步骤二加工后的止口端面及止口进行定位,精加工机体面及机体面各孔;步骤四:采用步骤三加工后的机体面及定位销孔进行定位,加工剩余各端面及孔系;步骤五:采用步骤三加工后的机体面及定位销孔进行定位,精加工止口、止口端面及止口面螺纹孔;先进行步骤四:加工剩余各端面及孔系;再进行步骤五:精加工