
管弯头环缝自动焊接装置及焊接方法.pdf

fu****级甜

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
管弯头环缝自动焊接装置及焊接方法.pdf
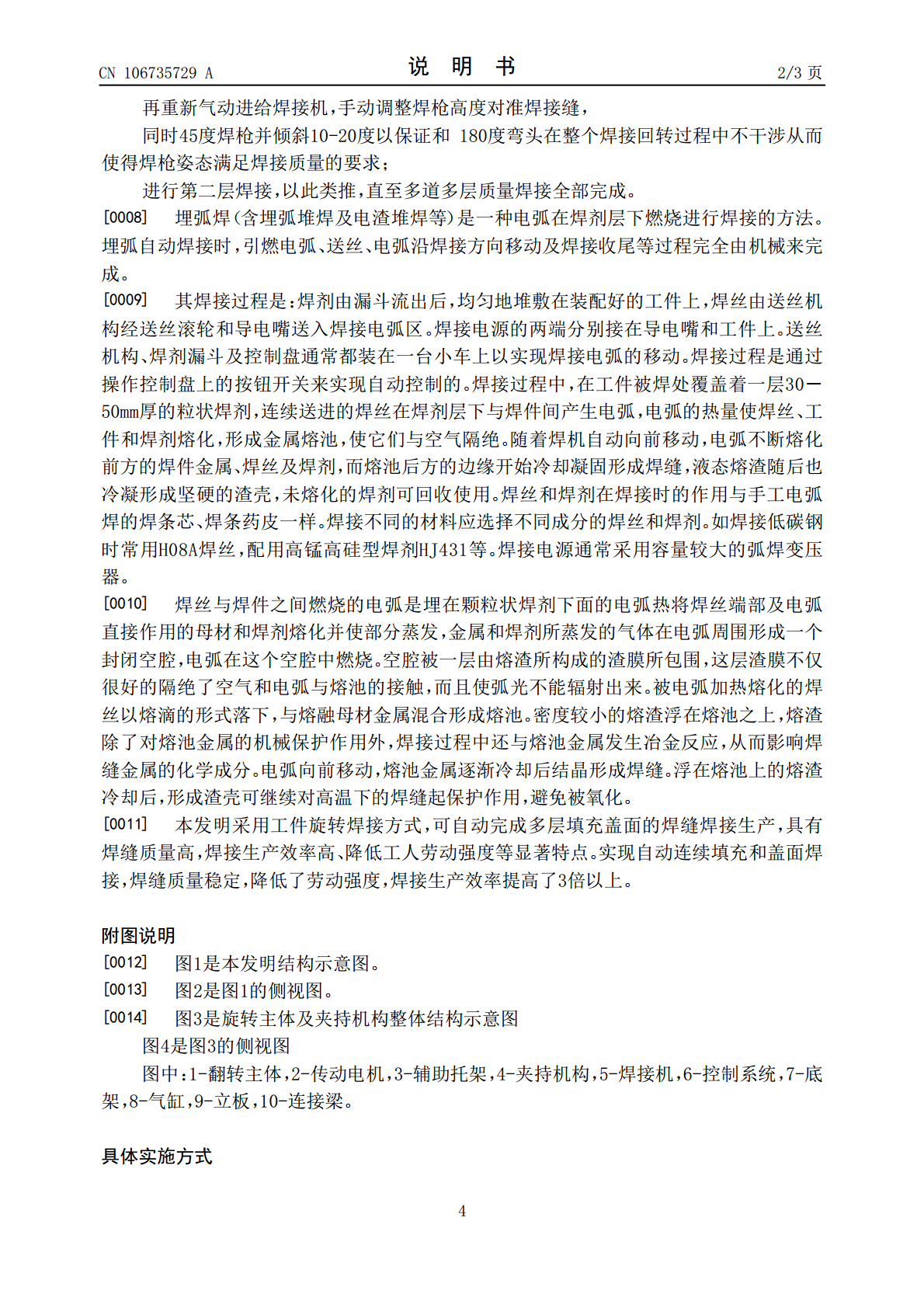
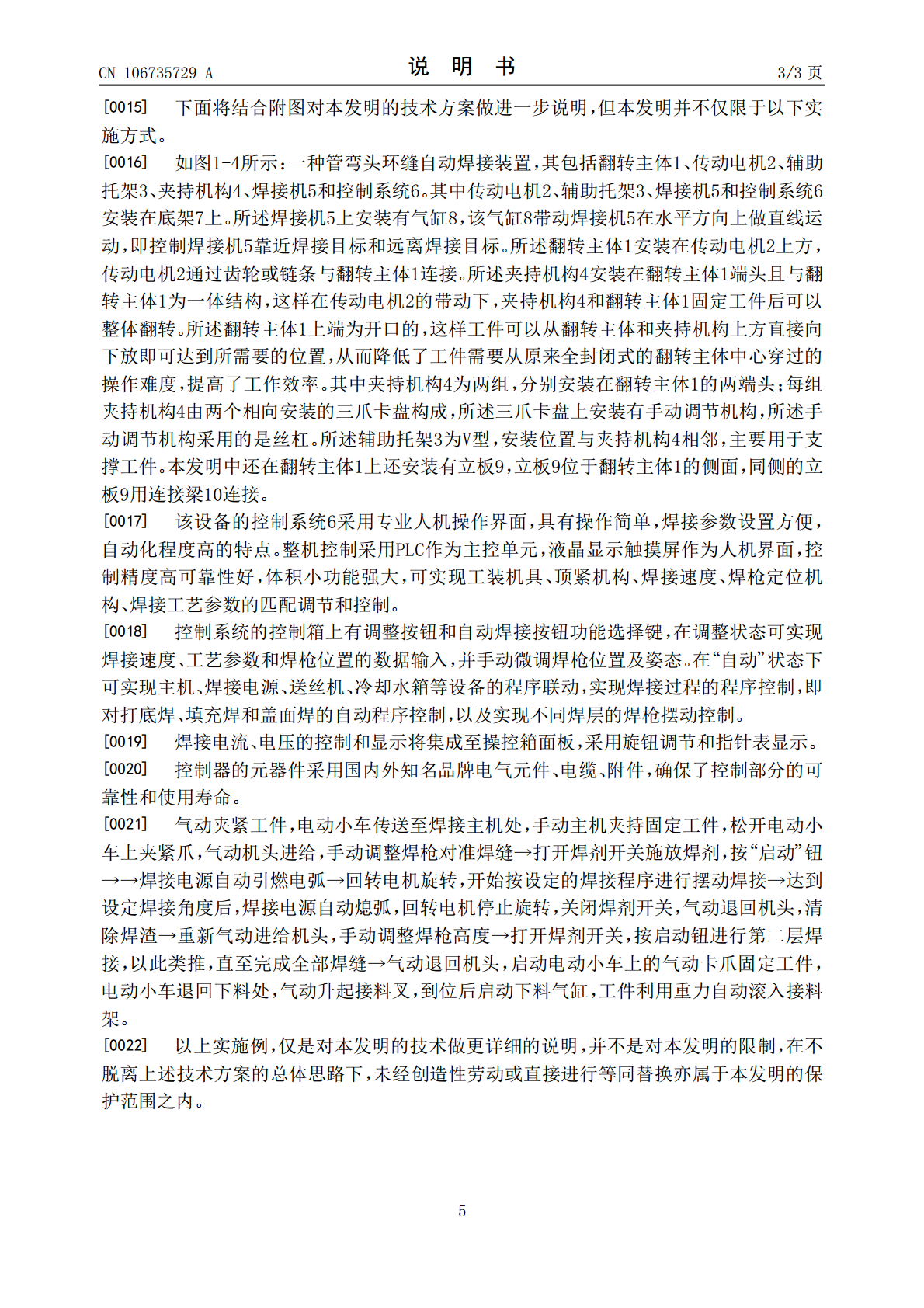
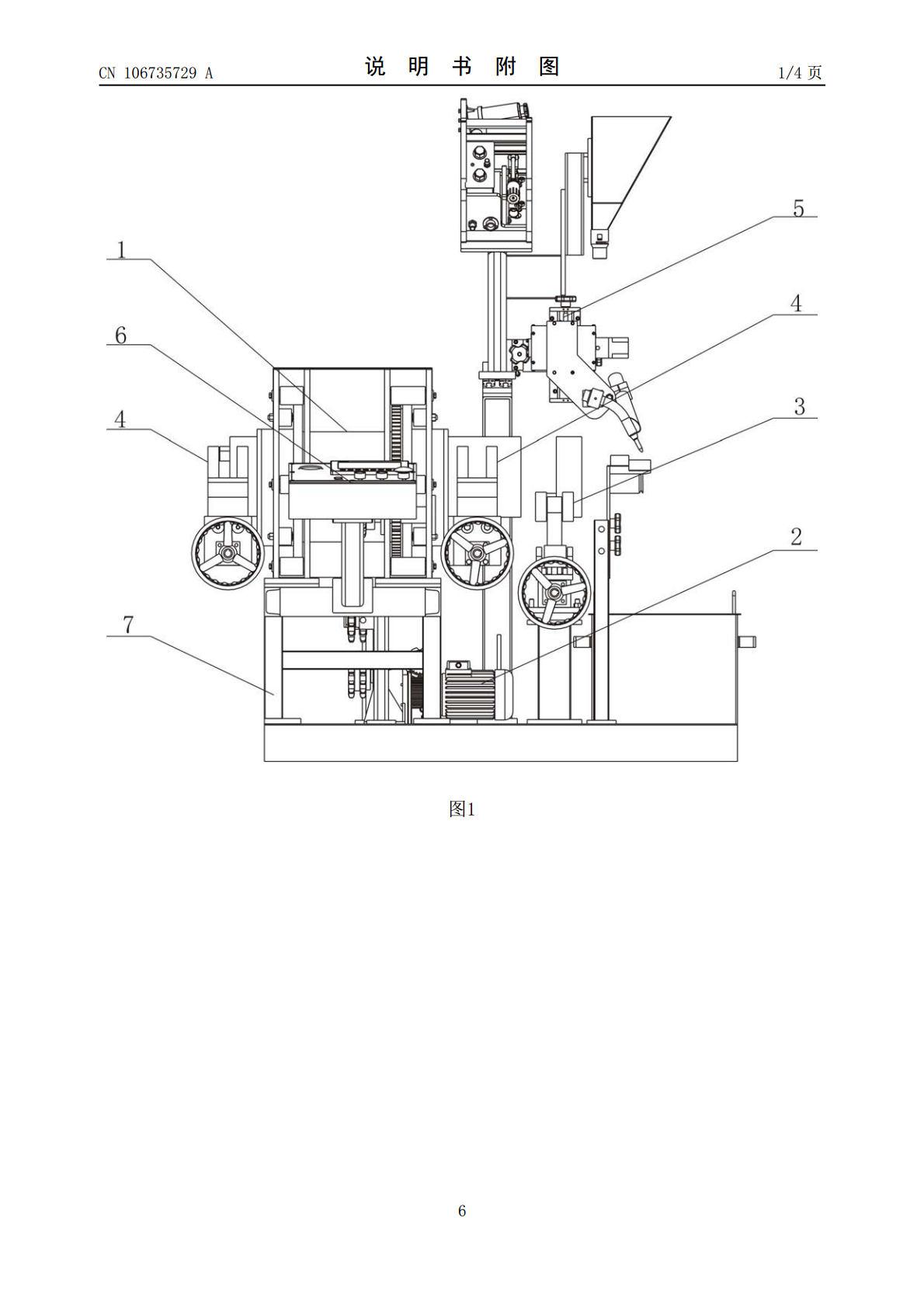
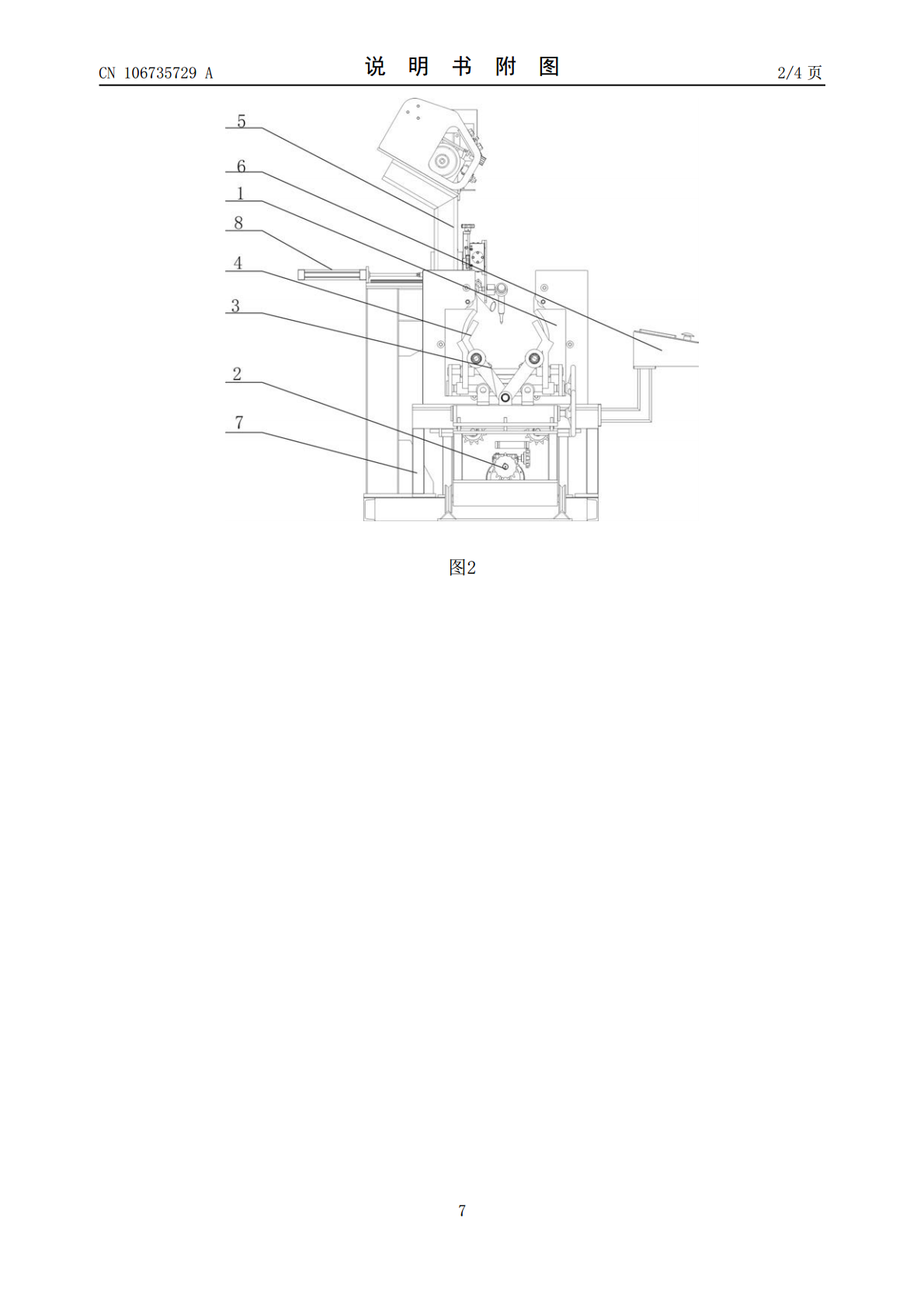
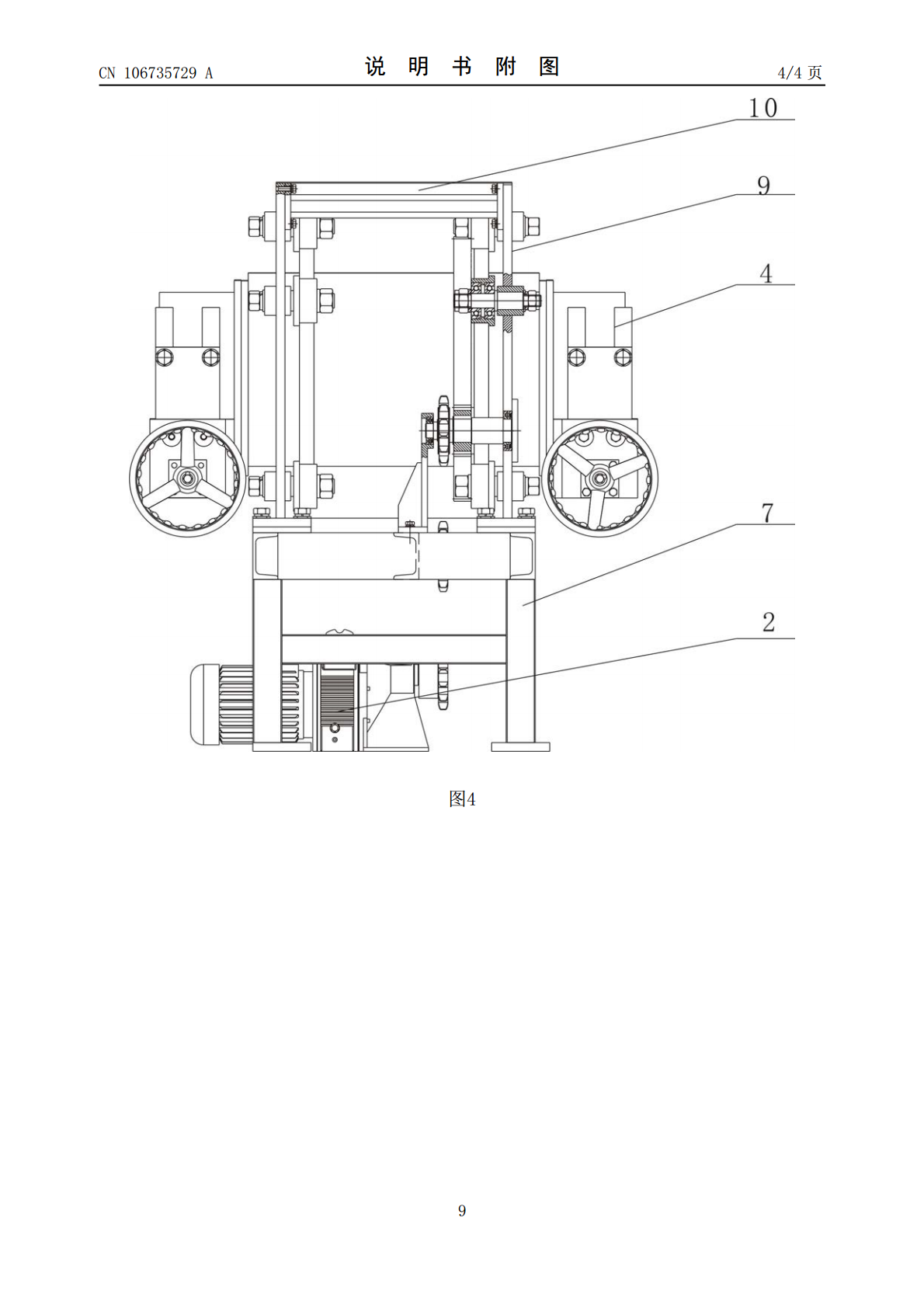
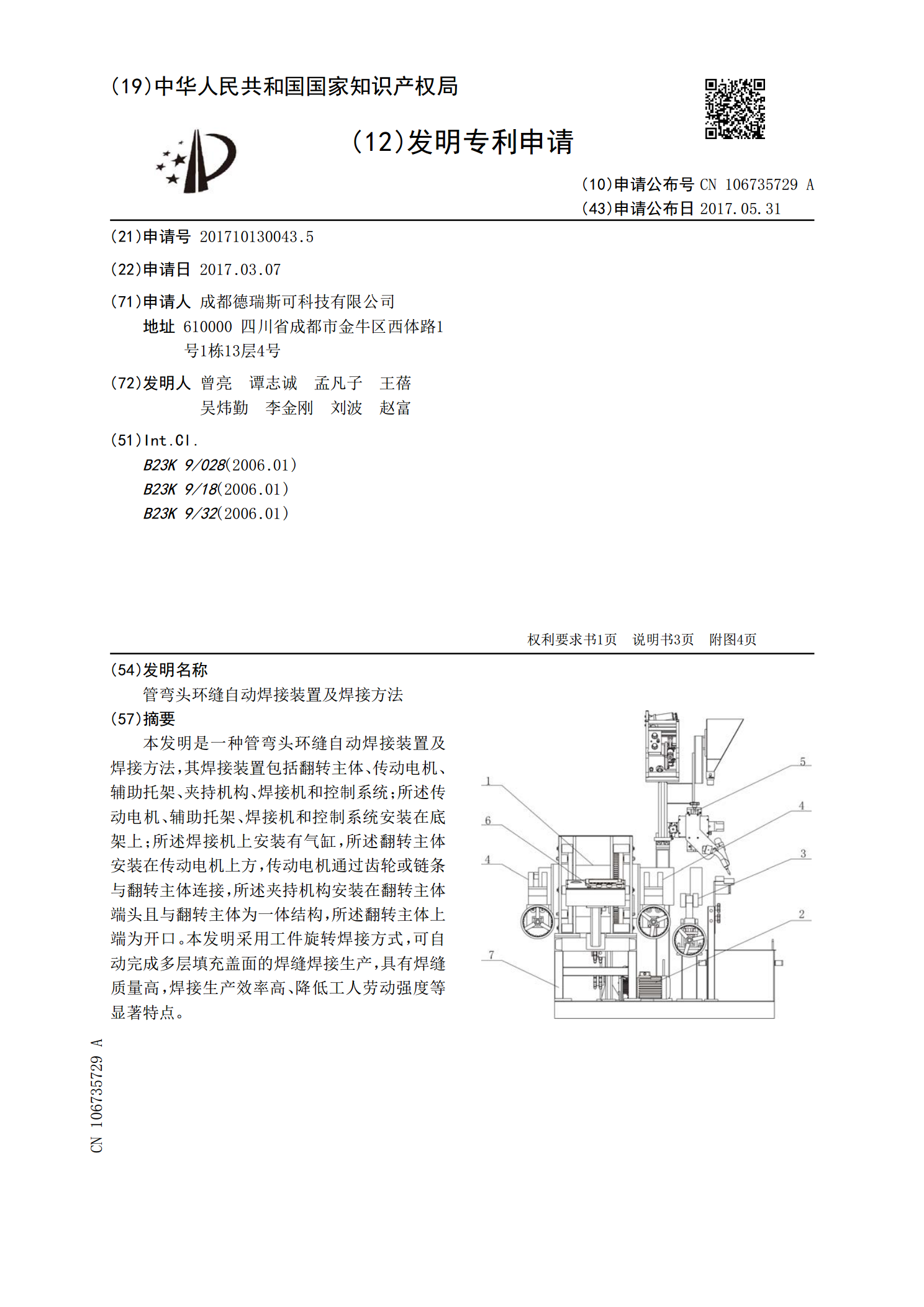
本发明是一种管弯头环缝自动焊接装置及焊接方法,其焊接装置包括翻转主体、传动电机、辅助托架、夹持机构、焊接机和控制系统;所述传动电机、辅助托架、焊接机和控制系统安装在底架上;所述焊接机上安装有气缸,所述翻转主体安装在传动电机上方,传动电机通过齿轮或链条与翻转主体连接,所述夹持机构安装在翻转主体端头且与翻转主体为一体结构,所述翻转主体上端为开口。本发明采用工件旋转焊接方式,可自动完成多层填充盖面的焊缝焊接生产,具有焊缝质量高,焊接生产效率高、降低工人劳动强度等显著特点。
虾米弯头管道外壳环缝焊接方法.pdf
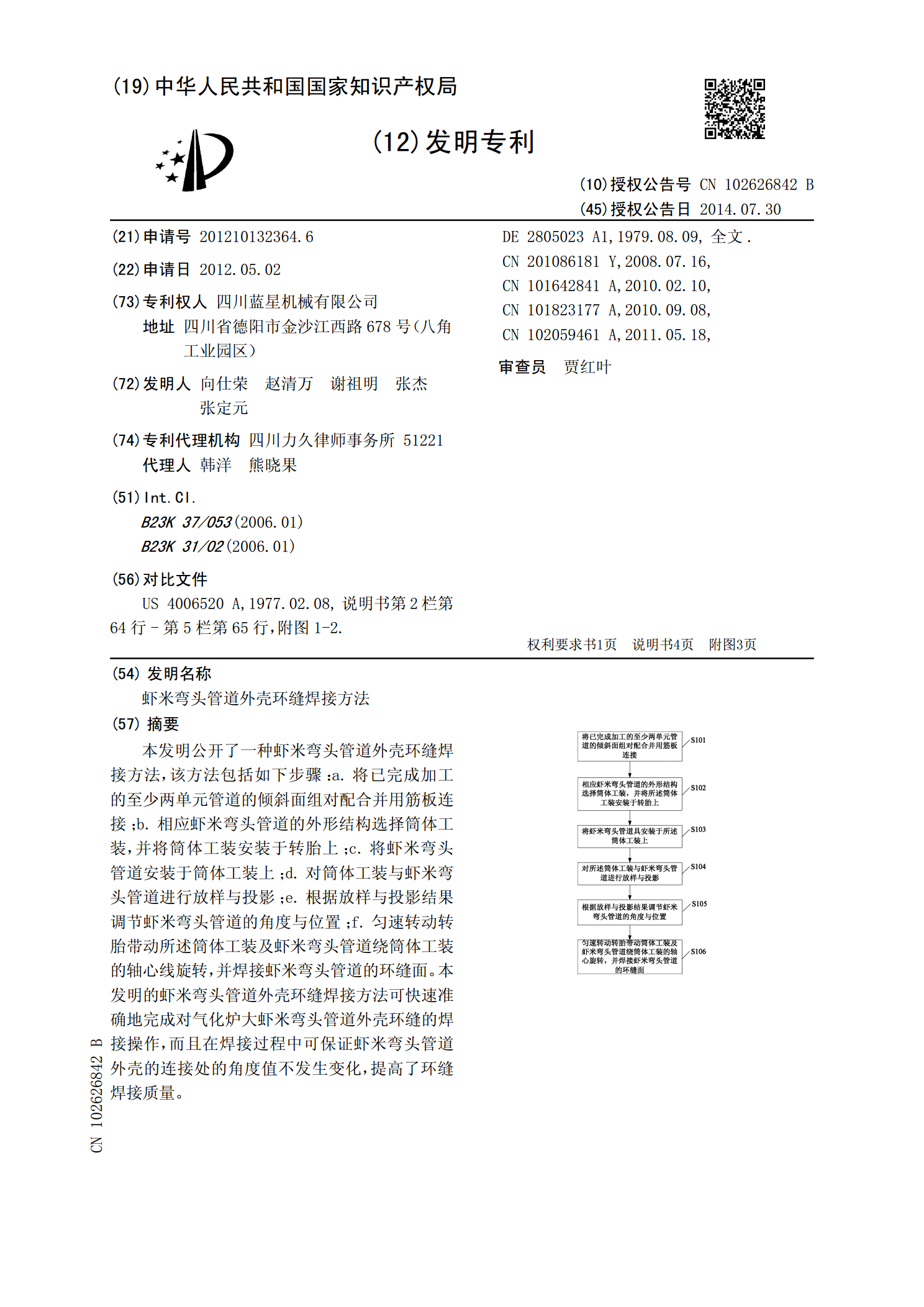
本发明公开了一种虾米弯头管道外壳环缝焊接方法,该方法包括如下步骤:a.将已完成加工的至少两单元管道的倾斜面组对配合并用筋板连接;b.相应虾米弯头管道的外形结构选择筒体工装,并将筒体工装安装于转胎上;c.将虾米弯头管道安装于筒体工装上;d.对筒体工装与虾米弯头管道进行放样与投影;e.根据放样与投影结果调节虾米弯头管道的角度与位置;f.匀速转动转胎带动所述筒体工装及虾米弯头管道绕筒体工装的轴心线旋转,并焊接虾米弯头管道的环缝面。本发明的虾米弯头管道外壳环缝焊接方法可快速准确地完成对气化炉大虾米弯头管道外壳环缝
一种钢管焊接环缝自动焊接装置.pdf
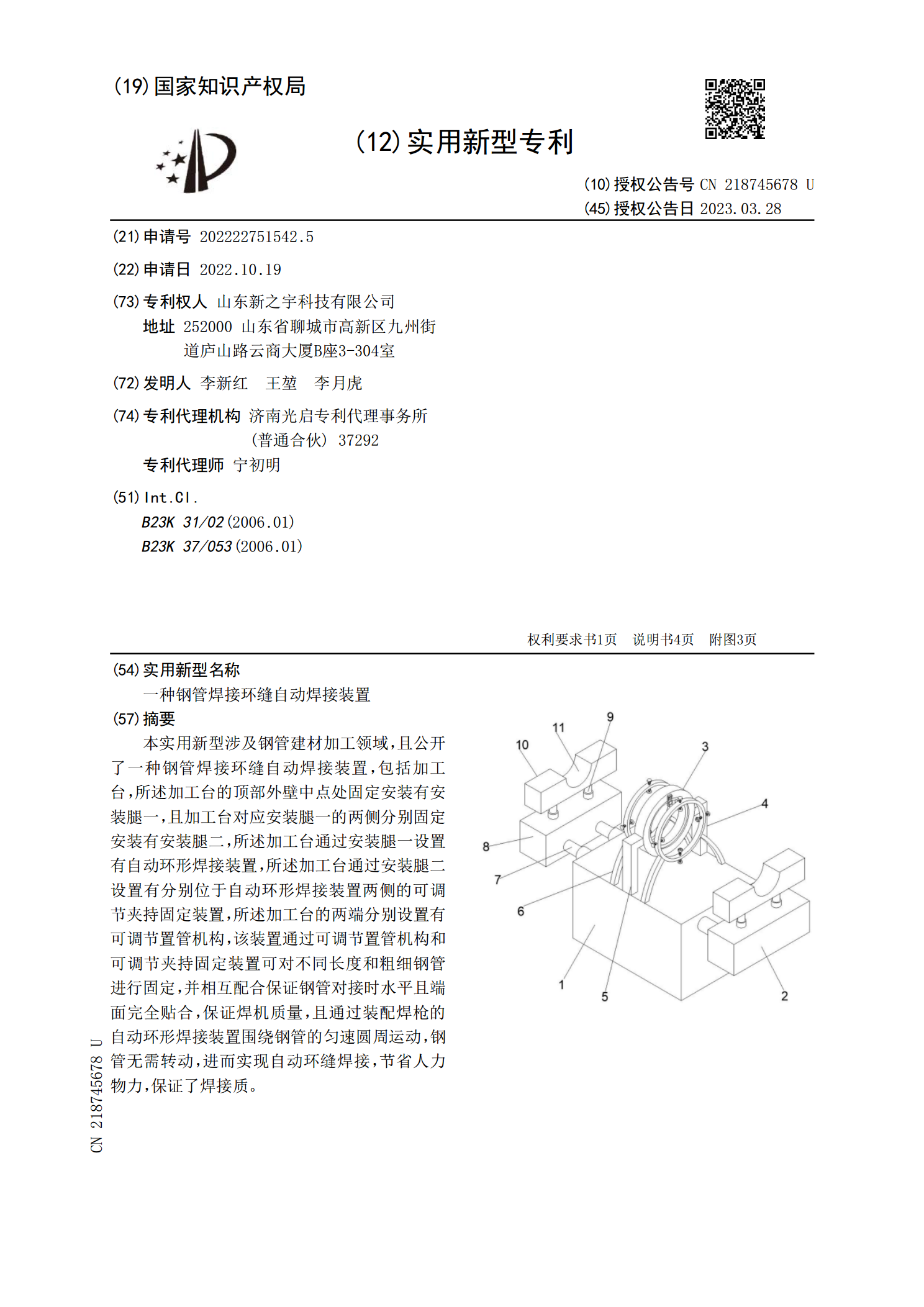
本实用新型涉及钢管建材加工领域,且公开了一种钢管焊接环缝自动焊接装置,包括加工台,所述加工台的顶部外壁中点处固定安装有安装腿一,且加工台对应安装腿一的两侧分别固定安装有安装腿二,所述加工台通过安装腿一设置有自动环形焊接装置,所述加工台通过安装腿二设置有分别位于自动环形焊接装置两侧的可调节夹持固定装置,所述加工台的两端分别设置有可调节置管机构,该装置通过可调节置管机构和可调节夹持固定装置可对不同长度和粗细钢管进行固定,并相互配合保证钢管对接时水平且端面完全贴合,保证焊机质量,且通过装配焊枪的自动环形焊接装置
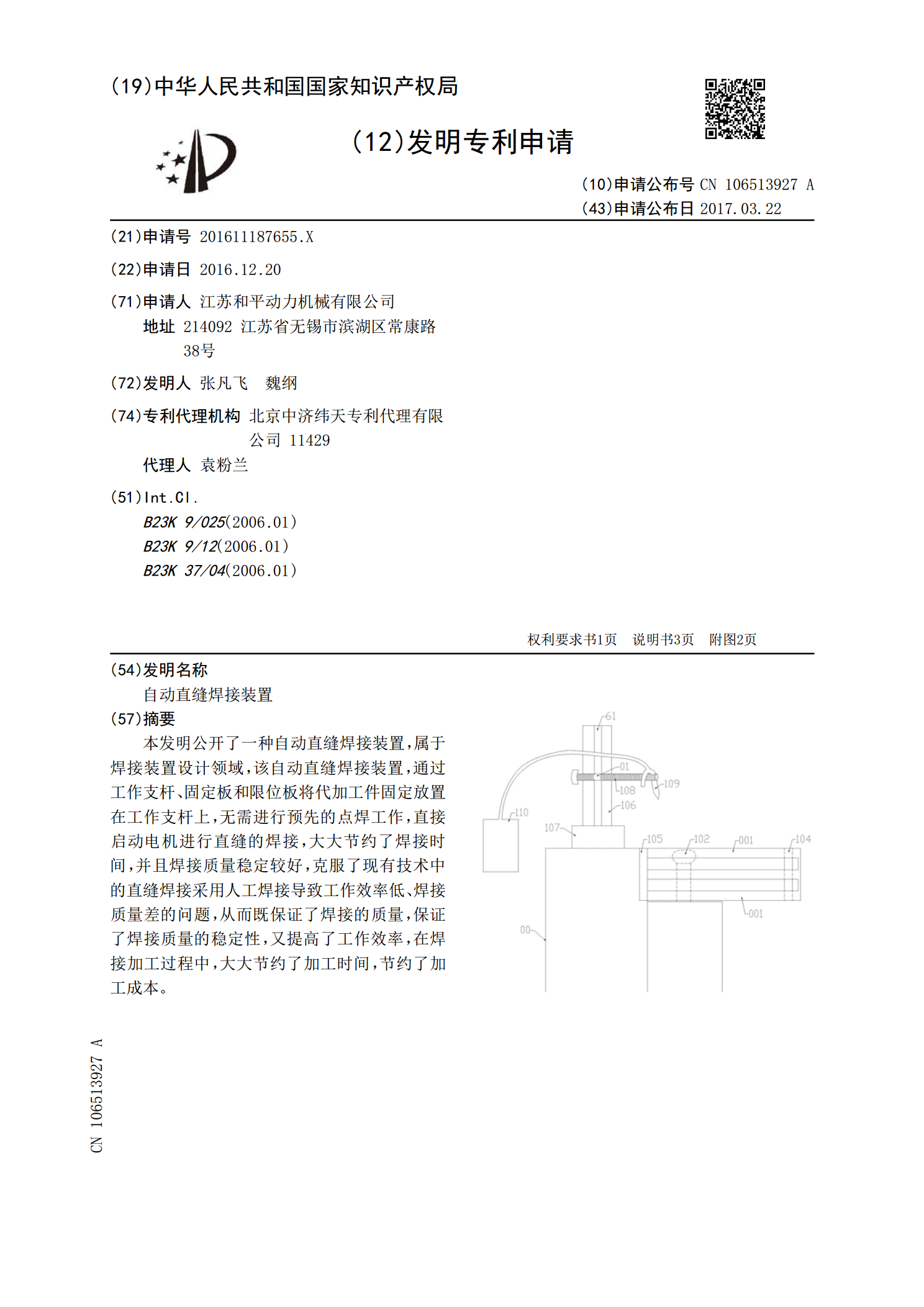
自动直缝焊接装置.pdf
本发明公开了一种自动直缝焊接装置,属于焊接装置设计领域,该自动直缝焊接装置,通过工作支杆、固定板和限位板将代加工件固定放置在工作支杆上,无需进行预先的点焊工作,直接启动电机进行直缝的焊接,大大节约了焊接时间,并且焊接质量稳定较好,克服了现有技术中的直缝焊接采用人工焊接导致工作效率低、焊接质量差的问题,从而既保证了焊接的质量,保证了焊接质量的稳定性,又提高了工作效率,在焊接加工过程中,大大节约了加工时间,节约了加工成本。
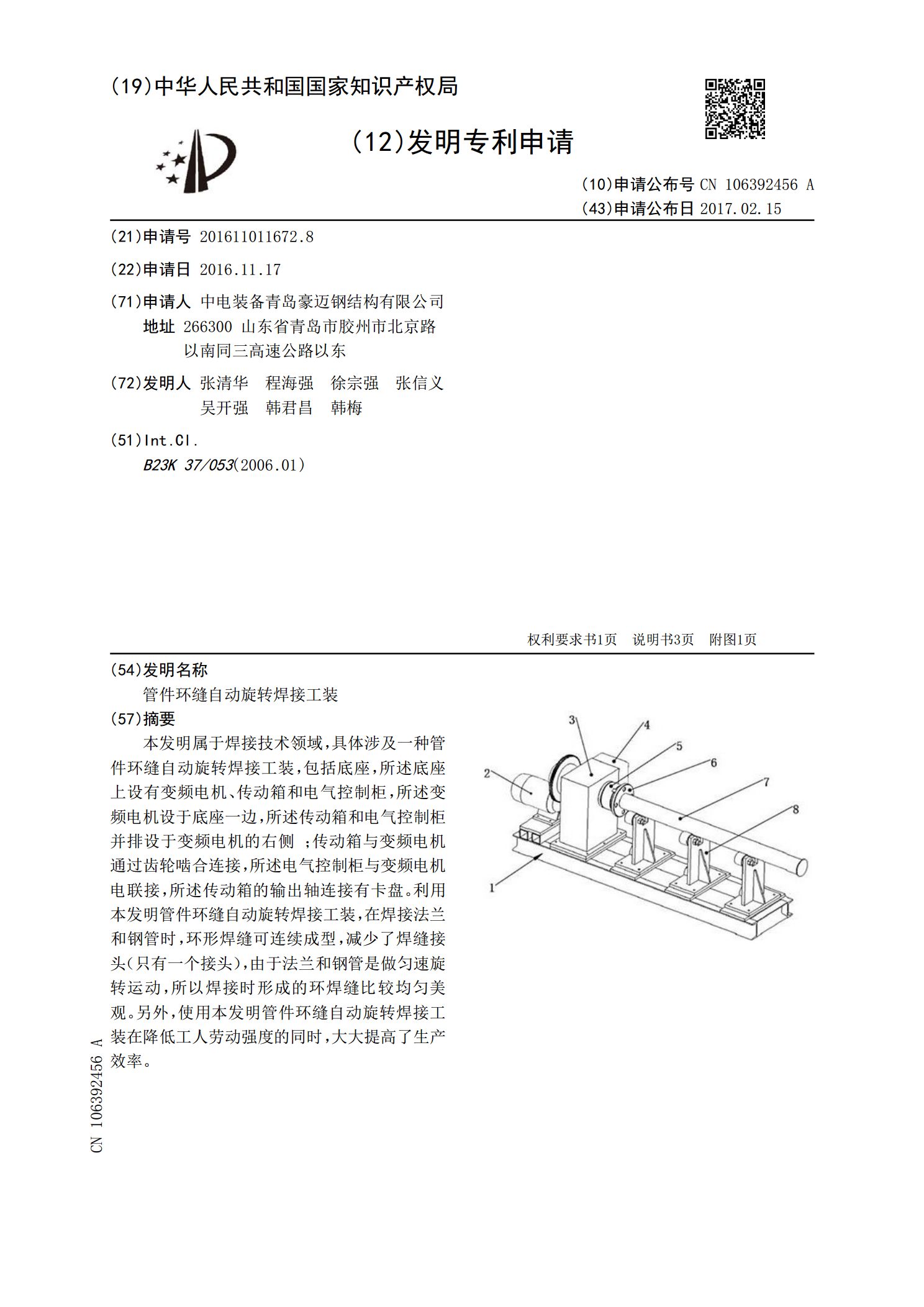
管件环缝自动旋转焊接工装.pdf
本发明属于焊接技术领域,具体涉及一种管件环缝自动旋转焊接工装,包括底座,所述底座上设有变频电机、传动箱和电气控制柜,所述变频电机设于底座一边,所述传动箱和电气控制柜并排设于变频电机的右侧;传动箱与变频电机通过齿轮啮合连接,所述电气控制柜与变频电机电联接,所述传动箱的输出轴连接有卡盘。利用本发明管件环缝自动旋转焊接工装,在焊接法兰和钢管时,环形焊缝可连续成型,减少了焊缝接头(只有一个接头),由于法兰和钢管是做匀速旋转运动,所以焊接时形成的环焊缝比较均匀美观。另外,使用本发明管件环缝自动旋转焊接工装在降低工