
一种减小复材零件变形的成型方法.pdf

书生****写意

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减小复材零件变形的成型方法.pdf
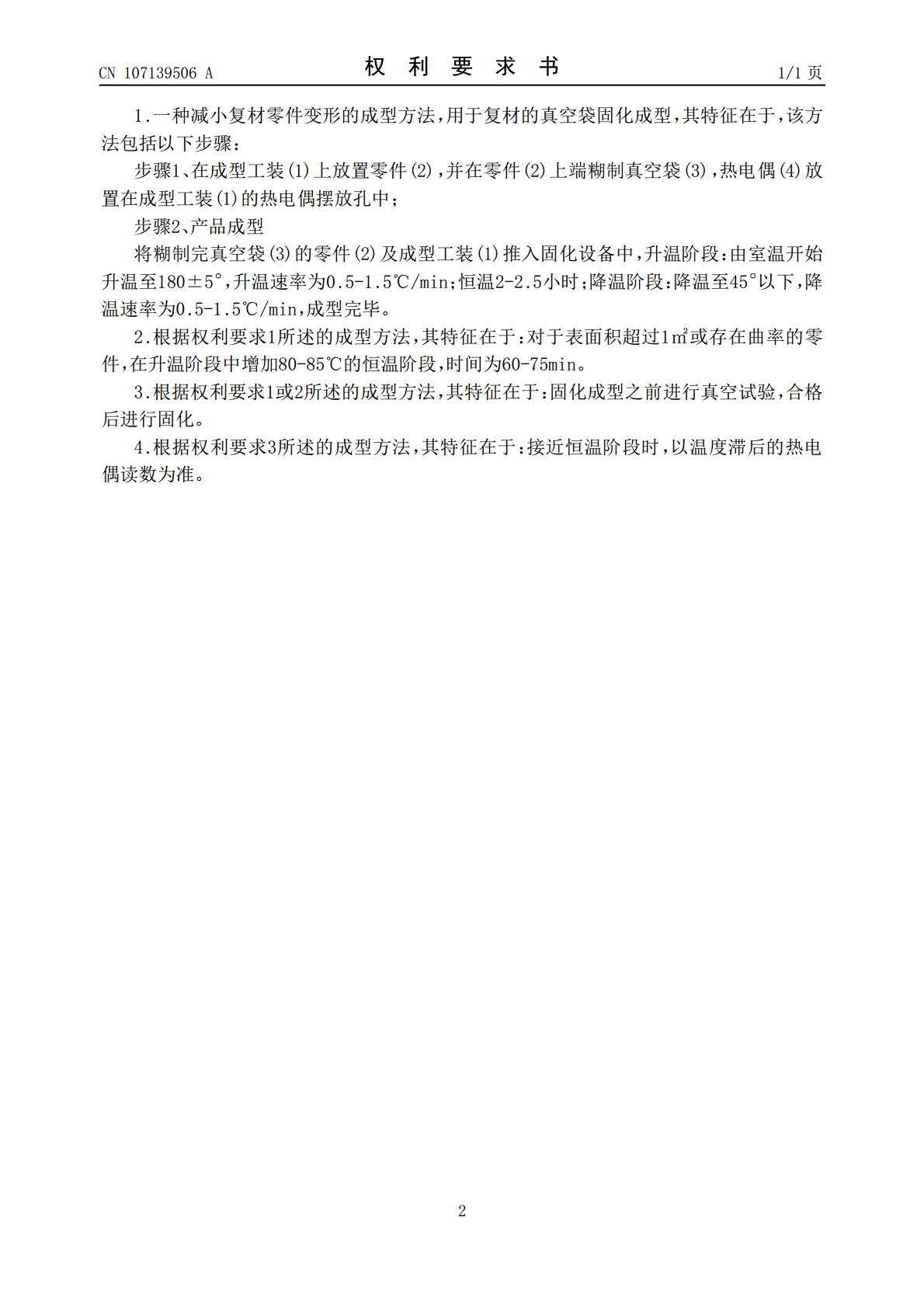
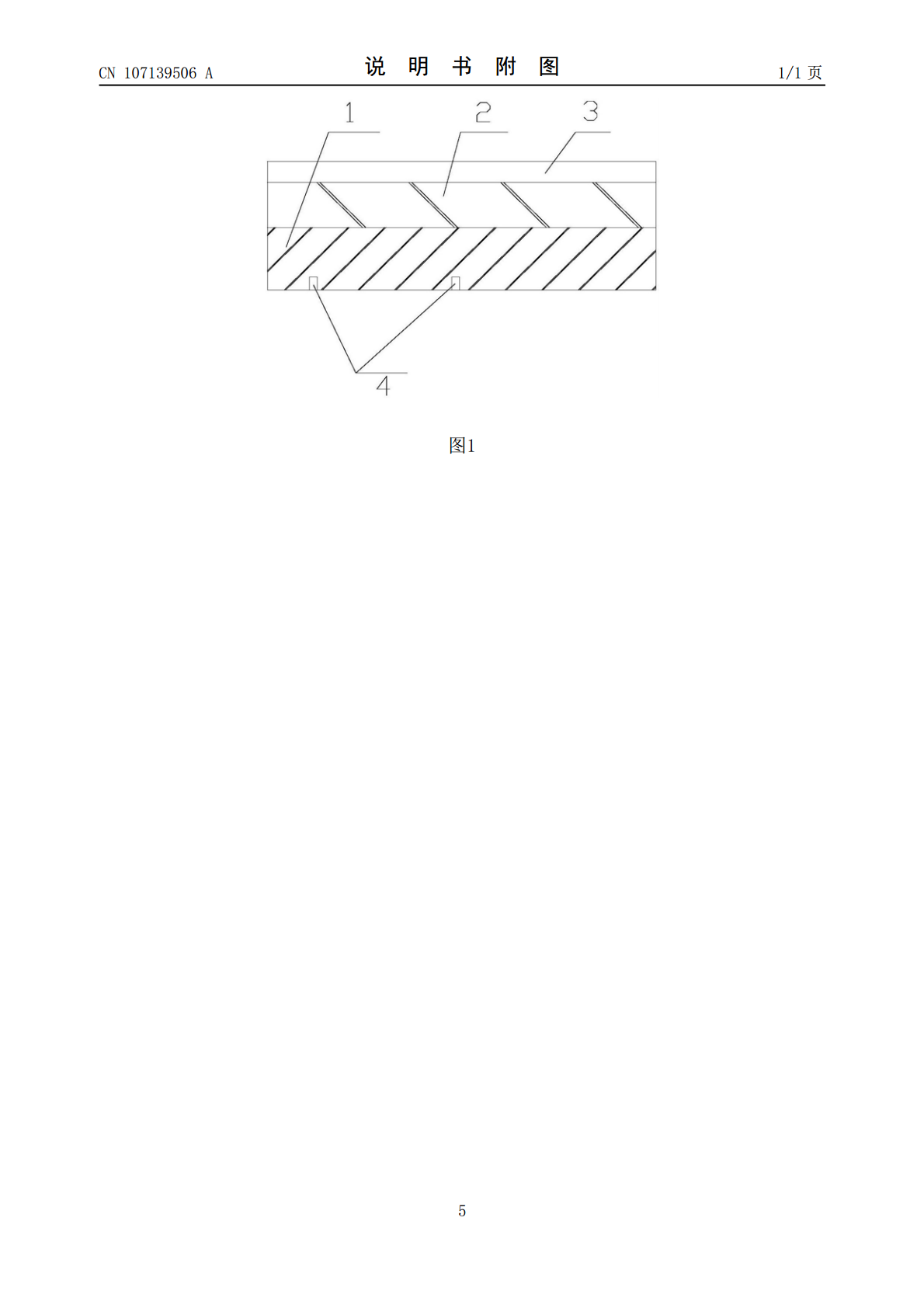
本发明属于复合材料加工领域,具体涉及一种减小复材零件变形的成型方法。现有的技术升温阶段及降温阶段普遍采用1‑3℃/min的升、降温速率,虽可减少一定的能源成本,但在整个固化成型过程当中,由于工装的因素,零件的炉温面与贴模面存在温差。本发明在升、降温阶段升、降温速率为0.5‑1.5℃/min,降低了的零件贴模面与炉温接触面的热量传递速率差,减小零件的炉温面与贴膜面的温差,使零件两面的固化时间点保持一致,可以避免零件固化成型后产生翘曲变形。

复材成型工艺.doc
(完整word版)复材成型工艺(完整word版)复材成型工艺(完整word版)复材成型工艺成型工艺复合材料成型工艺是复合材料工业的发展基础和条件。随着复合材料应用领域的拓宽,复合材料工业得到迅速发镇,其老的成型工艺日臻完善,新的成型方法不断涌现,目前聚合物基复合材料的成型方法已有20多种,并成功地用于工业生产,如:(1)手糊成型工艺-—湿法铺层成型法;(2)喷射成型工艺;(3)树脂传递模塑成型技术(RTM技术);(4)袋压法(压力袋法)成型;(5)真空袋压成型;(6)热压罐成型技术;(7)液压釜法成型技术
具有挡框的航空复材零件成型工装.pdf
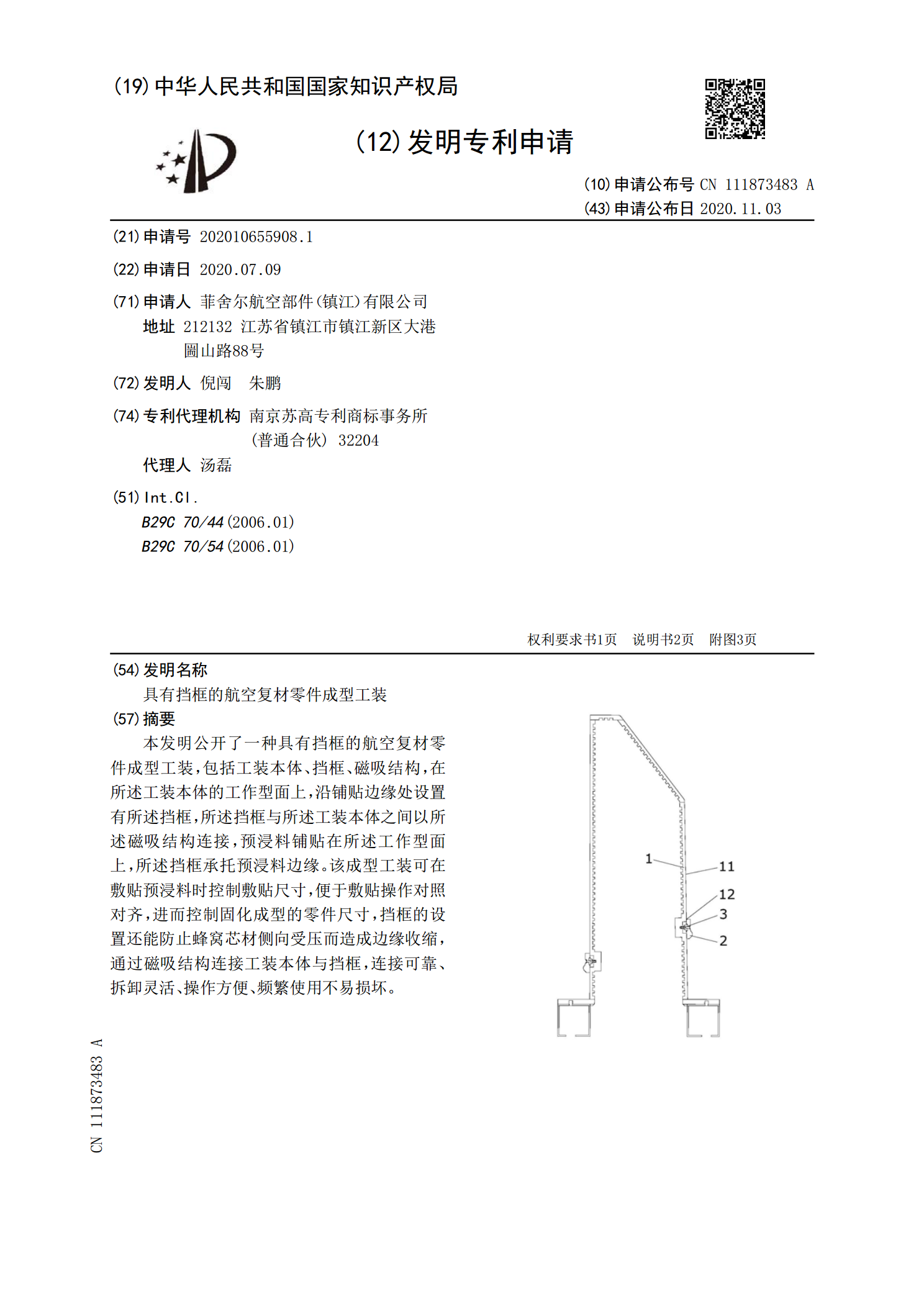
本发明公开了一种具有挡框的航空复材零件成型工装,包括工装本体、挡框、磁吸结构,在所述工装本体的工作型面上,沿铺贴边缘处设置有所述挡框,所述挡框与所述工装本体之间以所述磁吸结构连接,预浸料铺贴在所述工作型面上,所述挡框承托预浸料边缘。该成型工装可在敷贴预浸料时控制敷贴尺寸,便于敷贴操作对照对齐,进而控制固化成型的零件尺寸,挡框的设置还能防止蜂窝芯材侧向受压而造成边缘收缩,通过磁吸结构连接工装本体与挡框,连接可靠、拆卸灵活、操作方便、频繁使用不易损坏。
一种减小复材制品拐角区模压缺陷装置和方法.pdf
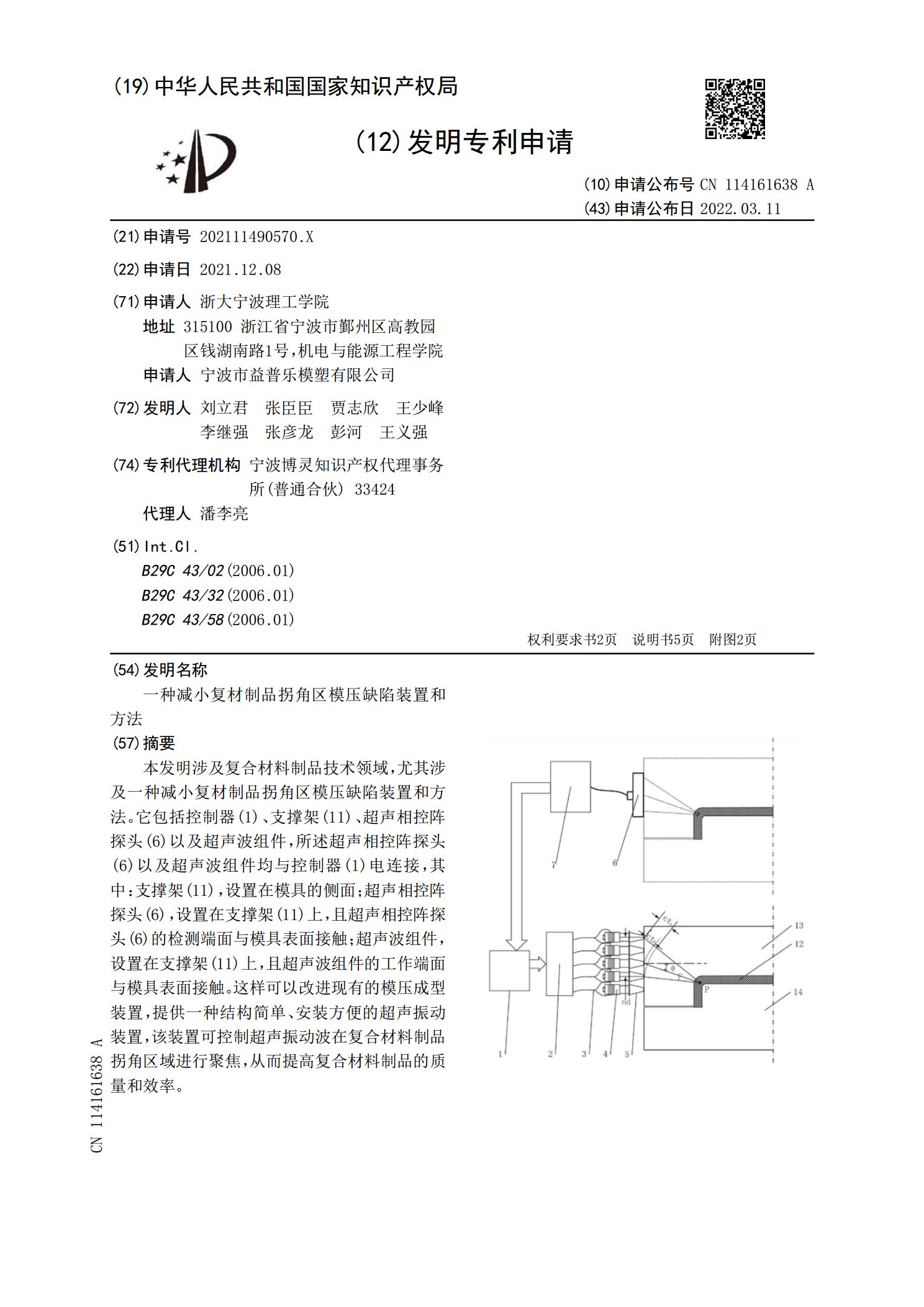
本发明涉及复合材料制品技术领域,尤其涉及一种减小复材制品拐角区模压缺陷装置和方法。它包括控制器(1)、支撑架(11)、超声相控阵探头(6)以及超声波组件,所述超声相控阵探头(6)以及超声波组件均与控制器(1)电连接,其中:支撑架(11),设置在模具的侧面;超声相控阵探头(6),设置在支撑架(11)上,且超声相控阵探头(6)的检测端面与模具表面接触;超声波组件,设置在支撑架(11)上,且超声波组件的工作端面与模具表面接触。这样可以改进现有的模压成型装置,提供一种结构简单、安装方便的超声振动装置,该装置可控制
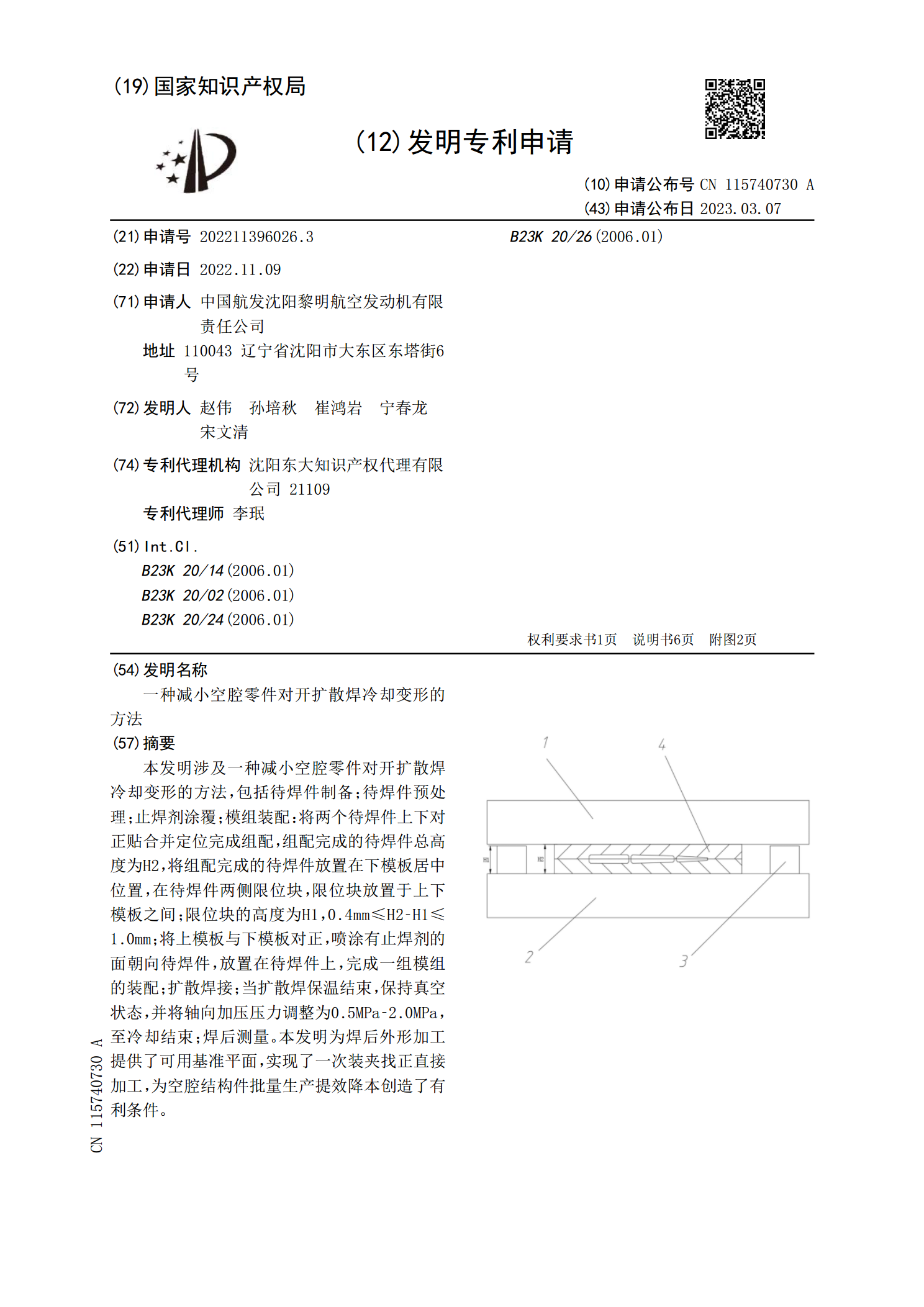
一种减小空腔零件对开扩散焊冷却变形的方法.pdf
本发明涉及一种减小空腔零件对开扩散焊冷却变形的方法,包括待焊件制备;待焊件预处理;止焊剂涂覆;模组装配:将两个待焊件上下对正贴合并定位完成组配,组配完成的待焊件总高度为H2,将组配完成的待焊件放置在下模板居中位置,在待焊件两侧限位块,限位块放置于上下模板之间;限位块的高度为H1,0.4mm≤H2‑H1≤1.0mm;将上模板与下模板对正,喷涂有止焊剂的面朝向待焊件,放置在待焊件上,完成一组模组的装配;扩散焊接;当扩散焊保温结束,保持真空状态,并将轴向加压压力调整为0.5MPa‑2.0MPa,至冷却结束;焊后