
一种涡轮壳加工工艺.pdf

一只****爱敏

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种涡轮壳加工工艺.pdf
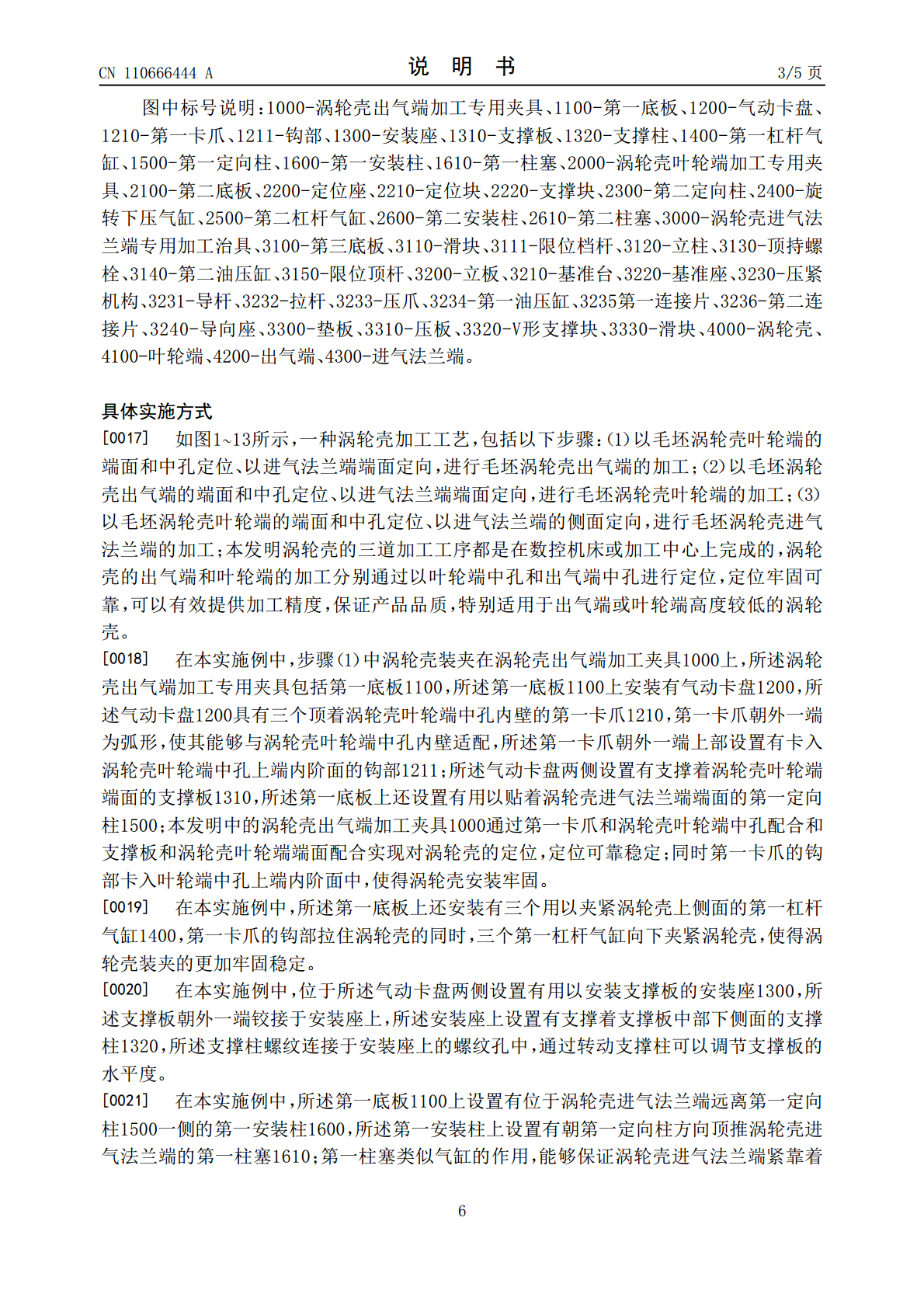
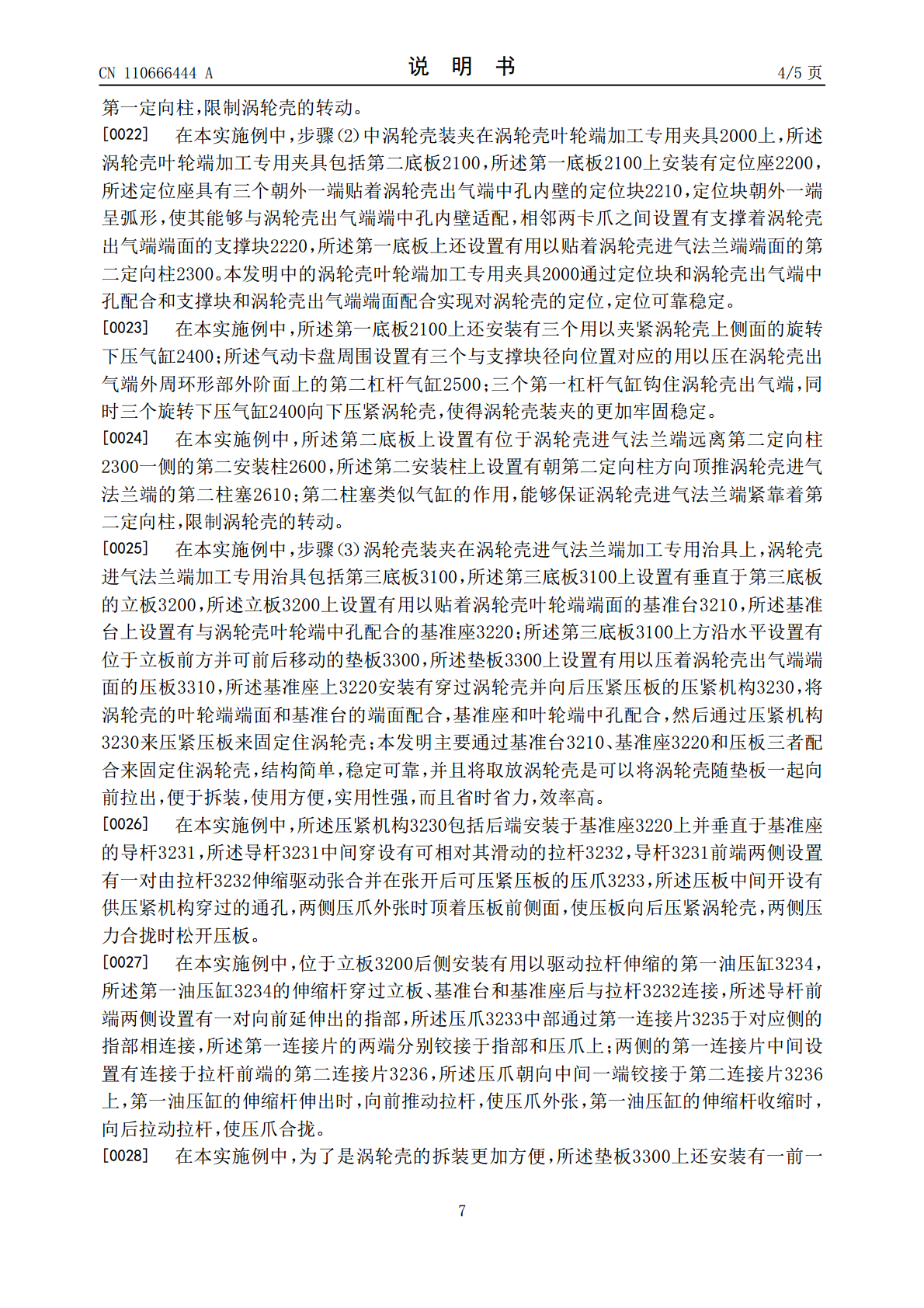
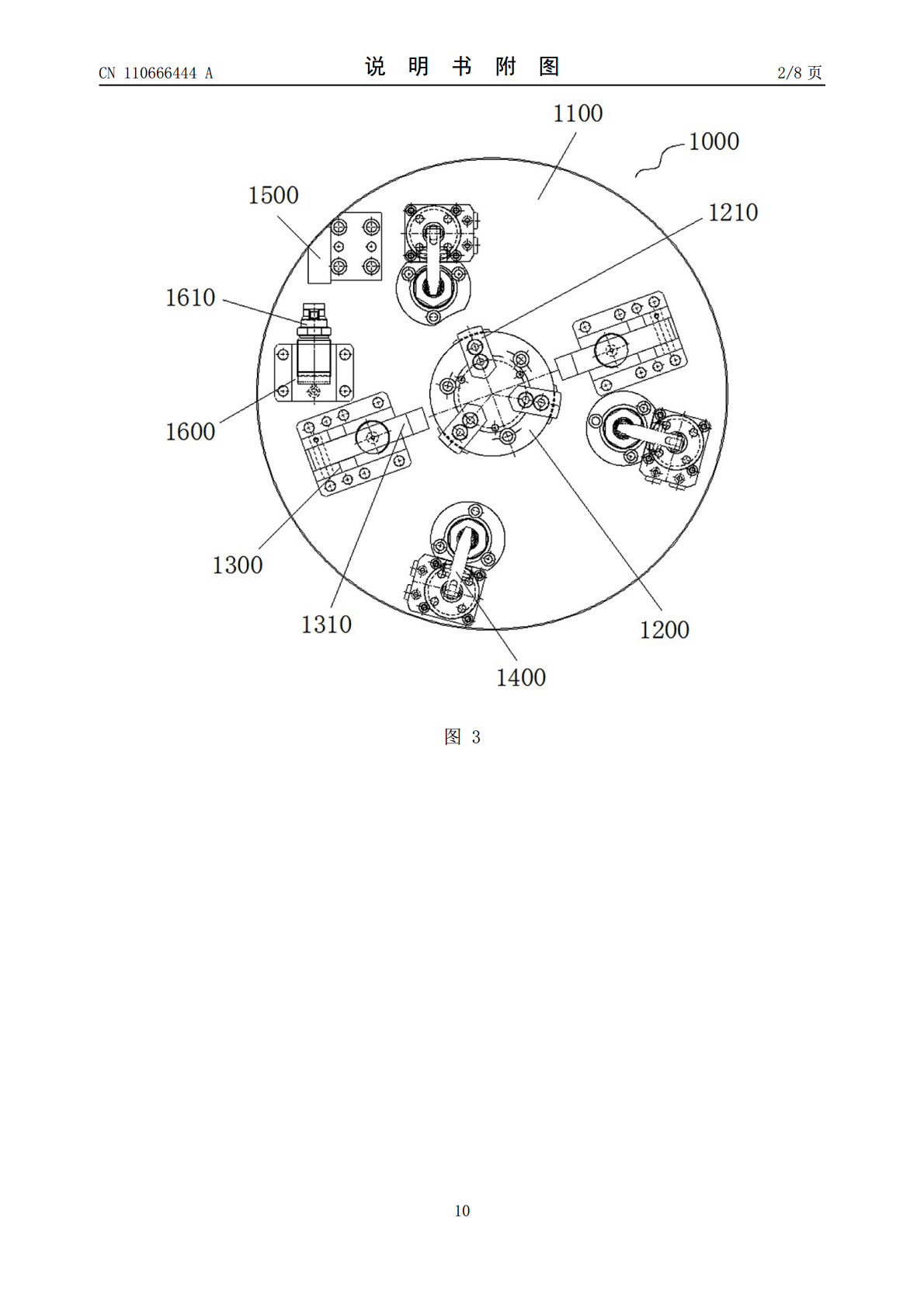
本发明涉及一种涡轮壳加工工艺,其特征在于:包括以下步骤:(1)以毛坯涡轮壳叶轮端的端面和中孔定位、以进气法兰端端面定向,进行毛坯涡轮壳出气端的加工;(2)以毛坯涡轮壳出气端的端面和中孔定位、以进气法兰端端面定向,进行毛坯涡轮壳叶轮端的加工;(3)以毛坯涡轮壳叶轮端的端面和中孔定位、以进气法兰端的侧面定向,进行毛坯涡轮壳进气法兰端的加工。本发明涡轮壳加工工艺改变了传动涡轮壳的定位方式,定位稳定可靠,装夹牢固,可以有效提供加工精度,保证涡轮壳产品品质;特别适用于出气端或叶轮端高度较低的涡轮壳。

涡轮壳的加工工艺.pdf
本发明涉及一种涡轮壳的加工工艺,其特征在于包括以下步骤:步骤1、以毛坯的中孔(1)、圆弧孔平台(21)定位,以进气法兰(3)的侧面(31)定向,钻铣出气端;步骤2、以出气端端面(4)及2个第一螺纹孔(5)定位,车铣叶轮端;步骤3、以出气端端面(4)及2个第一螺纹孔(5)定位,钻攻叶轮端端面(10)上的6个第二螺纹孔(11);步骤4、以叶轮端端面(10)及2个第二螺纹孔(11)定位,钻铣支架面;步骤5以出气端端面(4)及2个第一螺纹孔(5)定位,钻铣进气法兰。本发明减少工序并减少装夹、校准次数,减少夹具数量
一种涡轮壳管口加工夹具.pdf
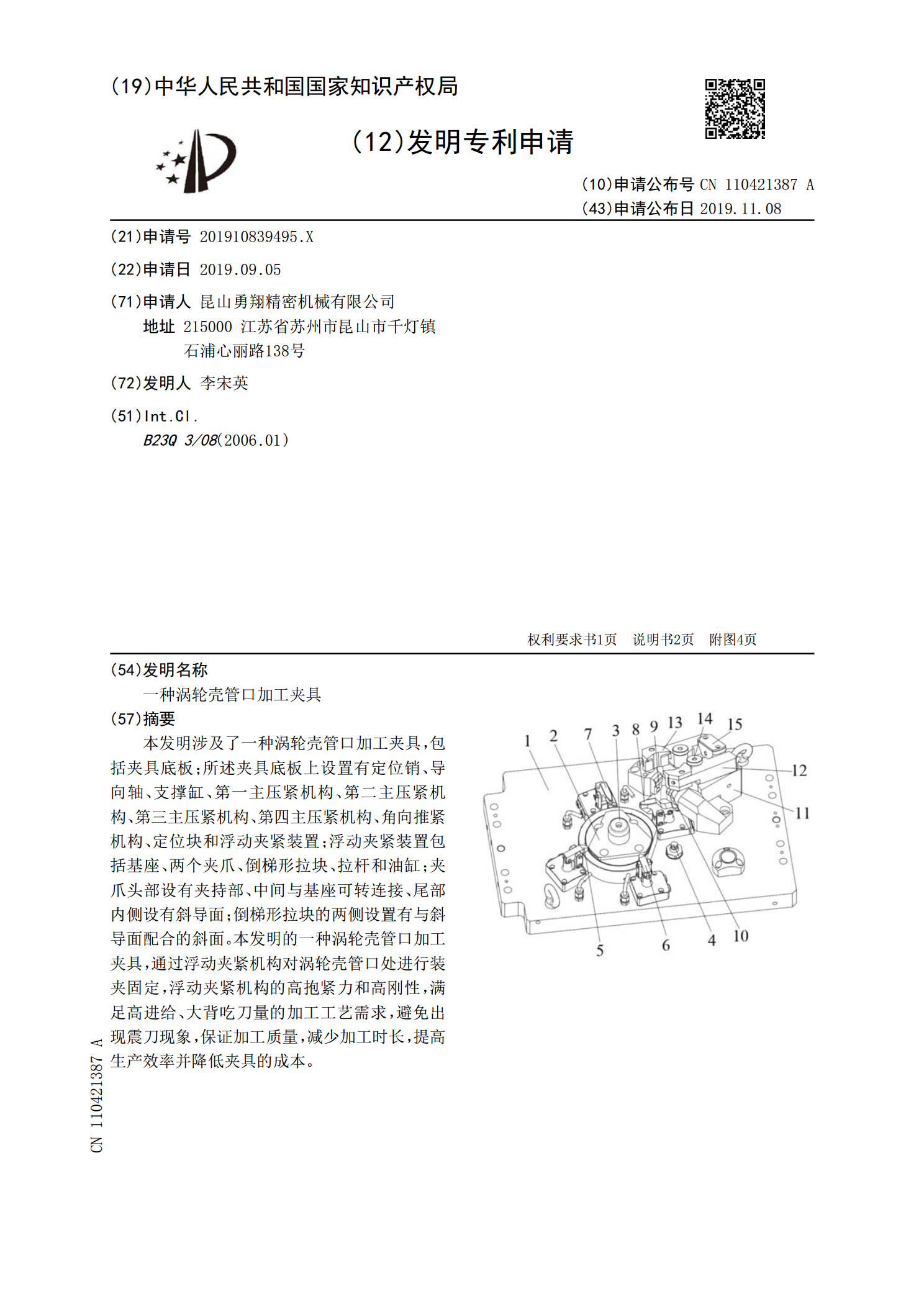
本发明涉及了一种涡轮壳管口加工夹具,包括夹具底板;所述夹具底板上设置有定位销、导向轴、支撑缸、第一主压紧机构、第二主压紧机构、第三主压紧机构、第四主压紧机构、角向推紧机构、定位块和浮动夹紧装置;浮动夹紧装置包括基座、两个夹爪、倒梯形拉块、拉杆和油缸;夹爪头部设有夹持部、中间与基座可转连接、尾部内侧设有斜导面;倒梯形拉块的两侧设置有与斜导面配合的斜面。本发明的一种涡轮壳管口加工夹具,通过浮动夹紧机构对涡轮壳管口处进行装夹固定,浮动夹紧机构的高抱紧力和高刚性,满足高进给、大背吃刀量的加工工艺需求,避免出现震刀
一种涡轮壳加工装置.pdf
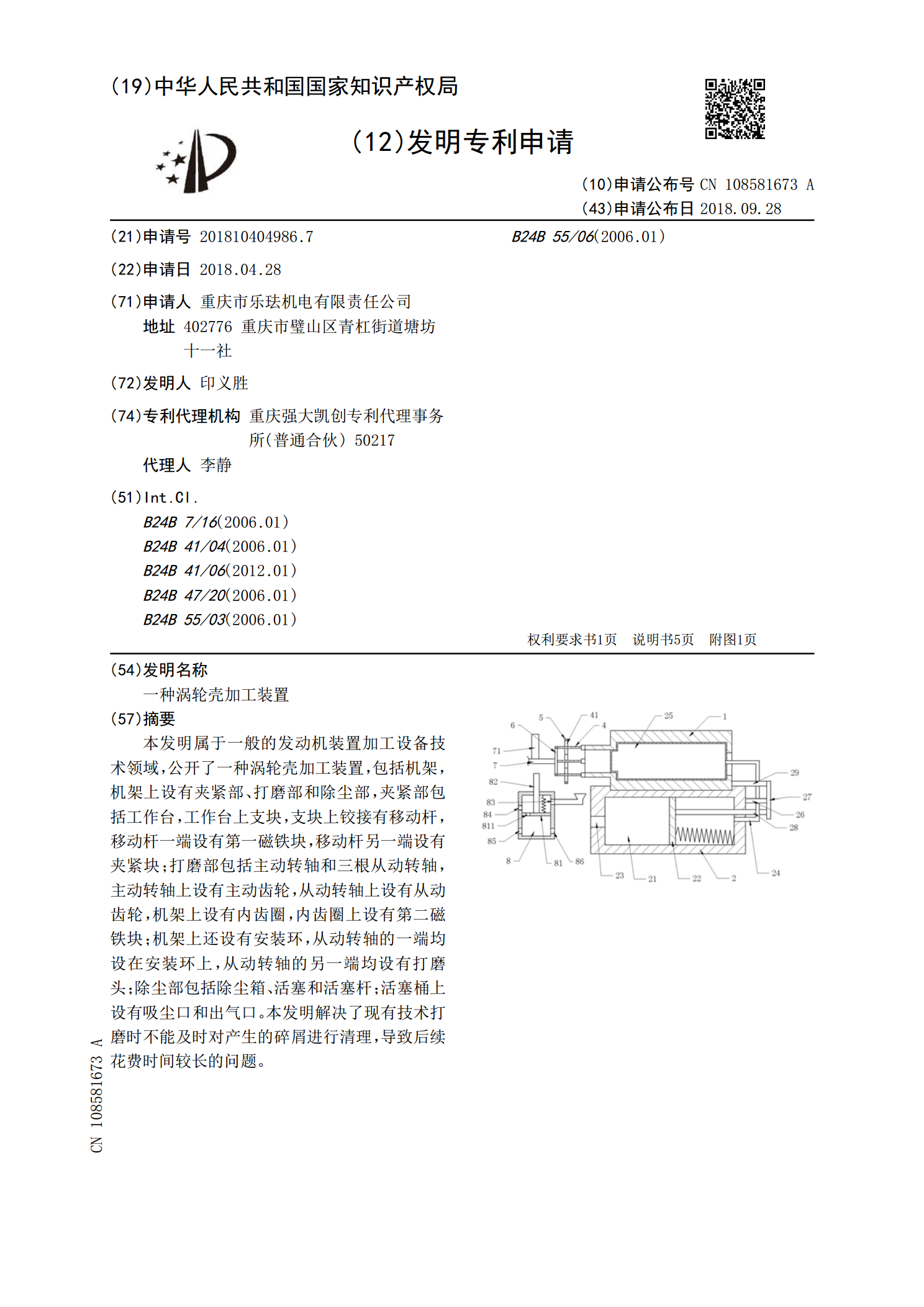
本发明属于一般的发动机装置加工设备技术领域,公开了一种涡轮壳加工装置,包括机架,机架上设有夹紧部、打磨部和除尘部,夹紧部包括工作台,工作台上支块,支块上铰接有移动杆,移动杆一端设有第一磁铁块,移动杆另一端设有夹紧块;打磨部包括主动转轴和三根从动转轴,主动转轴上设有主动齿轮,从动转轴上设有从动齿轮,机架上设有内齿圈,内齿圈上设有第二磁铁块;机架上还设有安装环,从动转轴的一端均设在安装环上,从动转轴的另一端均设有打磨头;除尘部包括除尘箱、活塞和活塞杆;活塞桶上设有吸尘口和出气口。本发明解决了现有技术打磨时不能

一种飞轮壳加工工艺.pdf
本发明公开了一种飞轮壳加工工艺,包括以下步骤:1)铣底面:通过铣床铣飞轮壳的底面;2)铣端面:将两台铣床对向安装,按飞轮壳尺寸要求高度调整两铣床的刀盘距离,在加工飞轮壳铣底面完成后即可以底部定位,通过工装夹具夹紧零件,调整刀具距离,工作台移动,同时加工两端面。本发明一种飞轮壳加工工艺,对原有工艺(先铣底面-车端面-车另外一端面)进行改进,当飞轮壳的底面铣完后,同时对两个端面进行铣削加工,同时加工两端面,节约二次装夹时间,单班产量提高了一倍,极大的提高了生产效率,降低企业的生产成本。