
一种汽车变速箱用链轮的加工方法.pdf

Ja****44


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车变速箱用链轮的加工方法.pdf
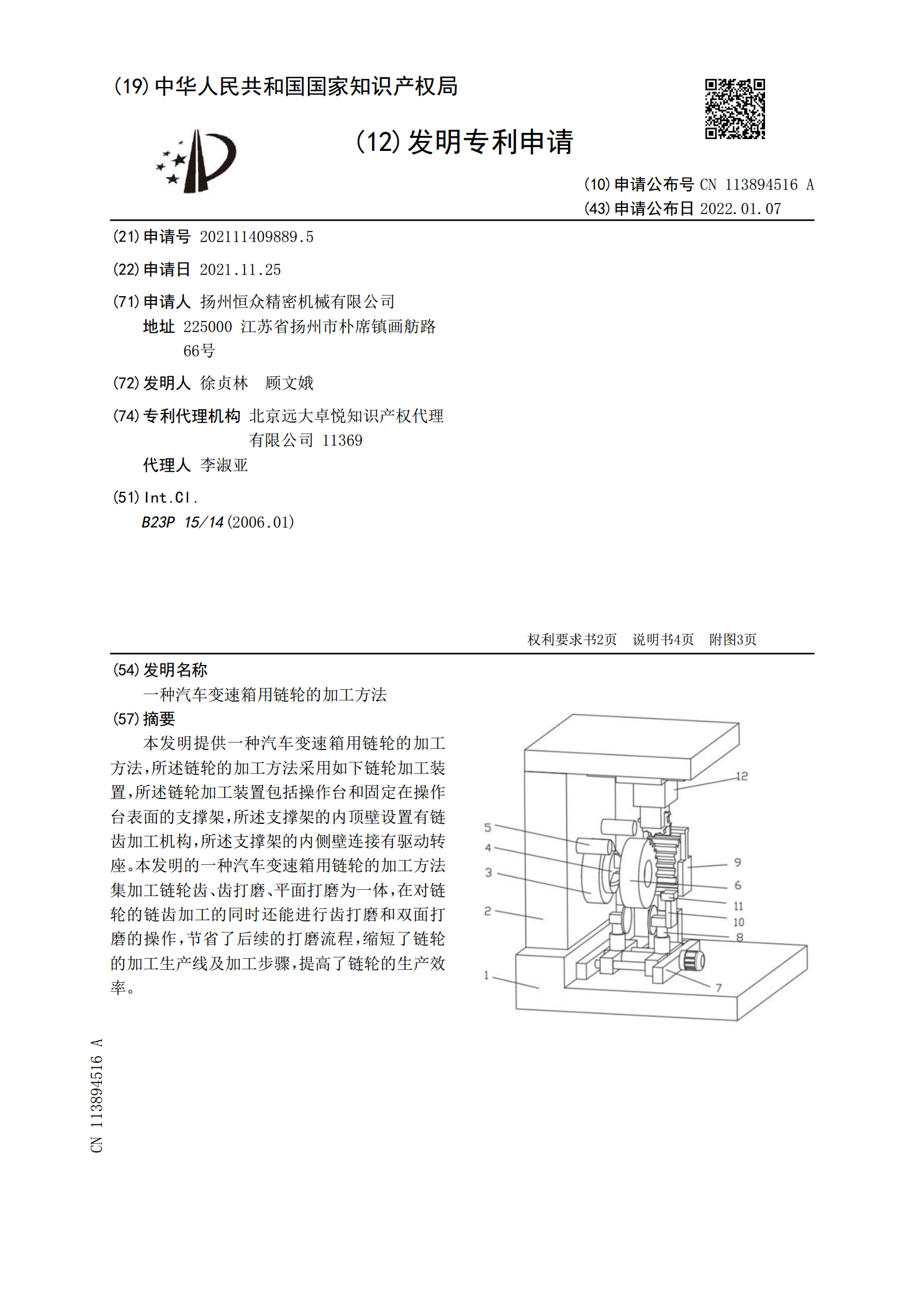
本发明提供一种汽车变速箱用链轮的加工方法,所述链轮的加工方法采用如下链轮加工装置,所述链轮加工装置包括操作台和固定在操作台表面的支撑架,所述支撑架的内顶壁设置有链齿加工机构,所述支撑架的内侧壁连接有驱动转座。本发明的一种汽车变速箱用链轮的加工方法集加工链轮齿、齿打磨、平面打磨为一体,在对链轮的链齿加工的同时还能进行齿打磨和双面打磨的操作,节省了后续的打磨流程,缩短了链轮的加工生产线及加工步骤,提高了链轮的生产效率。

一种汽车自动变速箱凸轮轴计时链轮及其制备方法.pdf
本发明公开了一种汽车自动变速箱凸轮轴计时链轮及其制备方法,该链轮包括带有中心通孔的链轮体,在链轮体的内外圆周面上分别设有外齿,在链轮体上设有若干轴向穿孔,在链轮体的一个侧面上设有异形凹陷,另一侧面上设有凸楞,所述的轴向穿孔穿过凸楞;所述的链轮体的粉末冶金组分质量百分比为:2.0-4.0%Cu,0.6-1.0%C,剩余为Fe和不可避免的杂质。该汽车自动变速箱凸轮轴计时链轮,精度极高,密度:整体6.7g/cm3以上,齿部7.0g/cm3以上;采用粉末冶金方法制作,有效解决了以往加工方法生产成本高、精度低、不良
变速箱链轮粉末冶金加工工艺.pdf
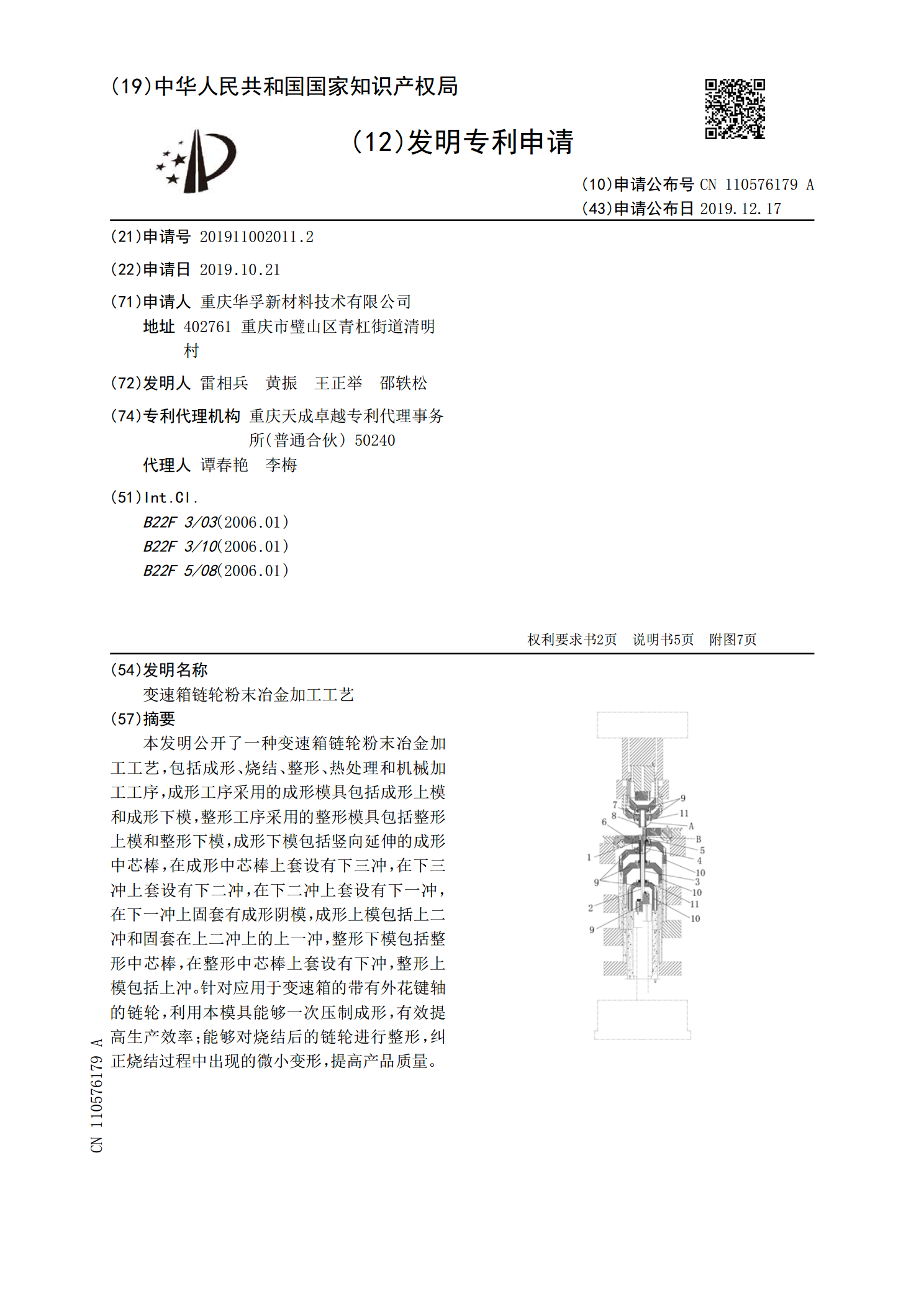
本发明公开了一种变速箱链轮粉末冶金加工工艺,包括成形、烧结、整形、热处理和机械加工工序,成形工序采用的成形模具包括成形上模和成形下模,整形工序采用的整形模具包括整形上模和整形下模,成形下模包括竖向延伸的成形中芯棒,在成形中芯棒上套设有下三冲,在下三冲上套设有下二冲,在下二冲上套设有下一冲,在下一冲上固套有成形阴模,成形上模包括上二冲和固套在上二冲上的上一冲,整形下模包括整形中芯棒,在整形中芯棒上套设有下冲,整形上模包括上冲。针对应用于变速箱的带有外花键轴的链轮,利用本模具能够一次压制成形,有效提高生产效率
链轮的加工方法以及链轮.pdf
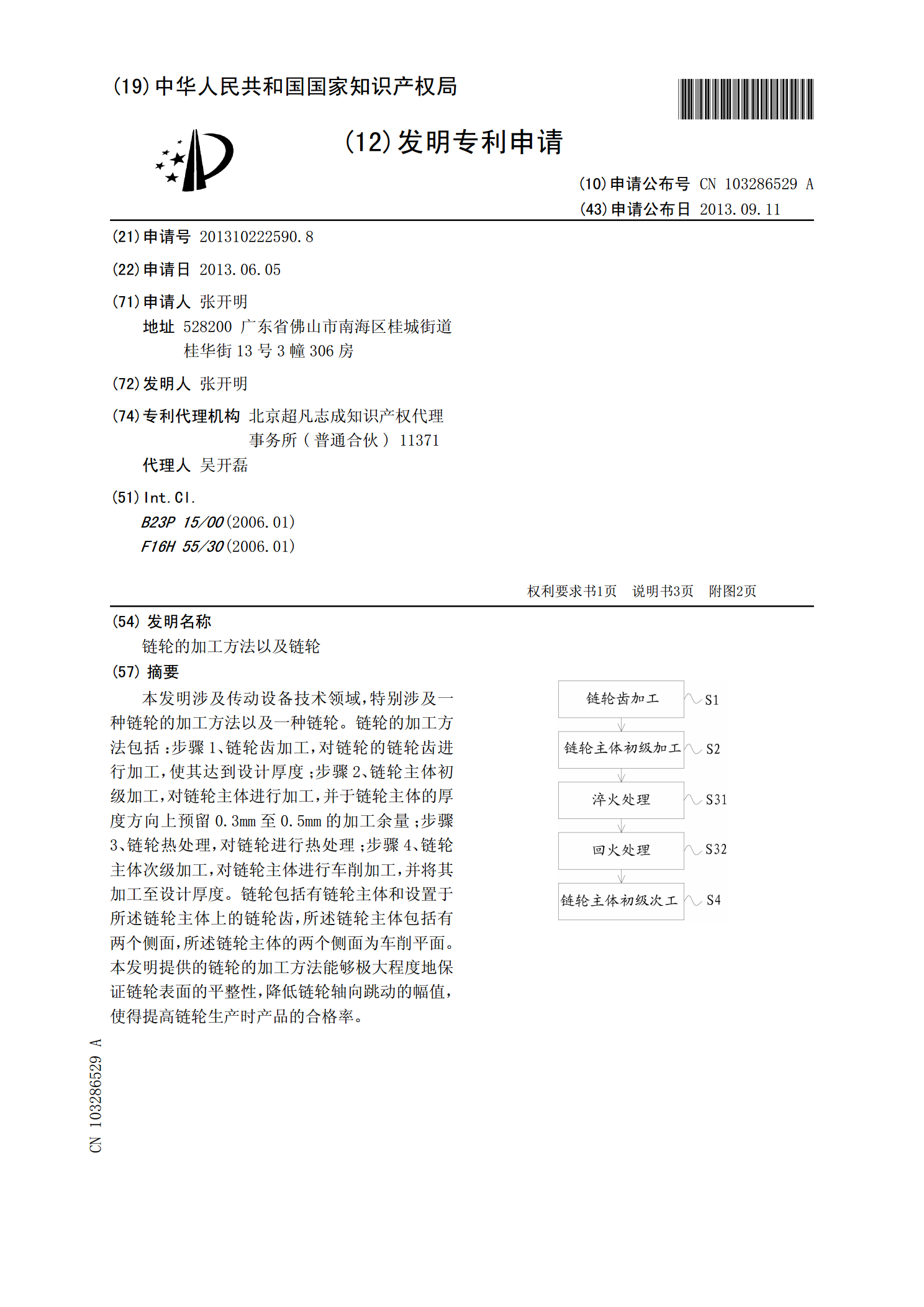
本发明涉及传动设备技术领域,特别涉及一种链轮的加工方法以及一种链轮。链轮的加工方法包括:步骤1、链轮齿加工,对链轮的链轮齿进行加工,使其达到设计厚度;步骤2、链轮主体初级加工,对链轮主体进行加工,并于链轮主体的厚度方向上预留0.3mm至0.5mm的加工余量;步骤3、链轮热处理,对链轮进行热处理;步骤4、链轮主体次级加工,对链轮主体进行车削加工,并将其加工至设计厚度。链轮包括有链轮主体和设置于所述链轮主体上的链轮齿,所述链轮主体包括有两个侧面,所述链轮主体的两个侧面为车削平面。本发明提供的链轮的加工方法能够

链轮的加工方法.pdf
本发明提供了一种链轮的加工方法,包括以下几个步骤:首先下料,对多个弦长相等的弧形的链板下料,且保证每一链板的外弧周缘上能加工出整数个链轮的链齿;再次进行初步加工,对每一链板的表面加工到规定的尺寸;最后进行精确加工,精确加工包括:第一步:先使相邻的两个链板的端面相互抵接,拼接形成链轮的轮坯;第二步:再通过数控切割机对拼接一起的链板的轮坯的外周缘进行切割以形成链齿。本发明的链轮的加工方法利用数控切割机切割代替传统的机床铣削加工,切割需要的时间短,节约了生产加工成本。此外,将所有链板先装配在轮体上,再进行整体切