
一种汽车自动变速箱凸轮轴计时链轮及其制备方法.pdf

安双****文章


1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车自动变速箱凸轮轴计时链轮及其制备方法.pdf
本发明公开了一种汽车自动变速箱凸轮轴计时链轮及其制备方法,该链轮包括带有中心通孔的链轮体,在链轮体的内外圆周面上分别设有外齿,在链轮体上设有若干轴向穿孔,在链轮体的一个侧面上设有异形凹陷,另一侧面上设有凸楞,所述的轴向穿孔穿过凸楞;所述的链轮体的粉末冶金组分质量百分比为:2.0-4.0%Cu,0.6-1.0%C,剩余为Fe和不可避免的杂质。该汽车自动变速箱凸轮轴计时链轮,精度极高,密度:整体6.7g/cm3以上,齿部7.0g/cm3以上;采用粉末冶金方法制作,有效解决了以往加工方法生产成本高、精度低、不良
一种汽车变速箱用链轮的加工方法.pdf
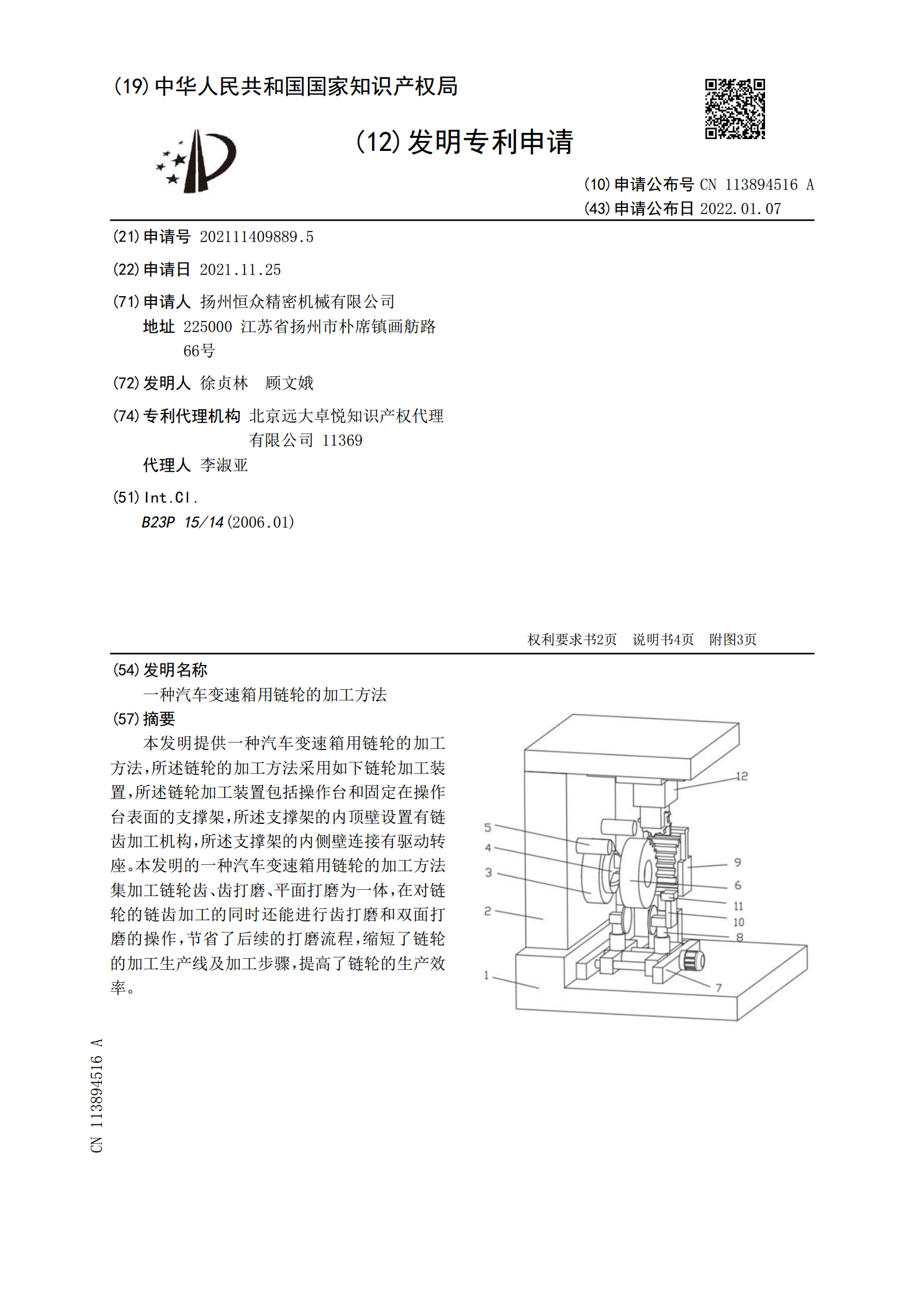
本发明提供一种汽车变速箱用链轮的加工方法,所述链轮的加工方法采用如下链轮加工装置,所述链轮加工装置包括操作台和固定在操作台表面的支撑架,所述支撑架的内顶壁设置有链齿加工机构,所述支撑架的内侧壁连接有驱动转座。本发明的一种汽车变速箱用链轮的加工方法集加工链轮齿、齿打磨、平面打磨为一体,在对链轮的链齿加工的同时还能进行齿打磨和双面打磨的操作,节省了后续的打磨流程,缩短了链轮的加工生产线及加工步骤,提高了链轮的生产效率。

一种合成自动变速箱油及其制备方法.pdf
本发明涉及润滑油领域,特别公开了一种合成自动变速箱油及其制备方法。该合成自动变速箱油,包括如下重量百分比的组分制成:复合添加剂包3.21~9.51%、黏度指数改进剂3.0~6.0%、油溶性聚烷撑二醇70~90%,余量为基础油。本发明的有益效果是:组分合理,具有动力传递介质油的性能以及良好的极压抗磨性能、低温流动性能、氧化安定性、清净分散性和防锈性等性能;以油溶性聚烷撑二醇为基础,主要改善了抗氧化性能、摩擦特性、低温性能和清净性能,满足了现代自动变速箱润滑保护的要求,又兼顾了液力变扭器、齿轮机构、液压机构、

一种汽车链轮的制备方法.pdf
本发明涉及一种汽车链轮的制备方法,该方法先对圆钢或空心管料进行了退火、抛丸及磷皂化等一系列处理,通过退火及抛丸可使坯料的性能得到初步提高,再通过磷皂化在坯料表面形成内层保护膜及外层润滑膜后进行冷挤压,可避免冷挤压过程中造成坯料表面裂化等问题的出现;本发明在经过挤压、车内孔、割槽、加工定位结构等工序获得符合要求的零件外形后,对其进行了渗碳淬火及回火处理,进一步提高了工件的硬度,并使工件的金相组织符合QC/T262‑1999的要求;本发明通过冷挤压过程直接加工出齿部结构,与现有技术中相比,所使用的设备较为简单
一种铸铁链轮及其制备方法.pdf
本发明公开了一种铸铁链轮及其制备方法,所述的铸铁链轮其成分的重量百分比为C2.4~2.6%、Si2.0~2.2%、Mn0.4~0.6%、Cu0.8~1.0%、Sn0.04~0.08%、Sb0.006~0.008%、S0.08~0.18%、P0.05~0.09%,余量为Fe。所述的制备方法包括配料、预热、熔炼、炉前快速分析、终脱氧、孕育处理、浇注。该方法工艺简单,通过控制铸铁中碳和硅总量以及铜、锡、锑的含量,铸造出强度及硬度较髙的可锻铸铁,同时降低生产成本,特别适合铸造链轮。