
一种用于管套件端部焊接的自动旋转焊接装置及焊接方法.pdf

冬易****娘子


1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于管套件端部焊接的自动旋转焊接装置及焊接方法.pdf
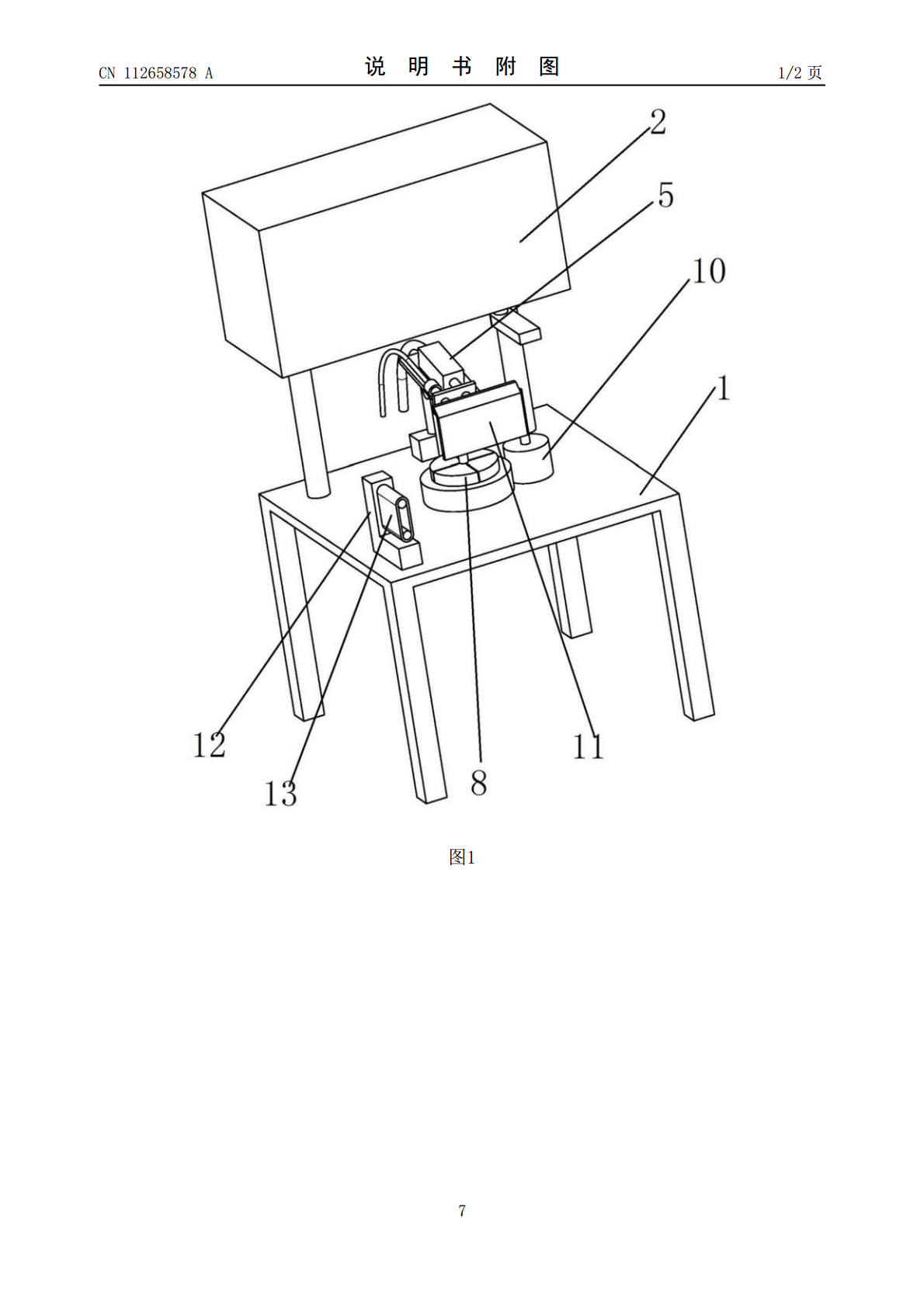
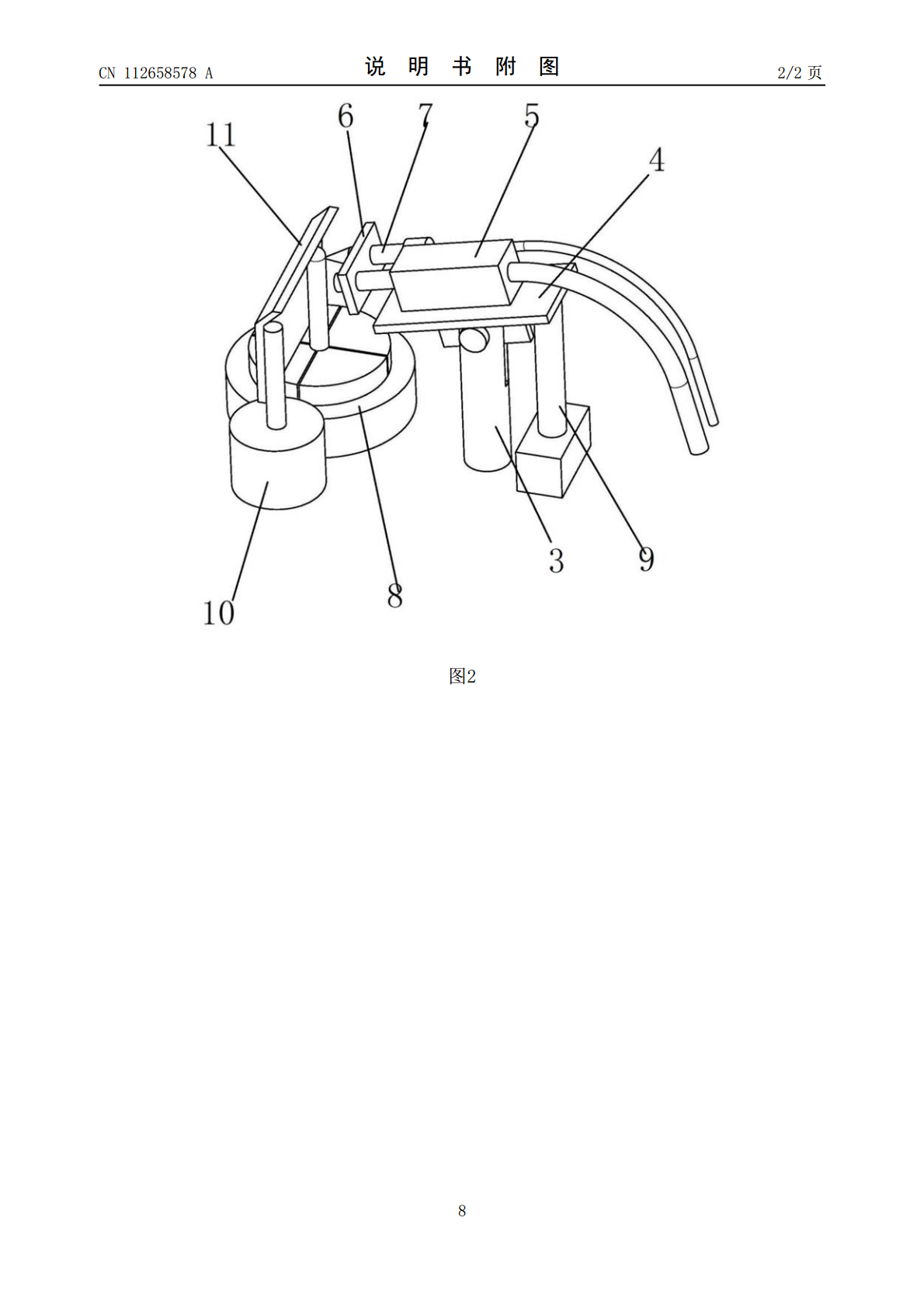
本发明公开了一种用于管套件端部焊接的自动旋转焊接装置及焊接方法,该装置包括机架、焊接部、旋转部和电控箱,焊接部包括支撑架、安装板、第一伸缩机构、连接板和焊接头,第一伸缩机构与安装板固定连接,第一伸缩机构的活动端与连接板相连接,焊接头与连接板固定连接,且焊接头对准待焊接管套件的焊接区域;旋转部包括旋转驱动电机和旋转夹持头,旋转夹持头的中部设置有可夹持待焊接管套件的夹持部,夹持部的夹持口竖直朝上。本发明中采用将第一伸缩机构与焊接头相连接,且通过旋转夹持头保持待焊接管套件保持竖直朝上的方式,使得第一伸缩机构带动
一种自动旋转焊接装置和焊接方法.pdf
本发明公开了一种自动旋转焊接装置和焊接方法,由伺服控制系统、旋转平台、焊接系统和万向调节支架组成;所述伺服控制系统由步进电机和涡轮传动机构组成,作为执行系统,步进电机通过涡轮传动机构,带动旋转平台转动;旋转平台的中部设置有凹槽,凹槽的边缘处为梯级扩径结构。所述焊接系统,由焊接主机与焊枪组成;所述调节支架,包括上段和下段,上段和下段之间通过螺纹连接,通过螺纹调节支架的高度。该装置将焊件放置平台之上,调节焊枪位置,即可实现自动旋转焊接,从而保证整体焊接质量,进而降低人员劳动力。
为焊接工序准备自动焊接方法的方法和用于执行自动焊接方法的焊接装置.pdf
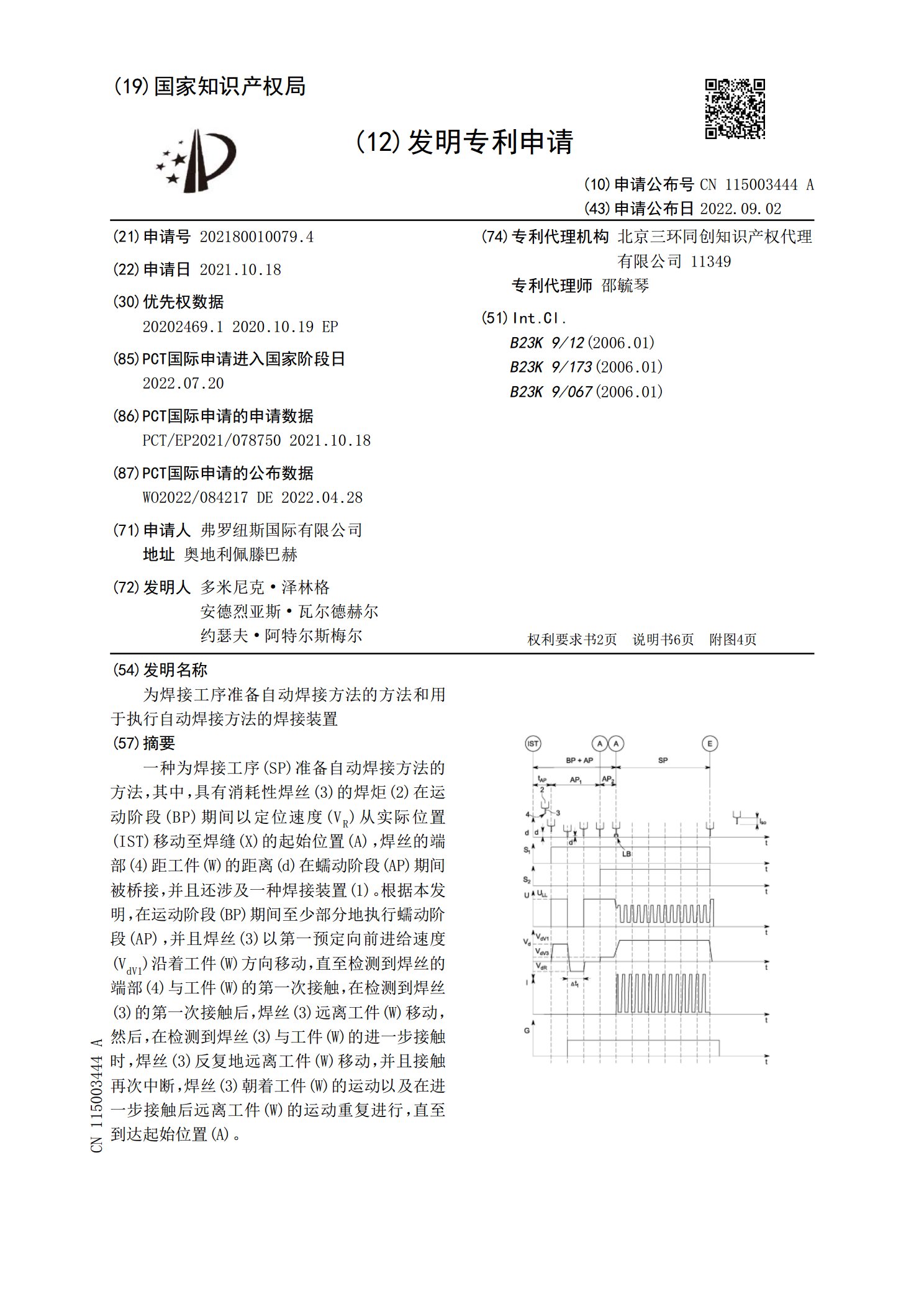
一种为焊接工序(SP)准备自动焊接方法的方法,其中,具有消耗性焊丝(3)的焊炬(2)在运动阶段(BP)期间以定位速度(V<base:Sub>R</base:Sub>)从实际位置(IST)移动至焊缝(X)的起始位置(A),焊丝的端部(4)距工件(W)的距离(d)在蠕动阶段(AP)期间被桥接,并且还涉及一种焊接装置(1)。根据本发明,在运动阶段(BP)期间至少部分地执行蠕动阶段(AP),并且焊丝(3)以第一预定向前进给速度(V<base:Sub>dV1</base:Sub>)沿着工件(W)方向移动,直至检测到
管弯头环缝自动焊接装置及焊接方法.pdf
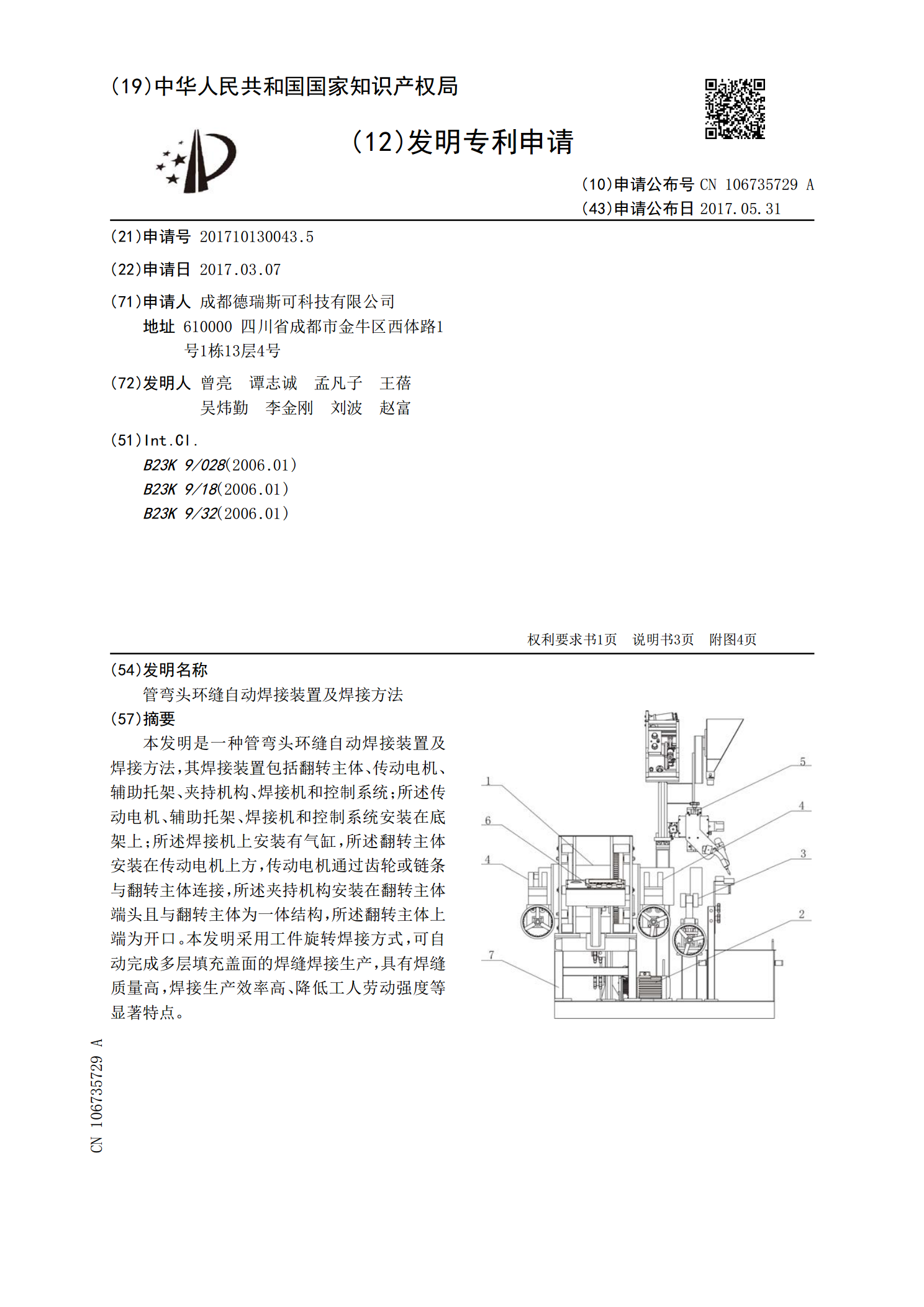
本发明是一种管弯头环缝自动焊接装置及焊接方法,其焊接装置包括翻转主体、传动电机、辅助托架、夹持机构、焊接机和控制系统;所述传动电机、辅助托架、焊接机和控制系统安装在底架上;所述焊接机上安装有气缸,所述翻转主体安装在传动电机上方,传动电机通过齿轮或链条与翻转主体连接,所述夹持机构安装在翻转主体端头且与翻转主体为一体结构,所述翻转主体上端为开口。本发明采用工件旋转焊接方式,可自动完成多层填充盖面的焊缝焊接生产,具有焊缝质量高,焊接生产效率高、降低工人劳动强度等显著特点。
自动旋转焊接装置.pdf
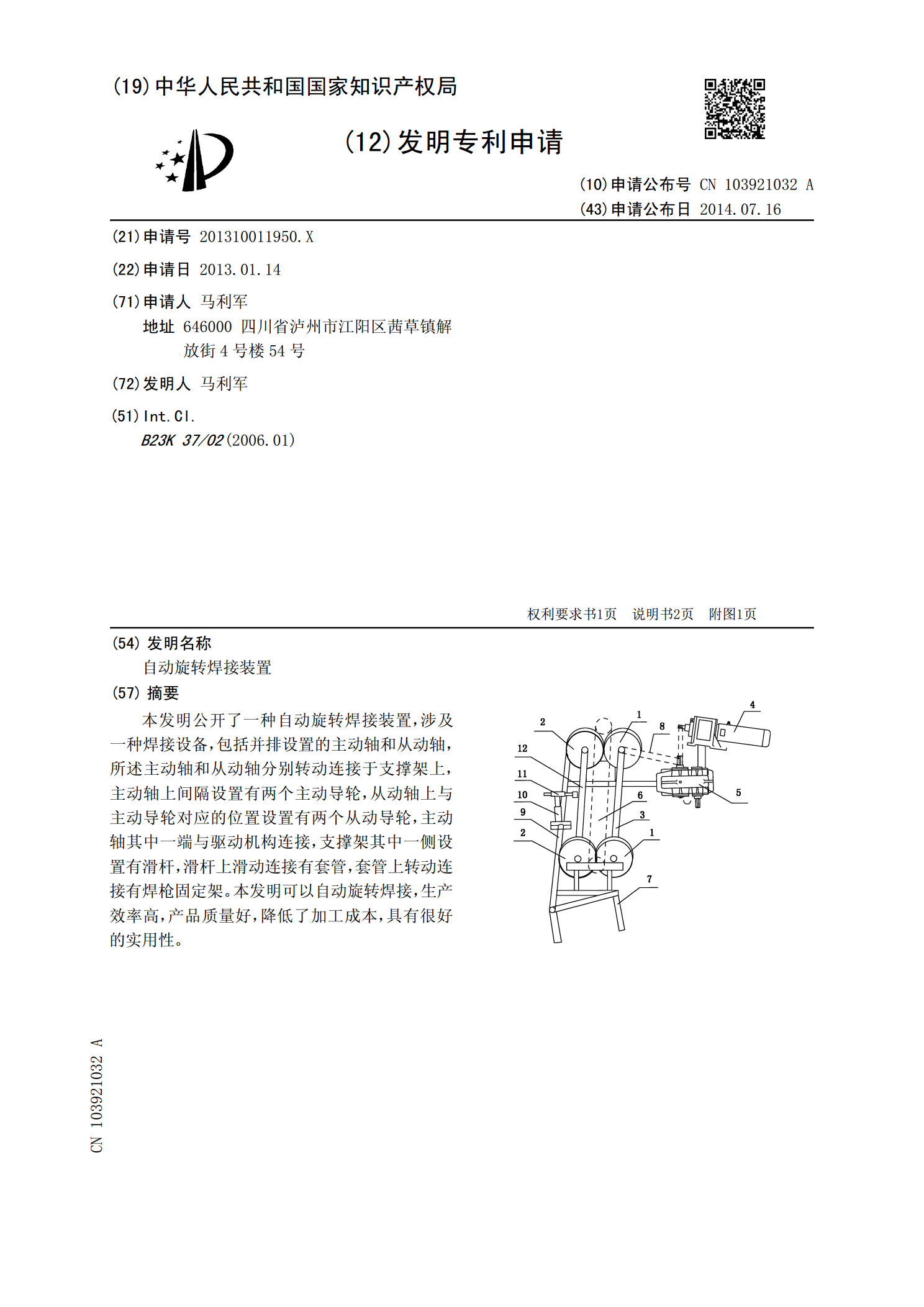
本发明公开了一种自动旋转焊接装置,涉及一种焊接设备,包括并排设置的主动轴和从动轴,所述主动轴和从动轴分别转动连接于支撑架上,主动轴上间隔设置有两个主动导轮,从动轴上与主动导轮对应的位置设置有两个从动导轮,主动轴其中一端与驱动机构连接,支撑架其中一侧设置有滑杆,滑杆上滑动连接有套管,套管上转动连接有焊枪固定架。本发明可以自动旋转焊接,生产效率高,产品质量好,降低了加工成本,具有很好的实用性。