
一种薄片自动冲压设备.pdf

涵蓄****09

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄片自动冲压设备.pdf
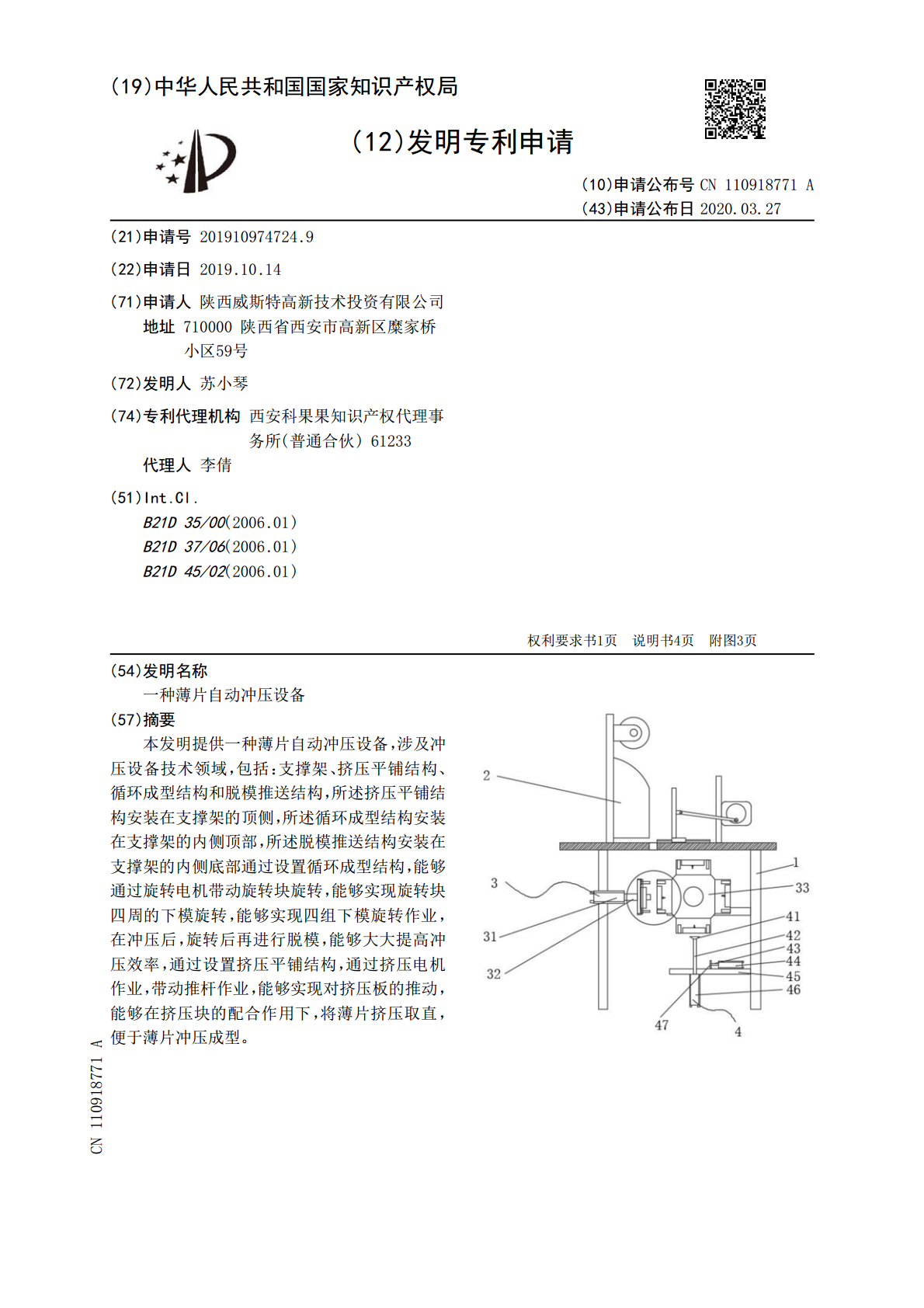
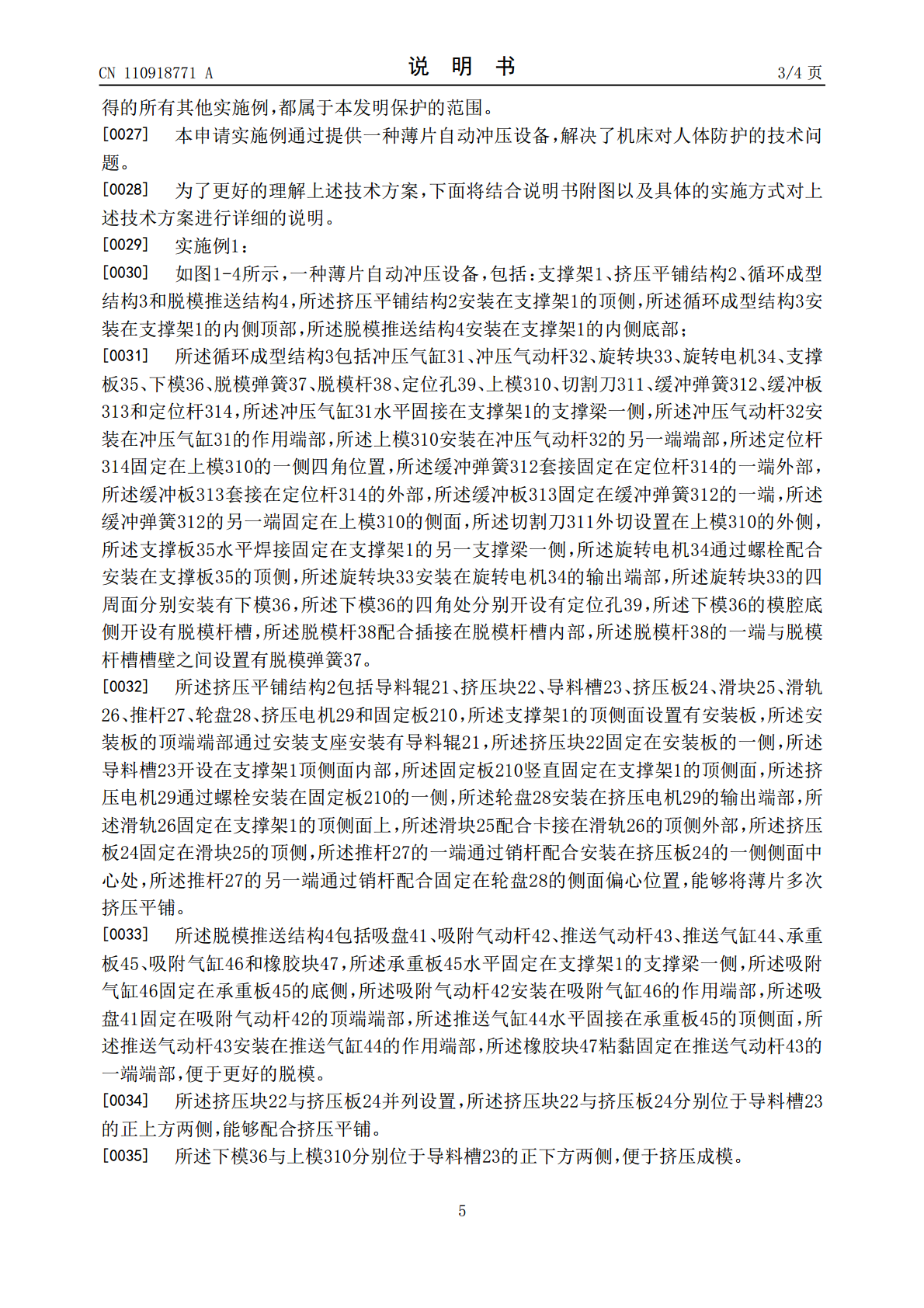
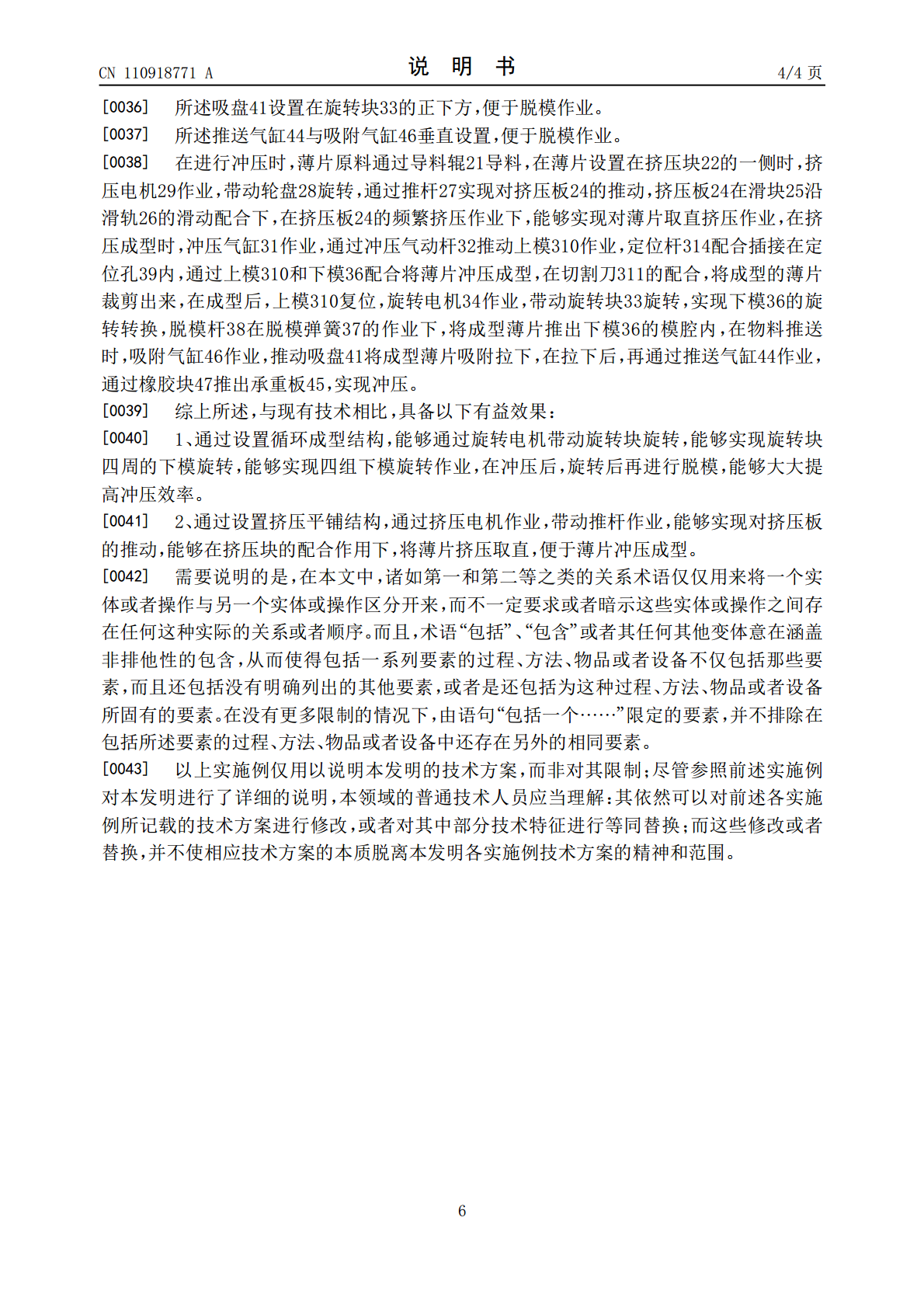
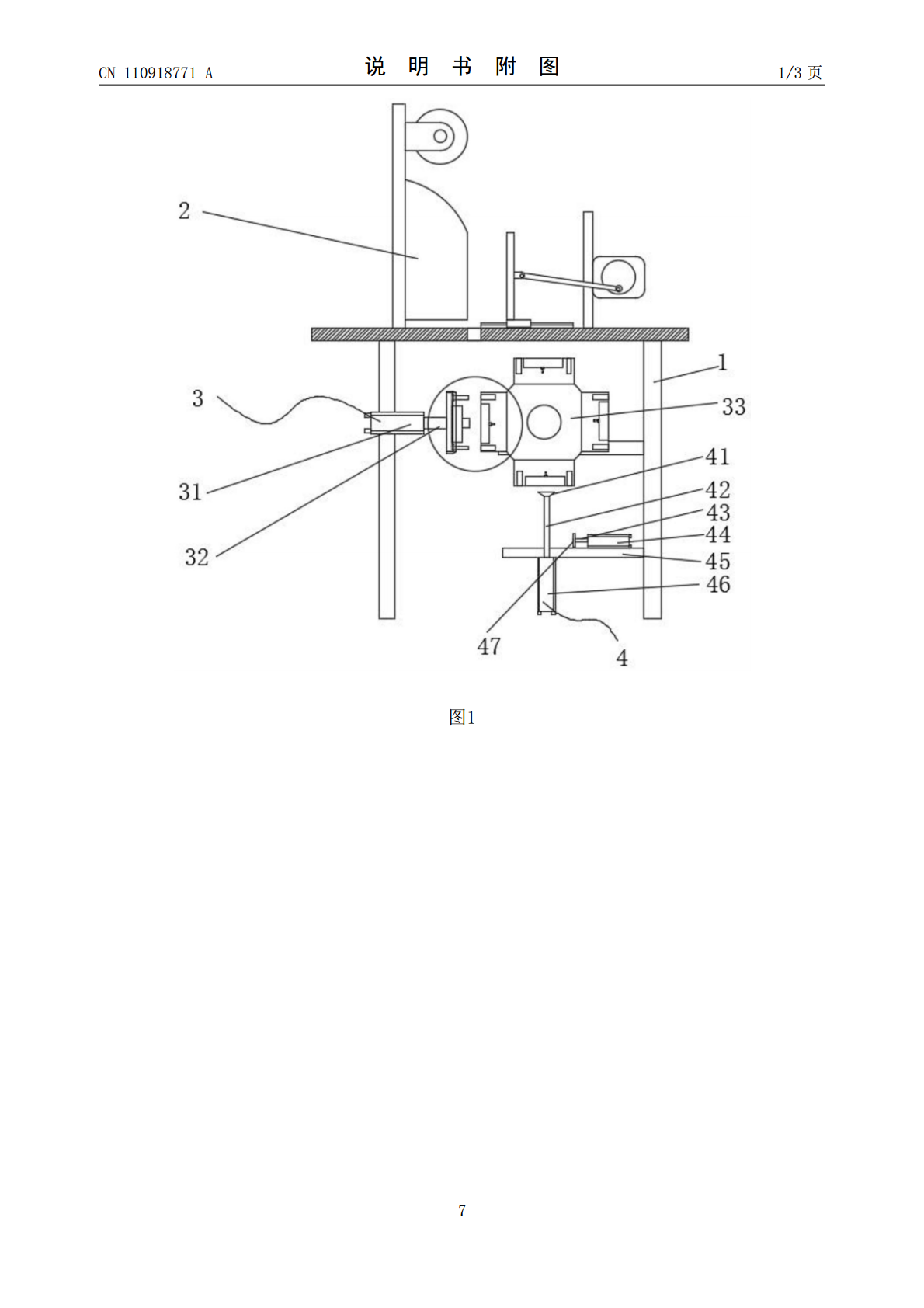
本发明提供一种薄片自动冲压设备,涉及冲压设备技术领域,包括:支撑架、挤压平铺结构、循环成型结构和脱模推送结构,所述挤压平铺结构安装在支撑架的顶侧,所述循环成型结构安装在支撑架的内侧顶部,所述脱模推送结构安装在支撑架的内侧底部通过设置循环成型结构,能够通过旋转电机带动旋转块旋转,能够实现旋转块四周的下模旋转,能够实现四组下模旋转作业,在冲压后,旋转后再进行脱模,能够大大提高冲压效率,通过设置挤压平铺结构,通过挤压电机作业,带动推杆作业,能够实现对挤压板的推动,能够在挤压块的配合作用下,将薄片挤压取直,便于薄
一种止回阀用薄片式阀片自动冲压装置.pdf
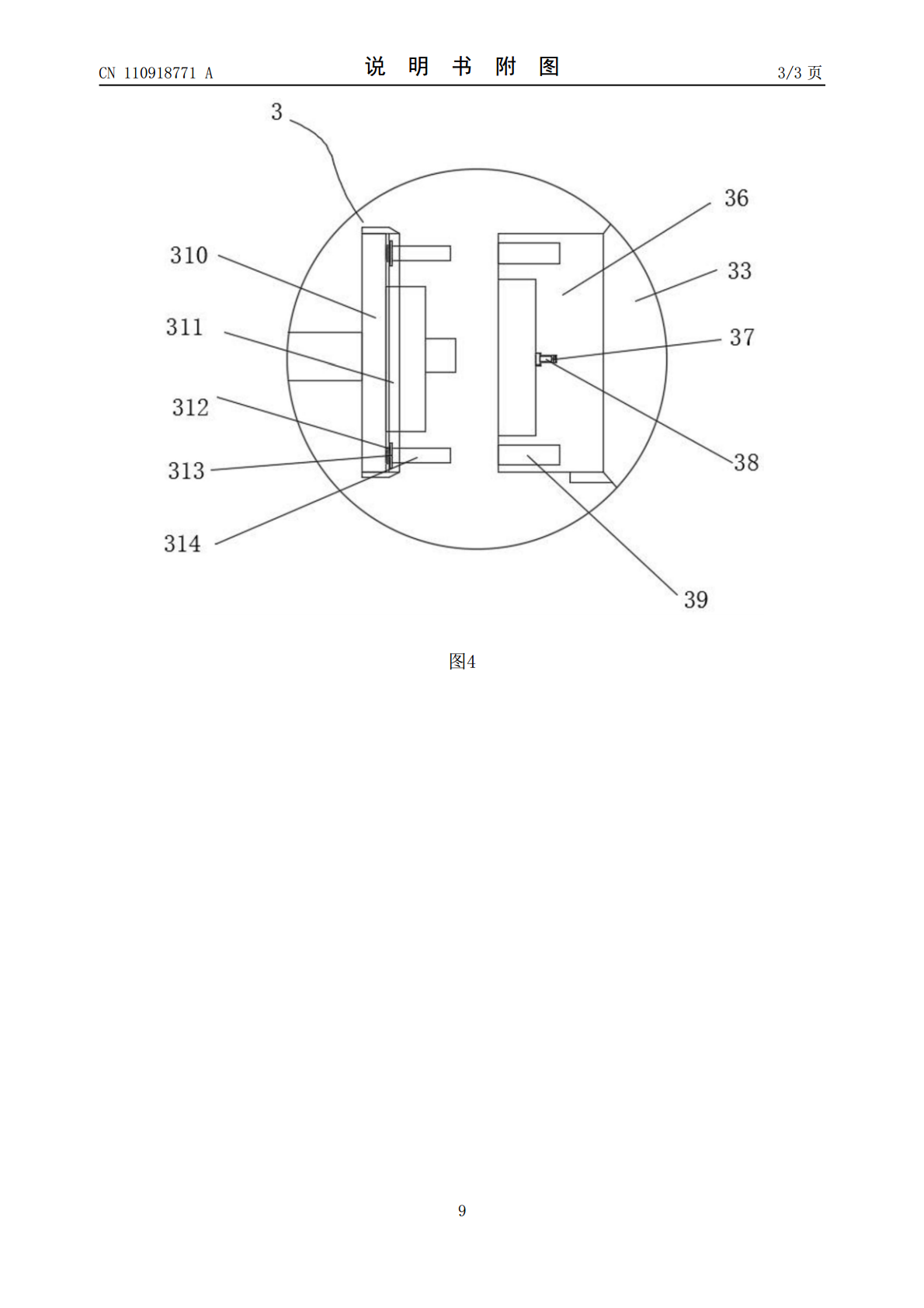
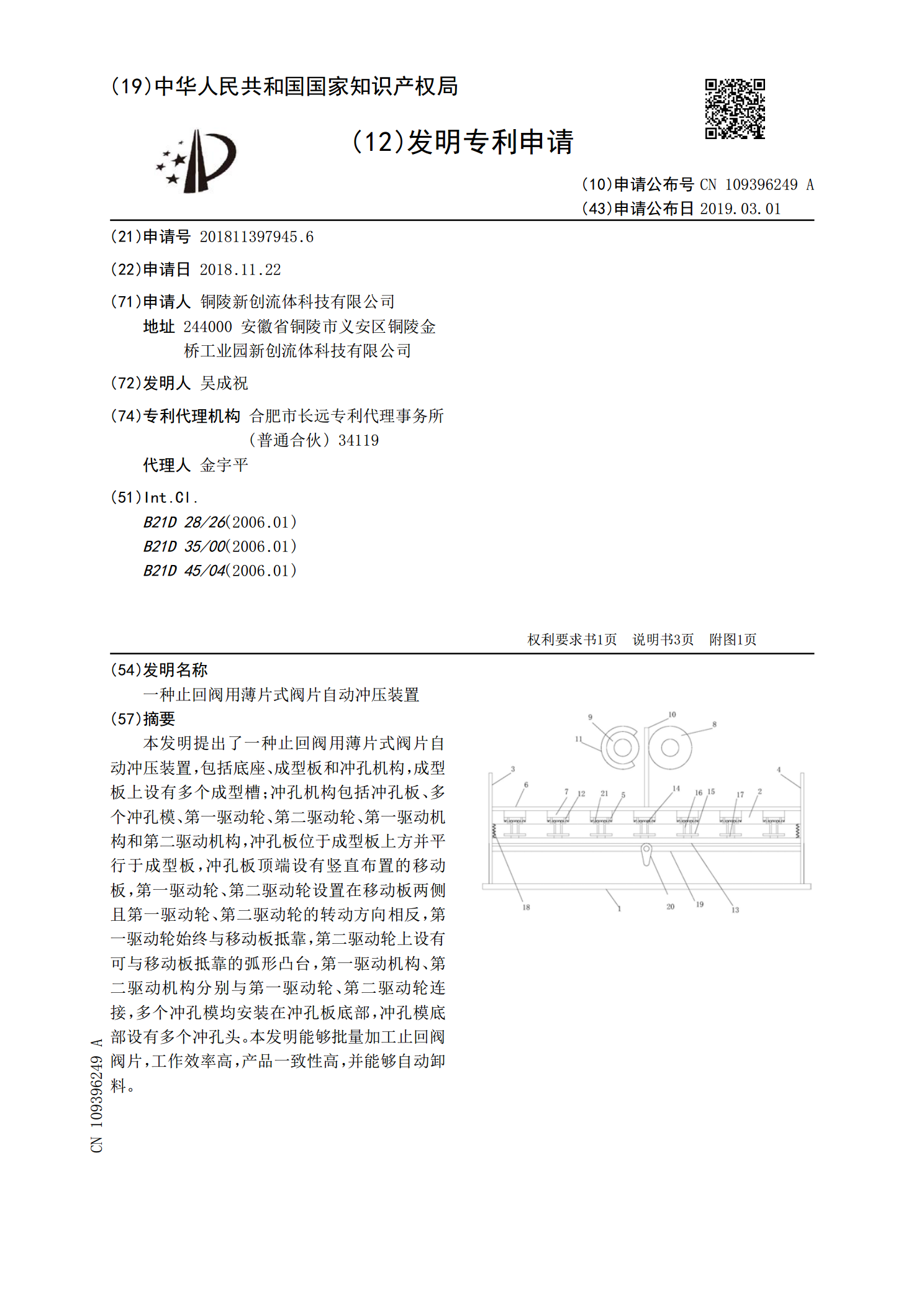
本发明提出了一种止回阀用薄片式阀片自动冲压装置,包括底座、成型板和冲孔机构,成型板上设有多个成型槽;冲孔机构包括冲孔板、多个冲孔模、第一驱动轮、第二驱动轮、第一驱动机构和第二驱动机构,冲孔板位于成型板上方并平行于成型板,冲孔板顶端设有竖直布置的移动板,第一驱动轮、第二驱动轮设置在移动板两侧且第一驱动轮、第二驱动轮的转动方向相反,第一驱动轮始终与移动板抵靠,第二驱动轮上设有可与移动板抵靠的弧形凸台,第一驱动机构、第二驱动机构分别与第一驱动轮、第二驱动轮连接,多个冲孔模均安装在冲孔板底部,冲孔模底部设有多个冲
一种薄片工件的冲压工艺及其设备.pdf
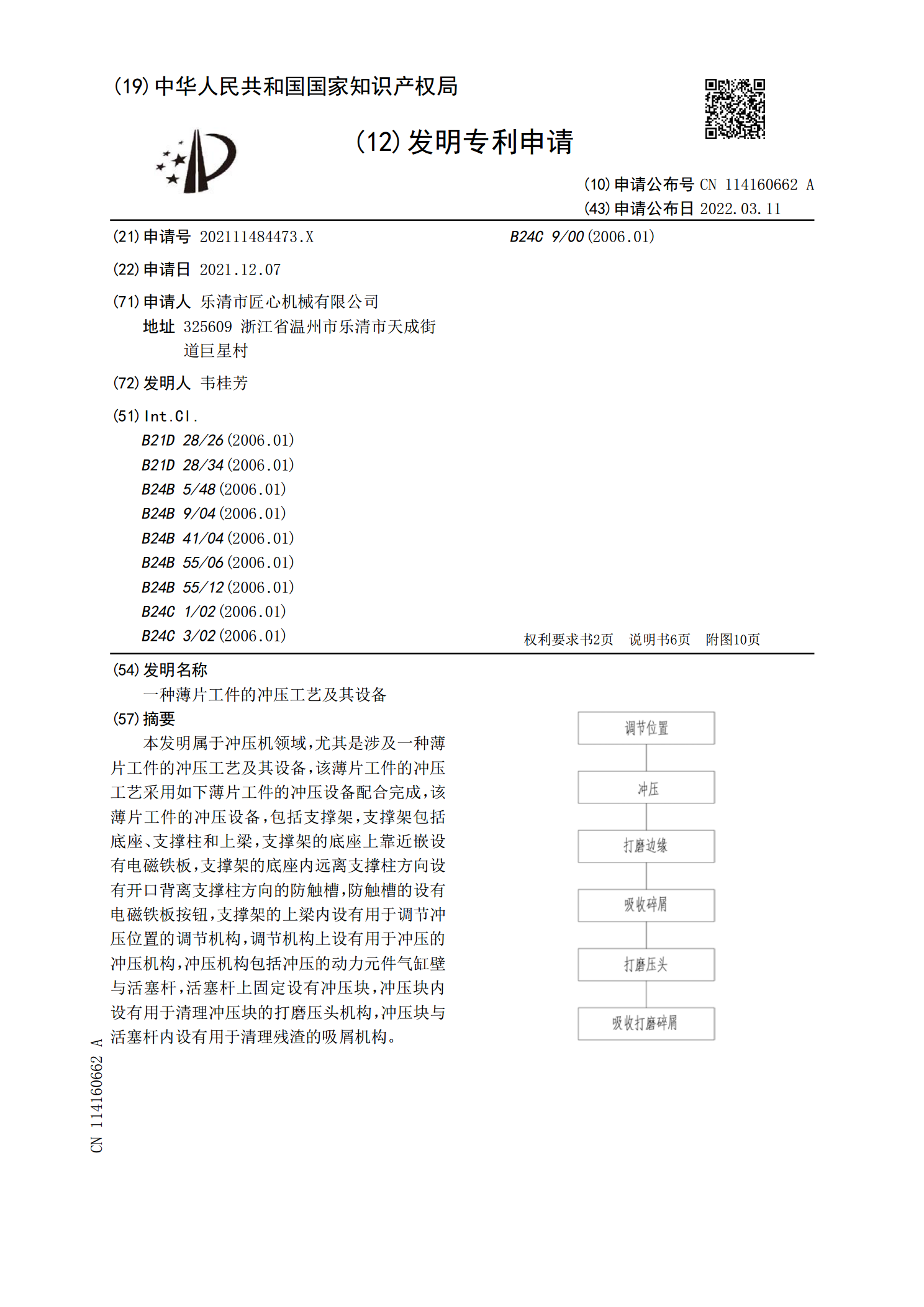
本发明属于冲压机领域,尤其是涉及一种薄片工件的冲压工艺及其设备,该薄片工件的冲压工艺采用如下薄片工件的冲压设备配合完成,该薄片工件的冲压设备,包括支撑架,支撑架包括底座、支撑柱和上梁,支撑架的底座上靠近嵌设有电磁铁板,支撑架的底座内远离支撑柱方向设有开口背离支撑柱方向的防触槽,防触槽的设有电磁铁板按钮,支撑架的上梁内设有用于调节冲压位置的调节机构,调节机构上设有用于冲压的冲压机构,冲压机构包括冲压的动力元件气缸壁与活塞杆,活塞杆上固定设有冲压块,冲压块内设有用于清理冲压块的打磨压头机构,冲压块与活塞杆内设

一种自动旋转冲压设备及冲压工艺.pdf
本发明属于冲压加工领域,一种自动旋转冲压设备,包括上模板、下模板、旋转机构和压紧机构;所述下模板上设置有凹模座,所述凹模座上设置有具有冲压孔的凹模,所述的上模板上设置有与所述冲压孔相对应的凸模;所述的旋转机构包括依次传动连接的驱动电机、主动齿轮和从动齿轮,所述的从动齿轮转动设置在凹模外围,所述从动齿轮上设置有用于坯料定位的定位机构;所述的压紧机构与所述从动齿轮相对设置,包括推板和驱动所述推板靠近或远离凹模的动力机构。利用单冲孔模具的结构,增加产品旋转定位机构和自动排屑机构,解决了侧孔一致性问题,提升加工效
一种自动冲压设备.pdf
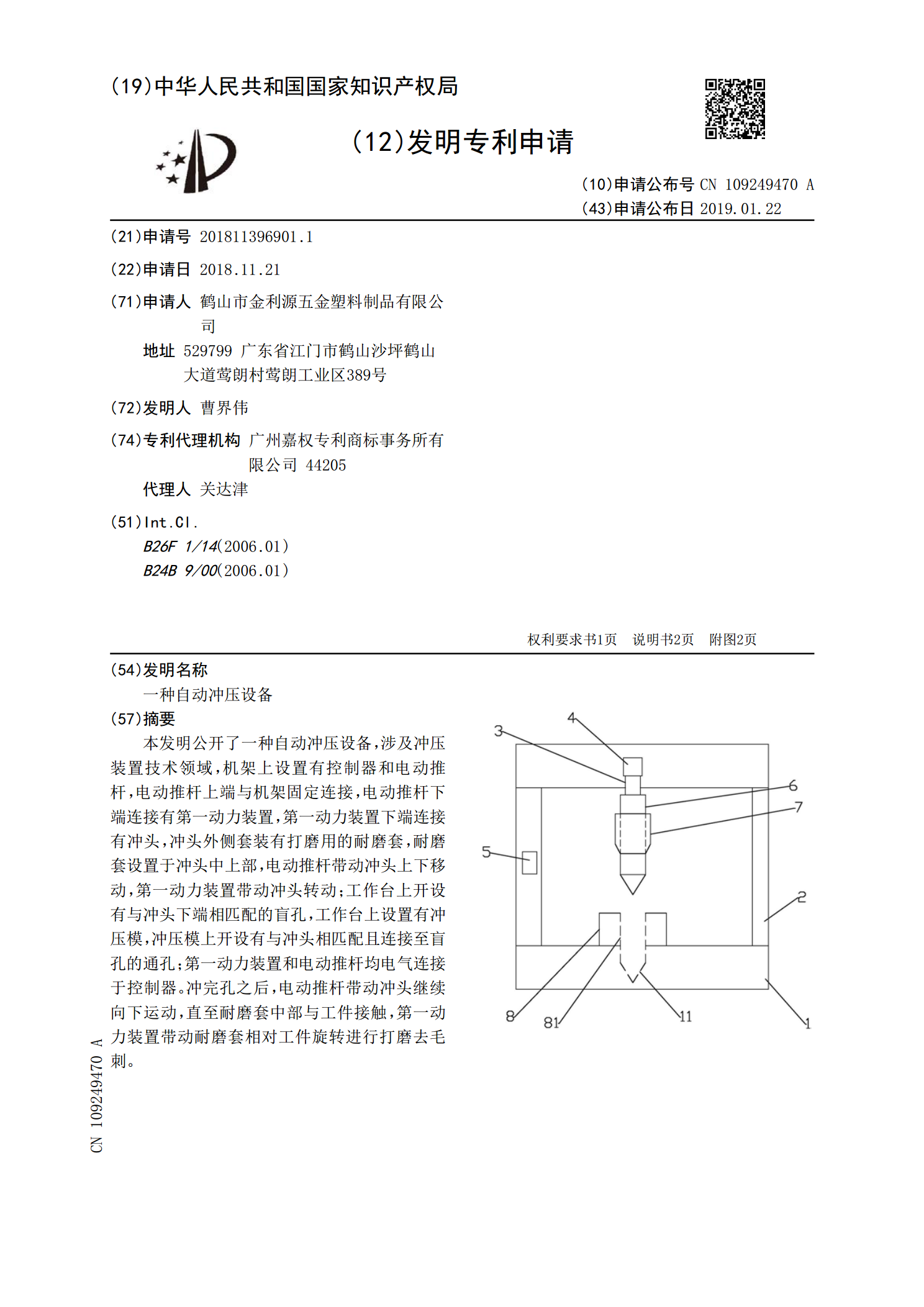
本发明公开了一种自动冲压设备,涉及冲压装置技术领域,机架上设置有控制器和电动推杆,电动推杆上端与机架固定连接,电动推杆下端连接有第一动力装置,第一动力装置下端连接有冲头,冲头外侧套装有打磨用的耐磨套,耐磨套设置于冲头中上部,电动推杆带动冲头上下移动,第一动力装置带动冲头转动;工作台上开设有与冲头下端相匹配的盲孔,工作台上设置有冲压模,冲压模上开设有与冲头相匹配且连接至盲孔的通孔;第一动力装置和电动推杆均电气连接于控制器。冲完孔之后,电动推杆带动冲头继续向下运动,直至耐磨套中部与工件接触,第一动力装置带动耐