
一种控制零件成型变形的工装型面补偿方法.pdf

莉娜****ua

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种控制零件成型变形的工装型面补偿方法.pdf
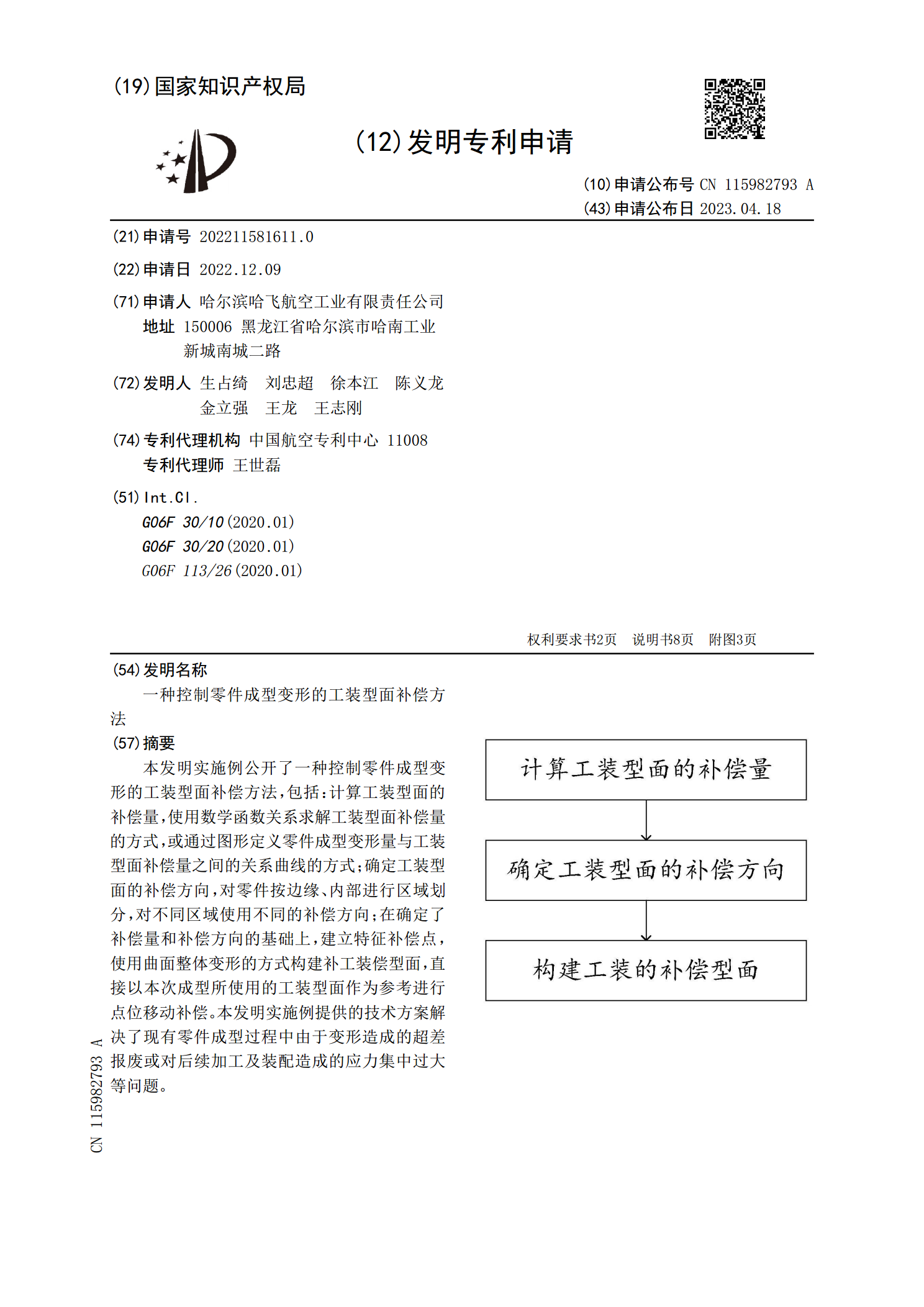
本发明实施例公开了一种控制零件成型变形的工装型面补偿方法,包括:计算工装型面的补偿量,使用数学函数关系求解工装型面补偿量的方式,或通过图形定义零件成型变形量与工装型面补偿量之间的关系曲线的方式;确定工装型面的补偿方向,对零件按边缘、内部进行区域划分,对不同区域使用不同的补偿方向;在确定了补偿量和补偿方向的基础上,建立特征补偿点,使用曲面整体变形的方式构建补工装偿型面,直接以本次成型所使用的工装型面作为参考进行点位移动补偿。本发明实施例提供的技术方案解决了现有零件成型过程中由于变形造成的超差报废或对后续加工
一种型面复杂的复合材料零件成型工艺方法.pdf
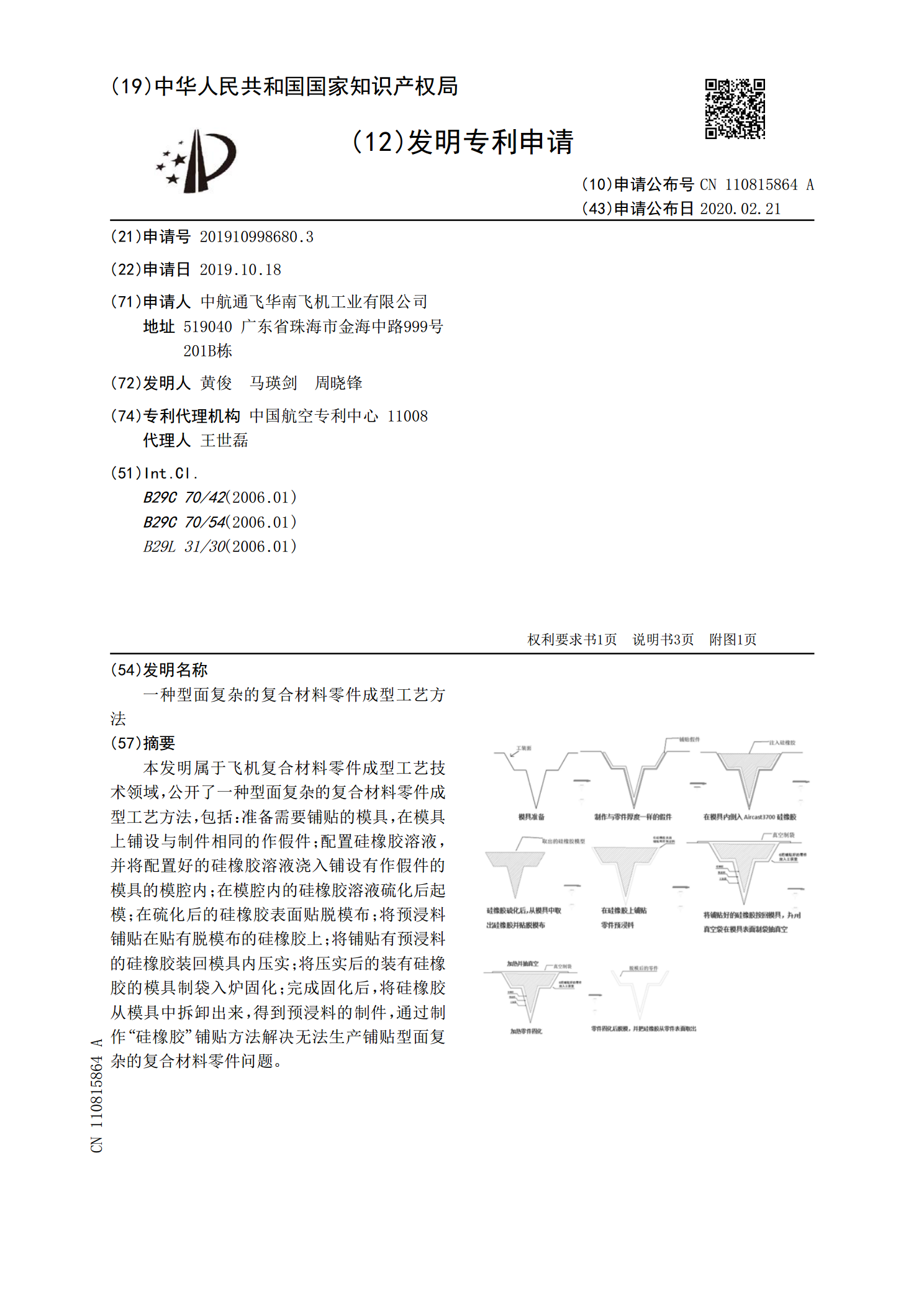
本发明属于飞机复合材料零件成型工艺技术领域,公开了一种型面复杂的复合材料零件成型工艺方法,包括:准备需要铺贴的模具,在模具上铺设与制件相同的作假件;配置硅橡胶溶液,并将配置好的硅橡胶溶液浇入铺设有作假件的模具的模腔内;在模腔内的硅橡胶溶液硫化后起模;在硫化后的硅橡胶表面贴脱模布;将预浸料铺贴在贴有脱模布的硅橡胶上;将铺贴有预浸料的硅橡胶装回模具内压实;将压实后的装有硅橡胶的模具制袋入炉固化;完成固化后,将硅橡胶从模具中拆卸出来,得到预浸料的制件,通过制作“硅橡胶”铺贴方法解决无法生产铺贴型面复杂的复合材料
控制内花键变形的热处理方法及其内花键变形补偿工装.pdf
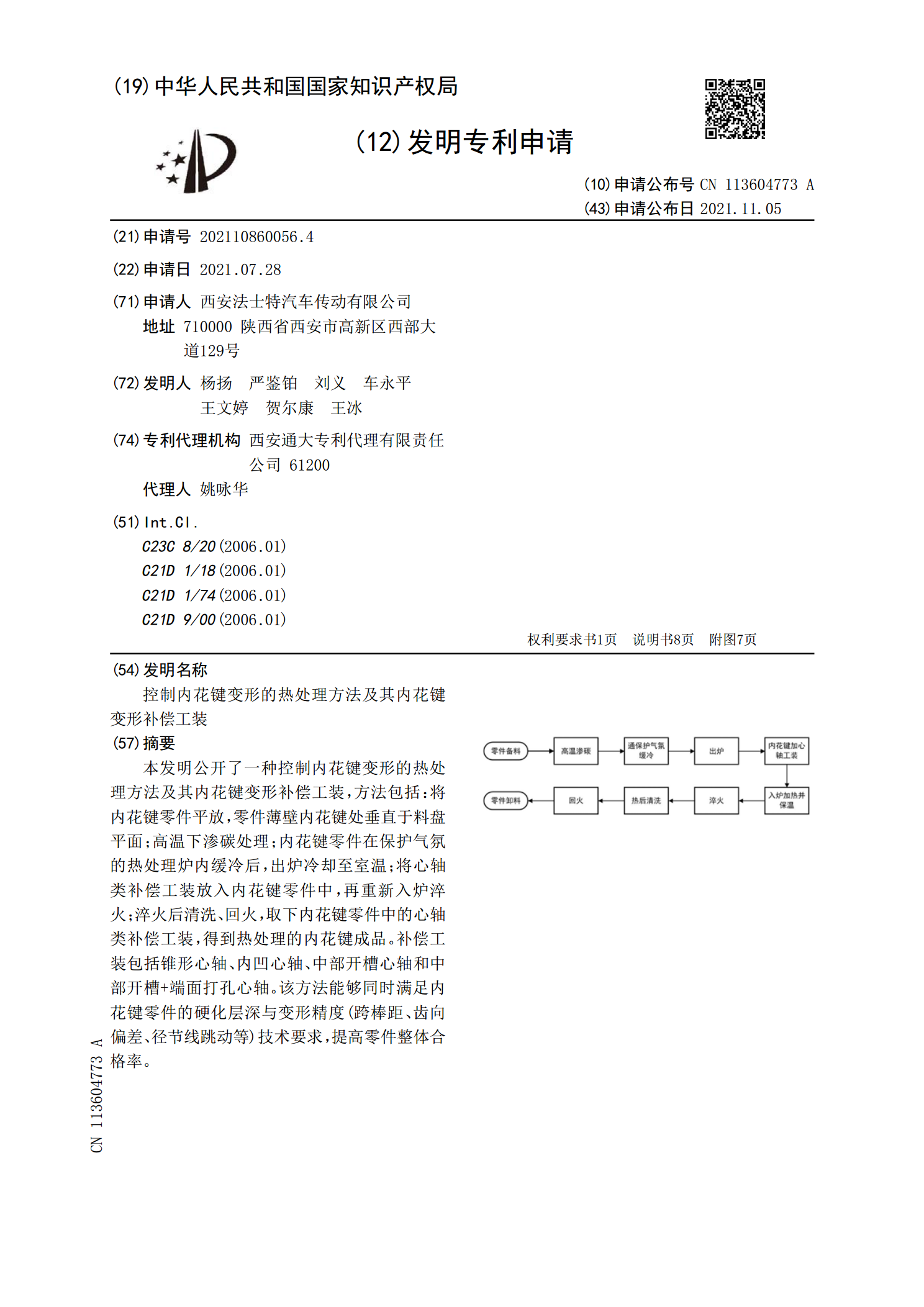
本发明公开了一种控制内花键变形的热处理方法及其内花键变形补偿工装,方法包括:将内花键零件平放,零件薄壁内花键处垂直于料盘平面;高温下渗碳处理;内花键零件在保护气氛的热处理炉内缓冷后,出炉冷却至室温;将心轴类补偿工装放入内花键零件中,再重新入炉淬火;淬火后清洗、回火,取下内花键零件中的心轴类补偿工装,得到热处理的内花键成品。补偿工装包括锥形心轴、内凹心轴、中部开槽心轴和中部开槽+端面打孔心轴。该方法能够同时满足内花键零件的硬化层深与变形精度(跨棒距、齿向偏差、径节线跳动等)技术要求,提高零件整体合格率。
一种减小复材零件变形的成型方法.pdf
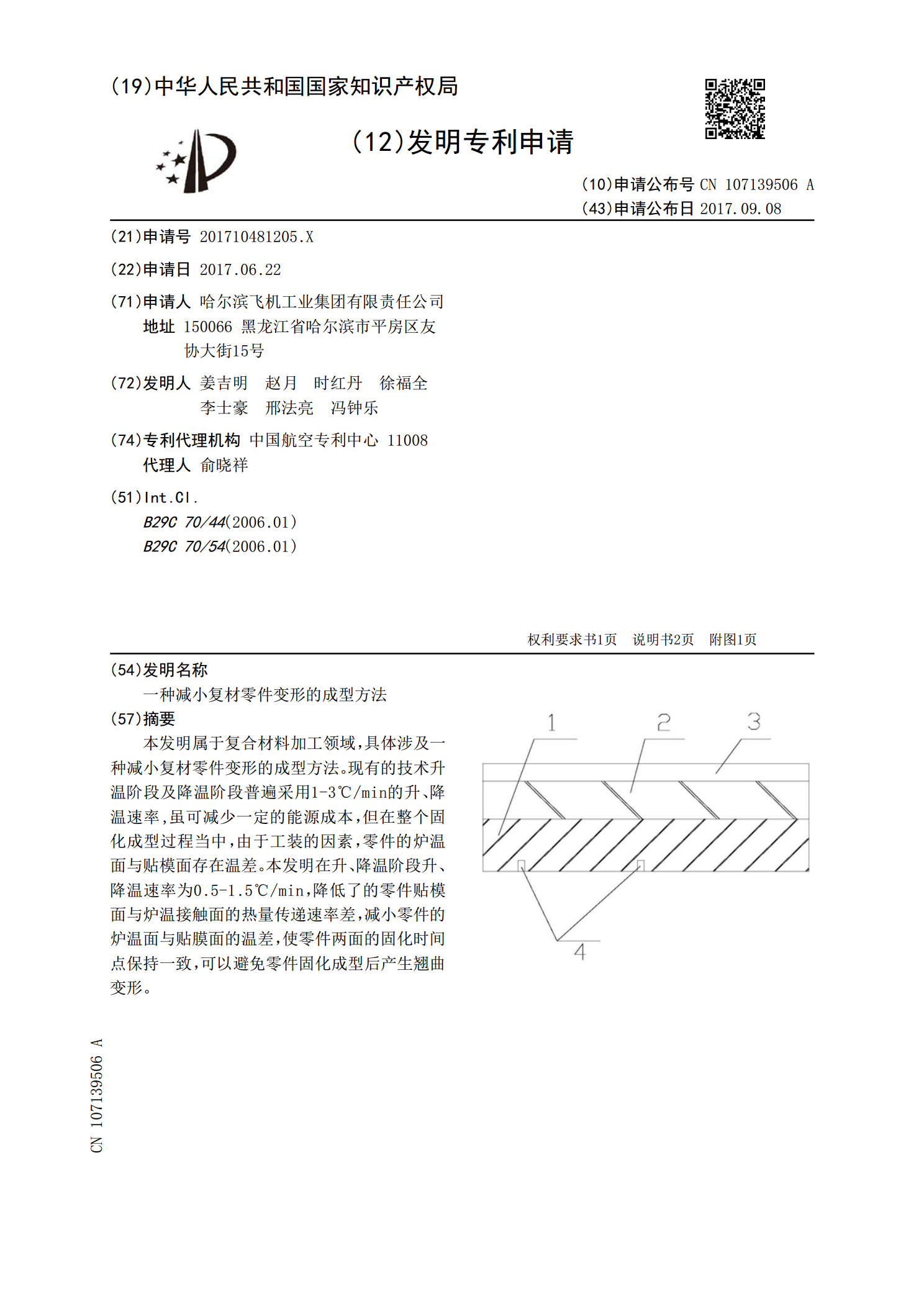
本发明属于复合材料加工领域,具体涉及一种减小复材零件变形的成型方法。现有的技术升温阶段及降温阶段普遍采用1‑3℃/min的升、降温速率,虽可减少一定的能源成本,但在整个固化成型过程当中,由于工装的因素,零件的炉温面与贴模面存在温差。本发明在升、降温阶段升、降温速率为0.5‑1.5℃/min,降低了的零件贴模面与炉温接触面的热量传递速率差,减小零件的炉温面与贴膜面的温差,使零件两面的固化时间点保持一致,可以避免零件固化成型后产生翘曲变形。

一种针对压力机挠度变形的大型冲压模具型面补偿方法.pdf
本发明涉及一种针对压力机挠度变形的模具型面补偿方法,其特征在于具体的步骤如下:首先获得压力机挠度分布图,再确定模具型面变形量:在拉延或翻边成形类冲压模具的模面设计阶段,对上(下)模型面采取与压力机工作台挠度变形同(反)向的映射变形补偿,补偿范围为凸模轮廓向内侧偏移0.1mm的位置,补偿量参照压力机挠度分布图。模具型面整体变形补偿处理采取平面变形映射驱动,运用平面变形映射驱动模具型面整体变形,获得补偿后的模具型面。可大幅减少模具调试时的钳工手工研修量。