
一种型面复杂的复合材料零件成型工艺方法.pdf

是你****枝呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种型面复杂的复合材料零件成型工艺方法.pdf
本发明属于飞机复合材料零件成型工艺技术领域,公开了一种型面复杂的复合材料零件成型工艺方法,包括:准备需要铺贴的模具,在模具上铺设与制件相同的作假件;配置硅橡胶溶液,并将配置好的硅橡胶溶液浇入铺设有作假件的模具的模腔内;在模腔内的硅橡胶溶液硫化后起模;在硫化后的硅橡胶表面贴脱模布;将预浸料铺贴在贴有脱模布的硅橡胶上;将铺贴有预浸料的硅橡胶装回模具内压实;将压实后的装有硅橡胶的模具制袋入炉固化;完成固化后,将硅橡胶从模具中拆卸出来,得到预浸料的制件,通过制作“硅橡胶”铺贴方法解决无法生产铺贴型面复杂的复合材料
一种复杂型面管材的加工成型方法.pdf
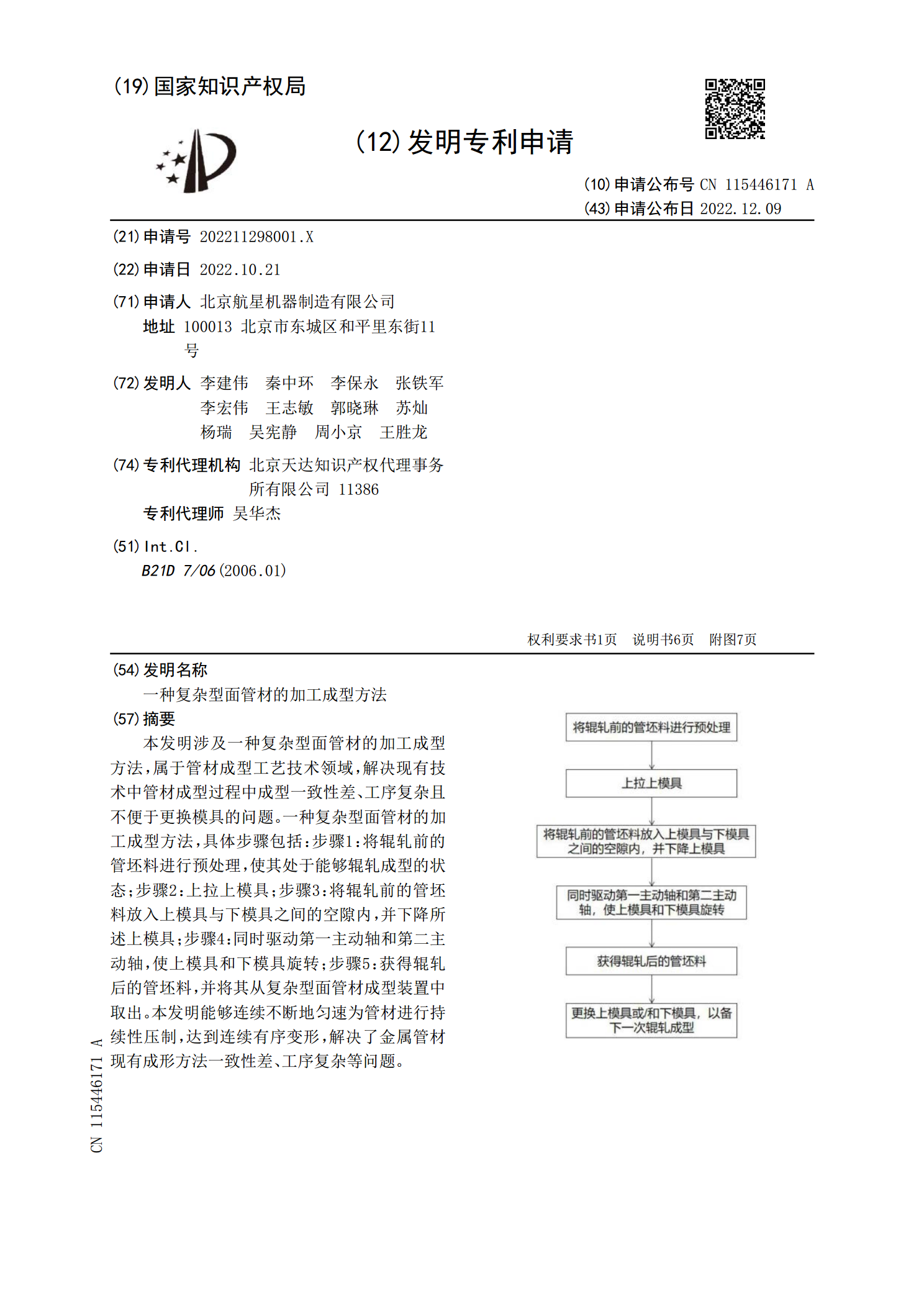
本发明涉及一种复杂型面管材的加工成型方法,属于管材成型工艺技术领域,解决现有技术中管材成型过程中成型一致性差、工序复杂且不便于更换模具的问题。一种复杂型面管材的加工成型方法,具体步骤包括:步骤1:将辊轧前的管坯料进行预处理,使其处于能够辊轧成型的状态;步骤2:上拉上模具;步骤3:将辊轧前的管坯料放入上模具与下模具之间的空隙内,并下降所述上模具;步骤4:同时驱动第一主动轴和第二主动轴,使上模具和下模具旋转;步骤5:获得辊轧后的管坯料,并将其从复杂型面管材成型装置中取出。本发明能够连续不断地匀速为管材进行持续
一种控制零件成型变形的工装型面补偿方法.pdf
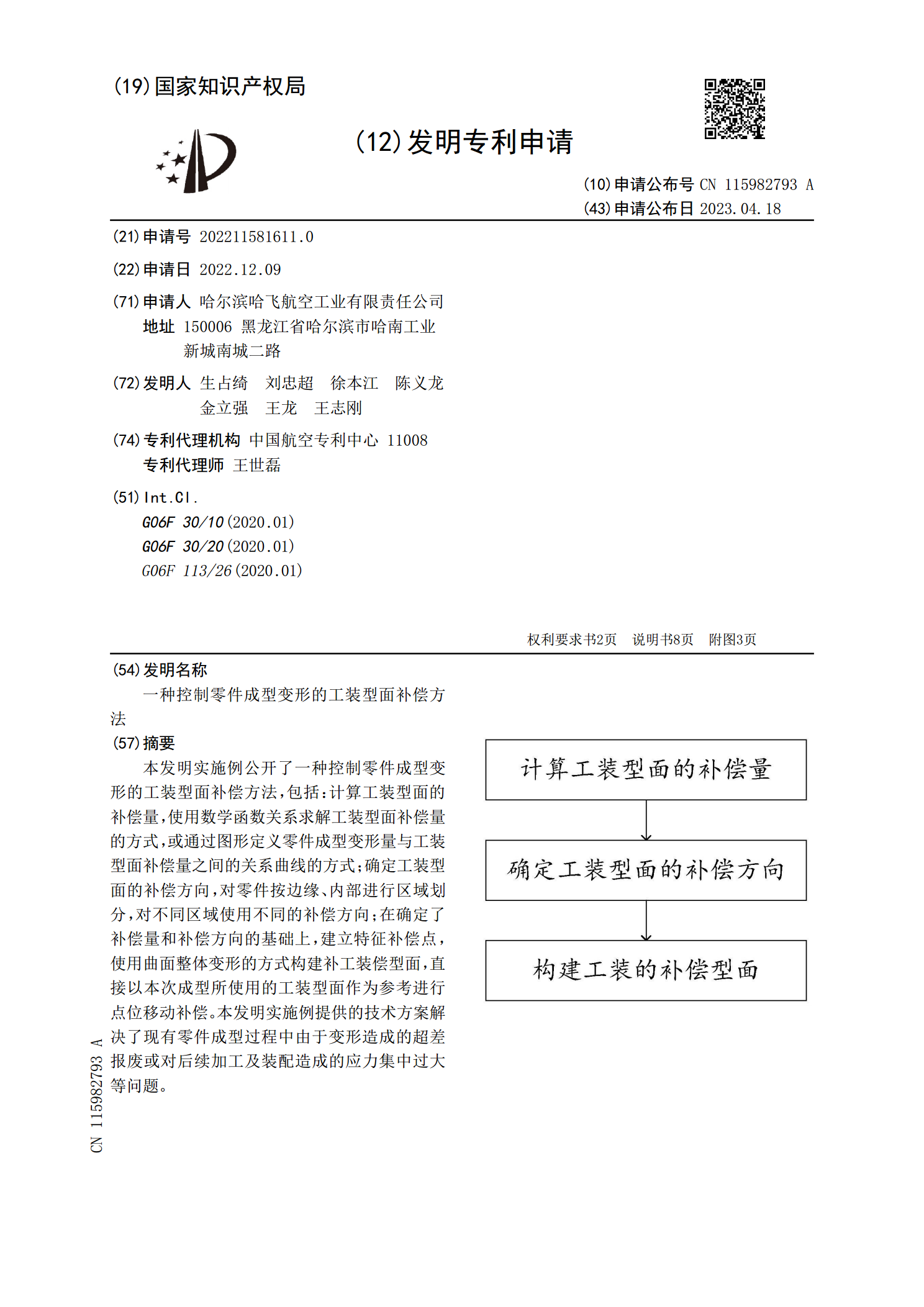
本发明实施例公开了一种控制零件成型变形的工装型面补偿方法,包括:计算工装型面的补偿量,使用数学函数关系求解工装型面补偿量的方式,或通过图形定义零件成型变形量与工装型面补偿量之间的关系曲线的方式;确定工装型面的补偿方向,对零件按边缘、内部进行区域划分,对不同区域使用不同的补偿方向;在确定了补偿量和补偿方向的基础上,建立特征补偿点,使用曲面整体变形的方式构建补工装偿型面,直接以本次成型所使用的工装型面作为参考进行点位移动补偿。本发明实施例提供的技术方案解决了现有零件成型过程中由于变形造成的超差报废或对后续加工
复杂型面钛合金零件结构的制备方法.pdf
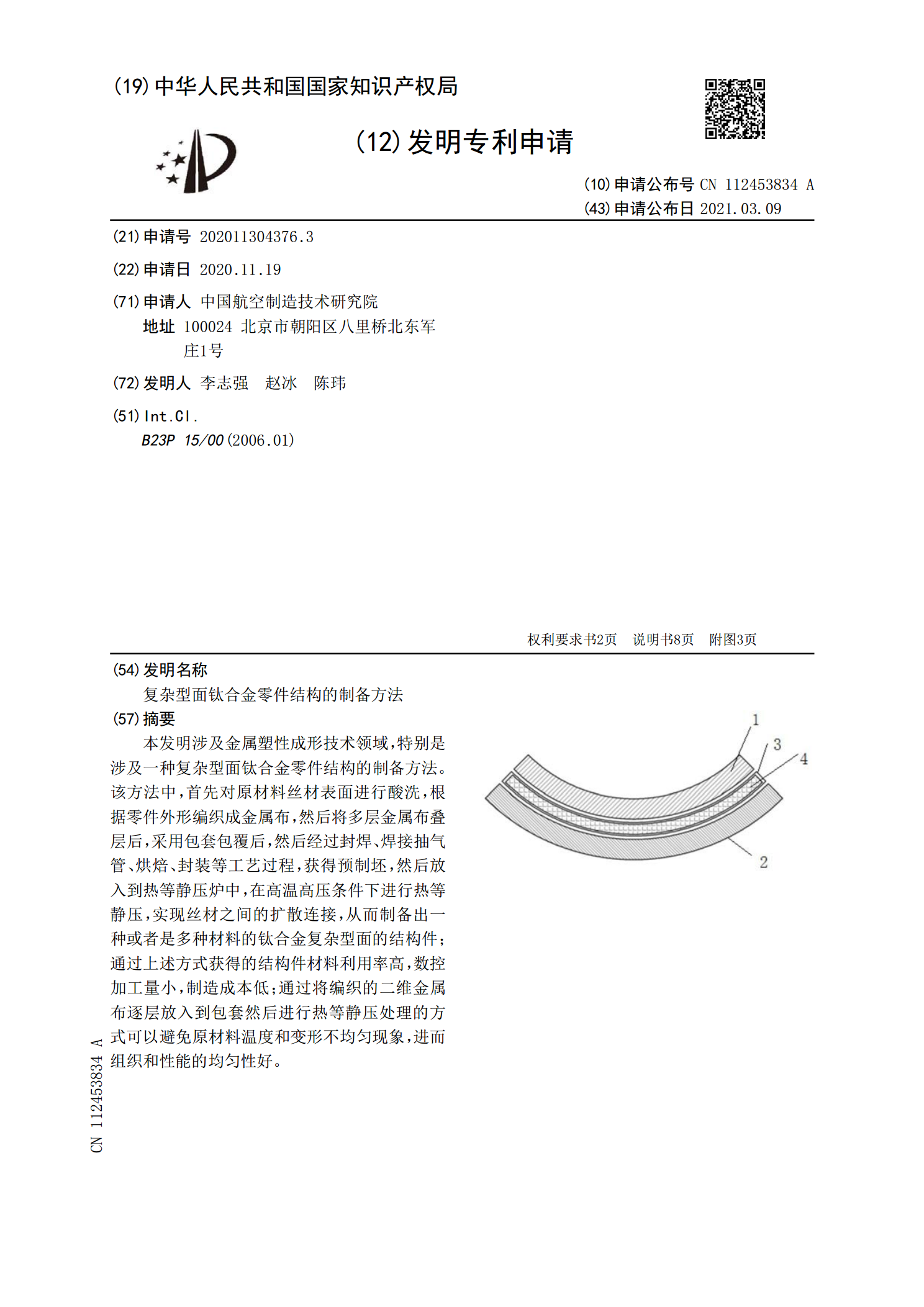
本发明涉及金属塑性成形技术领域,特别是涉及一种复杂型面钛合金零件结构的制备方法。该方法中,首先对原材料丝材表面进行酸洗,根据零件外形编织成金属布,然后将多层金属布叠层后,采用包套包覆后,然后经过封焊、焊接抽气管、烘焙、封装等工艺过程,获得预制坯,然后放入到热等静压炉中,在高温高压条件下进行热等静压,实现丝材之间的扩散连接,从而制备出一种或者是多种材料的钛合金复杂型面的结构件;通过上述方式获得的结构件材料利用率高,数控加工量小,制造成本低;通过将编织的二维金属布逐层放入到包套然后进行热等静压处理的方式可以避

一种复杂内流道型芯成型方法.pdf
本发明公开了一种复杂内流道型芯成型方法,包括:金属外壳(1)、形状保持砂2的复杂内流道型芯。本发明通过用增材制造方法获得高精度、表面光滑的内流道空腔轮廓。通过电化学增材,获得复杂内流道型芯的金属外壳(1),并通过高溃散性的形状保持砂(2)对流道金属外壳(1)进行填充,以提高复杂内流道型芯的强度。最后在铸造时,复杂内流道型芯的金属外壳(1)与铸造金属熔液通过原子扩散,融为一体,获得高精度、表面光滑的内流道铸件;冷却后,高溃散性形状保持砂(2)可轻易倒出。本发明解决了复杂内流道型芯制造时,复杂型芯成形难、型芯