
一种针对压力机挠度变形的大型冲压模具型面补偿方法.pdf

fu****级甜


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种针对压力机挠度变形的大型冲压模具型面补偿方法.pdf
本发明涉及一种针对压力机挠度变形的模具型面补偿方法,其特征在于具体的步骤如下:首先获得压力机挠度分布图,再确定模具型面变形量:在拉延或翻边成形类冲压模具的模面设计阶段,对上(下)模型面采取与压力机工作台挠度变形同(反)向的映射变形补偿,补偿范围为凸模轮廓向内侧偏移0.1mm的位置,补偿量参照压力机挠度分布图。模具型面整体变形补偿处理采取平面变形映射驱动,运用平面变形映射驱动模具型面整体变形,获得补偿后的模具型面。可大幅减少模具调试时的钳工手工研修量。
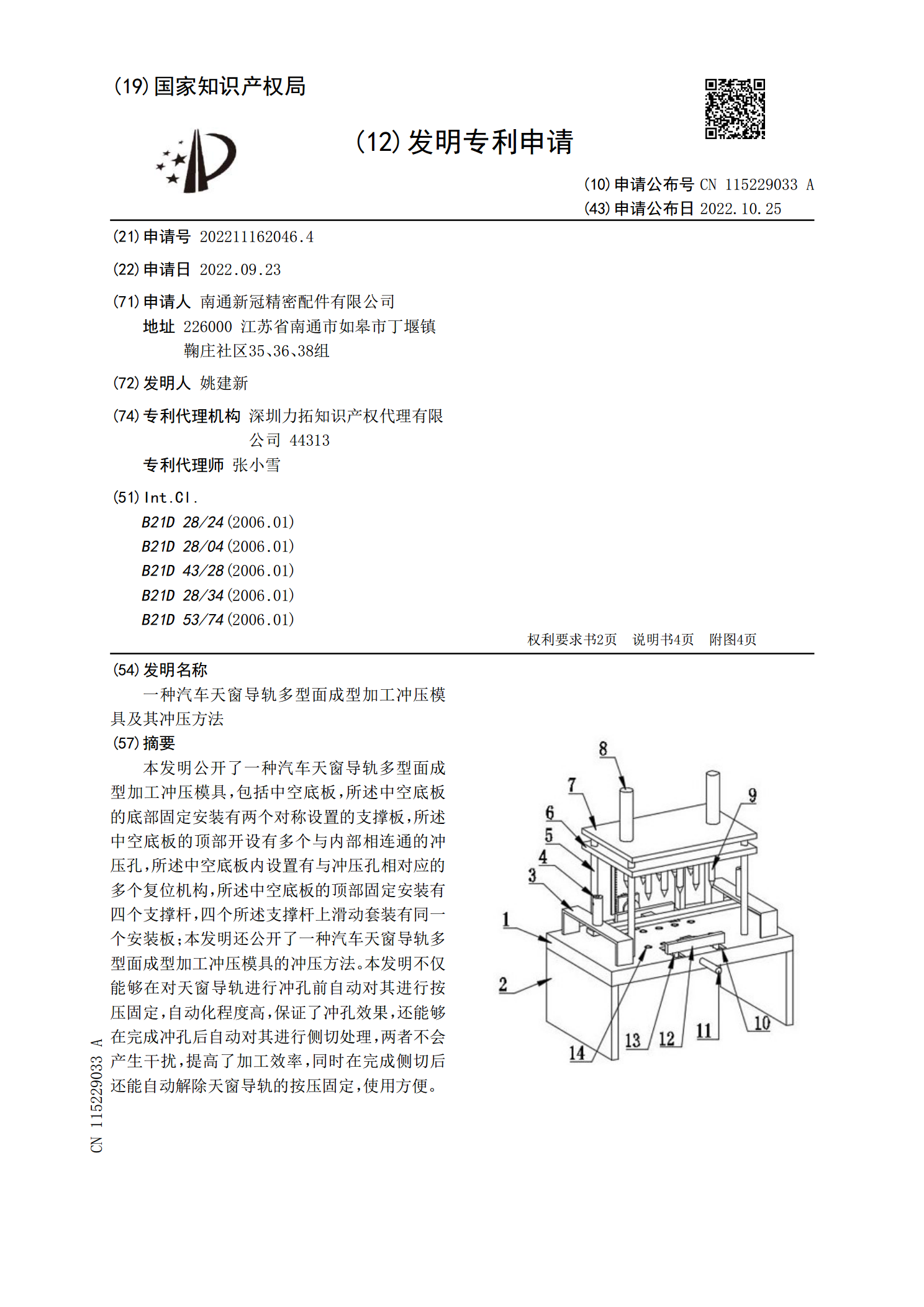
一种汽车天窗导轨多型面成型加工冲压模具及其冲压方法.pdf
本发明公开了一种汽车天窗导轨多型面成型加工冲压模具,包括中空底板,所述中空底板的底部固定安装有两个对称设置的支撑板,所述中空底板的顶部开设有多个与内部相连通的冲压孔,所述中空底板内设置有与冲压孔相对应的多个复位机构,所述中空底板的顶部固定安装有四个支撑杆,四个所述支撑杆上滑动套装有同一个安装板;本发明还公开了一种汽车天窗导轨多型面成型加工冲压模具的冲压方法。本发明不仅能够在对天窗导轨进行冲孔前自动对其进行按压固定,自动化程度高,保证了冲孔效果,还能够在完成冲孔后自动对其进行侧切处理,两者不会产生干扰,提高
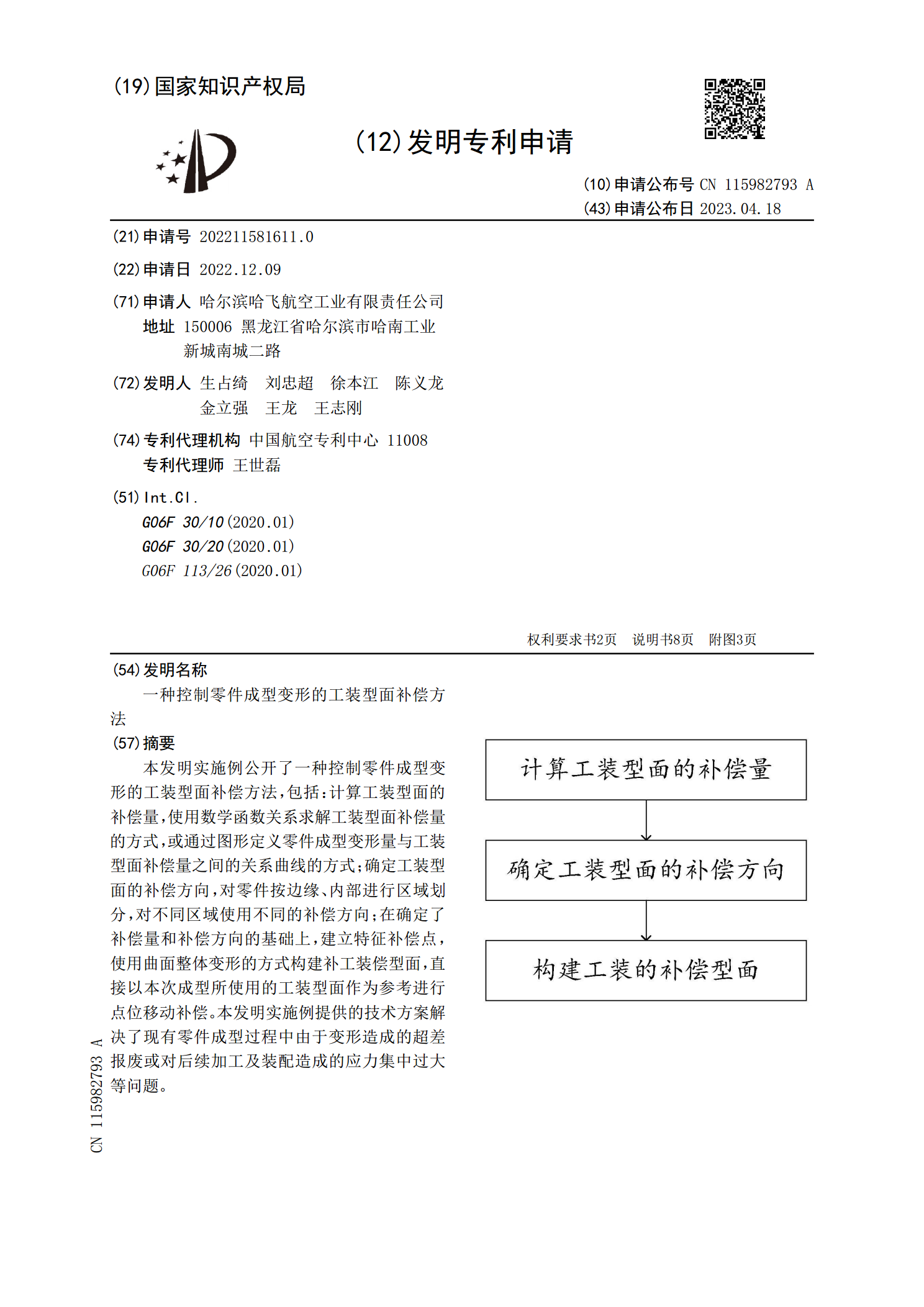
一种控制零件成型变形的工装型面补偿方法.pdf
本发明实施例公开了一种控制零件成型变形的工装型面补偿方法,包括:计算工装型面的补偿量,使用数学函数关系求解工装型面补偿量的方式,或通过图形定义零件成型变形量与工装型面补偿量之间的关系曲线的方式;确定工装型面的补偿方向,对零件按边缘、内部进行区域划分,对不同区域使用不同的补偿方向;在确定了补偿量和补偿方向的基础上,建立特征补偿点,使用曲面整体变形的方式构建补工装偿型面,直接以本次成型所使用的工装型面作为参考进行点位移动补偿。本发明实施例提供的技术方案解决了现有零件成型过程中由于变形造成的超差报废或对后续加工

一种大型冲压模型面精加工方法.pdf
本发明公开了一种大型冲压模型面精加工方法,所述方法包括:首先对大型冲压模型面进行粗加工、半精加工,留精加工余量;在精加工之前,在粗加工后的冲压模型面上加工出若干个圆点作为精加工精度校准点,这些校准点的加工精度必须与冲压模型面精加工精度一致,直径可根据实际需要调整;接着对冲压模型面进行整体精加工,加工过程中通过视觉观察或触摸感觉检查型面和校准点之间是否有高度落差,从而判断刀具是否磨损;刀具磨损严重的情况下,更换刀具,继续加工,直至所有型面和校准点型面融为一体。本发明提供的加工方法简单易实现,可以及时发现并解
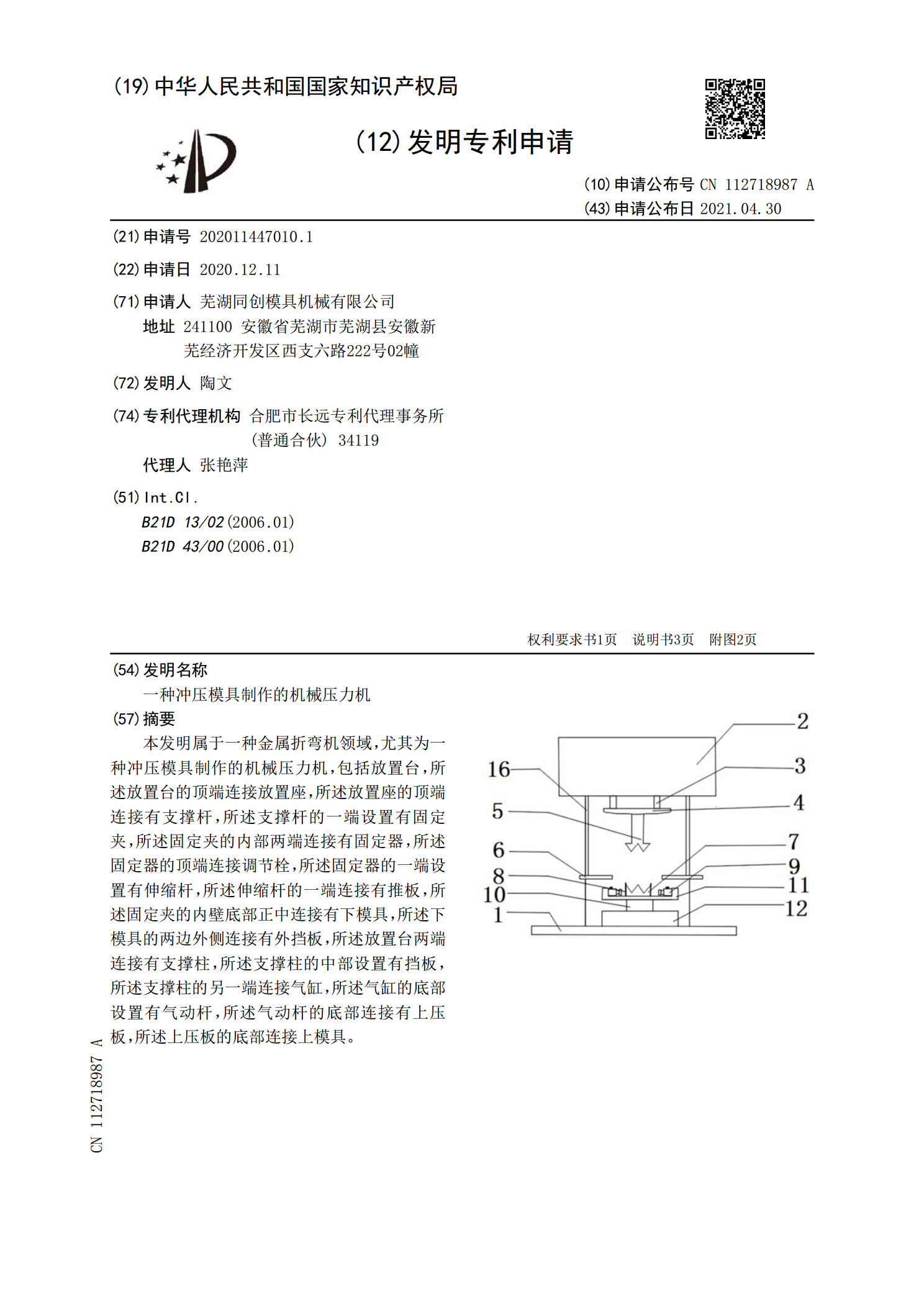
一种冲压模具制作的机械压力机.pdf
本发明属于一种金属折弯机领域,尤其为一种冲压模具制作的机械压力机,包括放置台,所述放置台的顶端连接放置座,所述放置座的顶端连接有支撑杆,所述支撑杆的一端设置有固定夹,所述固定夹的内部两端连接有固定器,所述固定器的顶端连接调节栓,所述固定器的一端设置有伸缩杆,所述伸缩杆的一端连接有推板,所述固定夹的内壁底部正中连接有下模具,所述下模具的两边外侧连接有外挡板,所述放置台两端连接有支撑柱,所述支撑柱的中部设置有挡板,所述支撑柱的另一端连接气缸,所述气缸的底部设置有气动杆,所述气动杆的底部连接有上压板,所述上压板