
变速箱链轮粉末冶金加工工艺.pdf

努力****星驰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
变速箱链轮粉末冶金加工工艺.pdf
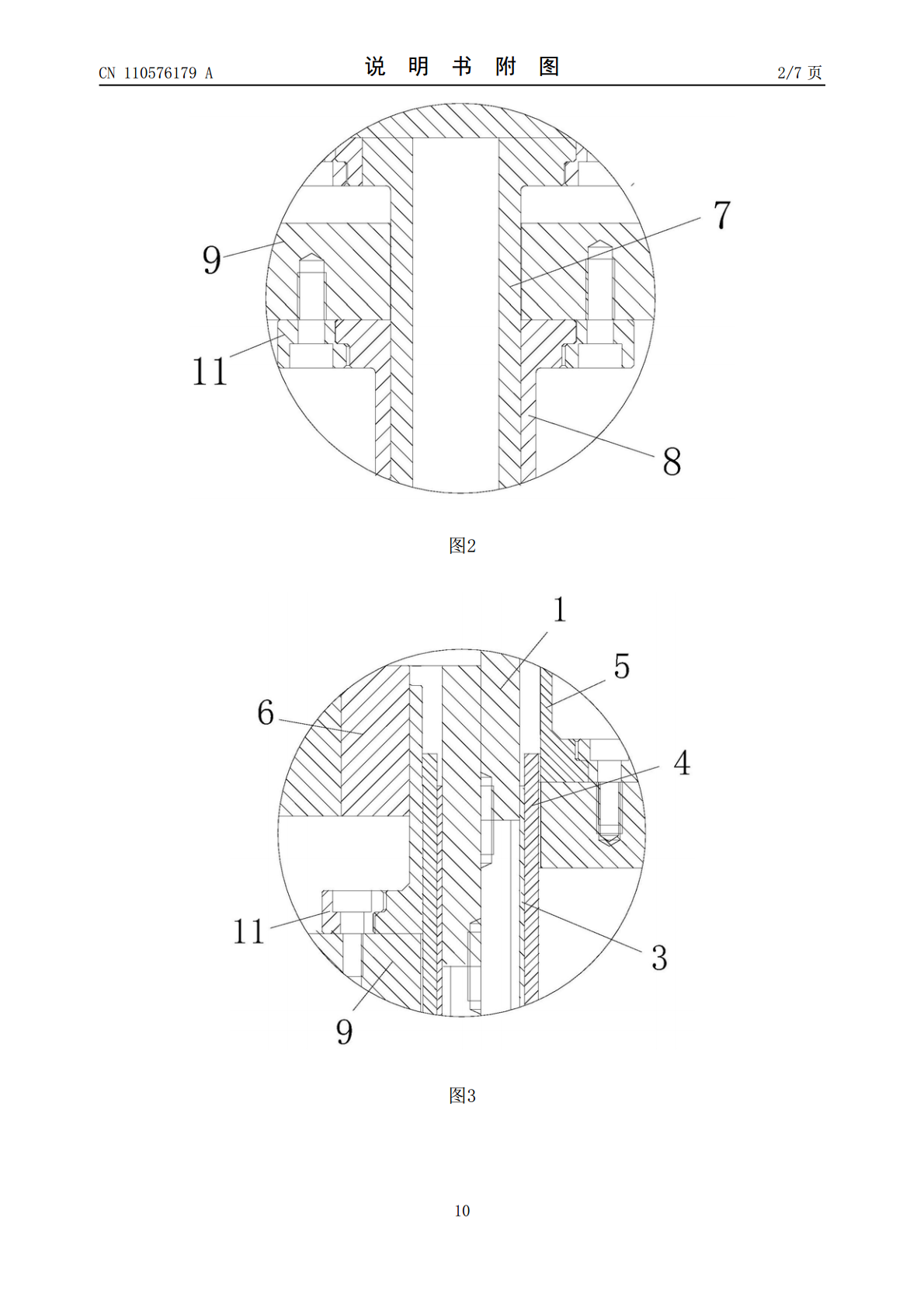
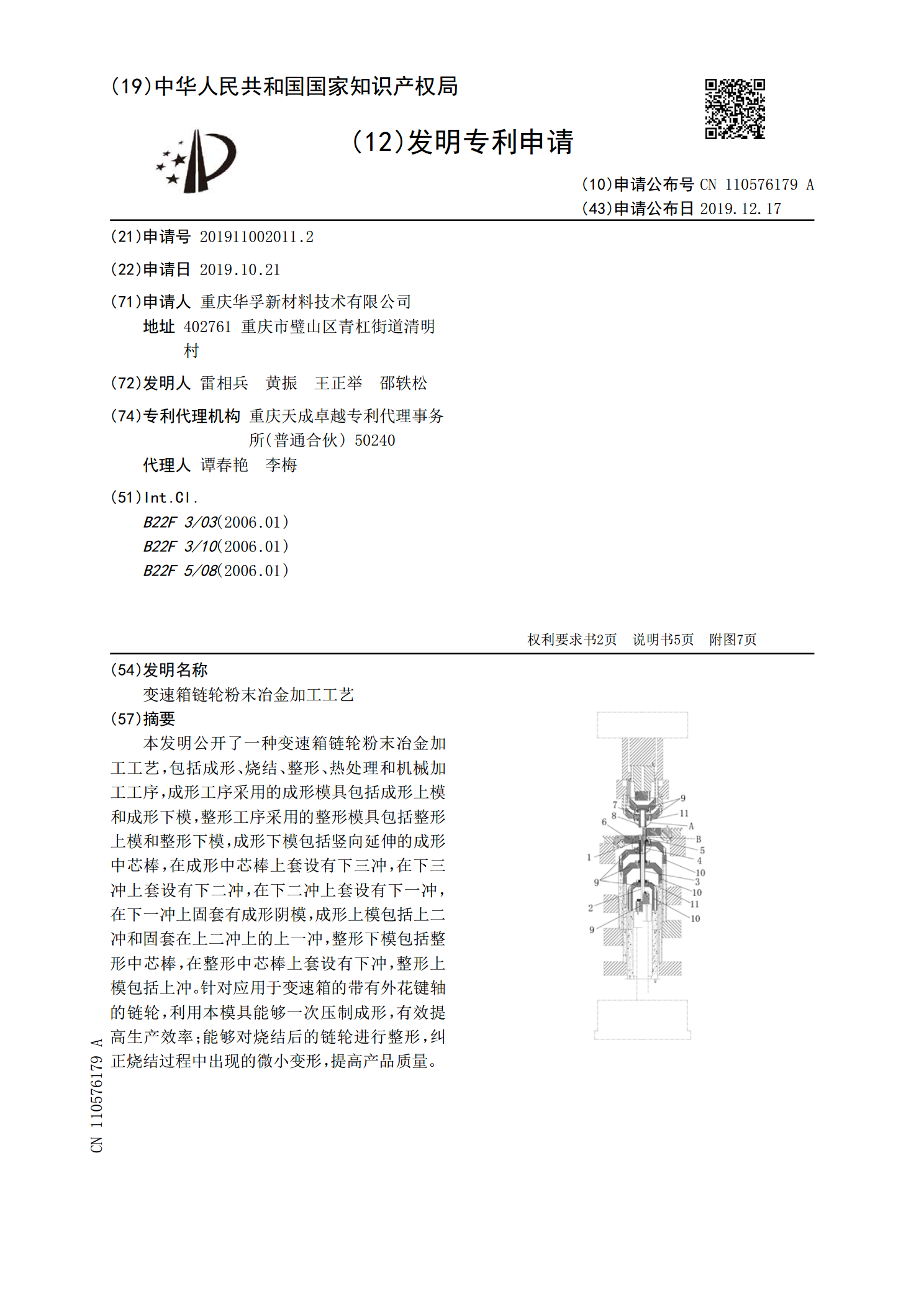
本发明公开了一种变速箱链轮粉末冶金加工工艺,包括成形、烧结、整形、热处理和机械加工工序,成形工序采用的成形模具包括成形上模和成形下模,整形工序采用的整形模具包括整形上模和整形下模,成形下模包括竖向延伸的成形中芯棒,在成形中芯棒上套设有下三冲,在下三冲上套设有下二冲,在下二冲上套设有下一冲,在下一冲上固套有成形阴模,成形上模包括上二冲和固套在上二冲上的上一冲,整形下模包括整形中芯棒,在整形中芯棒上套设有下冲,整形上模包括上冲。针对应用于变速箱的带有外花键轴的链轮,利用本模具能够一次压制成形,有效提高生产效率
链轮的加工工艺设计.pdf
目录目录.....................................................................................................................................................3一、设计思路...............................................................................................

链轮室盖加工工艺.pdf
本发明涉及压铸成型领域,公开了一种链轮室盖加工工艺,包括以下步骤:(1)将压铸模具内的型腔抽真空度至5KPa以下;(2)在模具内型腔的链轮室盖的盖板部开设辐射状的工艺筋槽,工艺筋槽覆盖整个盖板部,工艺筋槽的辐射中心处开设汇集槽,所有工艺筋槽均与汇集槽连通;(3)模具上的汇集槽处设置通孔,通孔内设置顶杆,顶杆与通孔滑动密封;(4)顶杆内沿顶杆轴线开设排气装置。本发明意在提供一种改善链轮室盖压铸过程中的排气性能,提升良品率的加工工艺。
一种汽车变速箱用链轮的加工方法.pdf
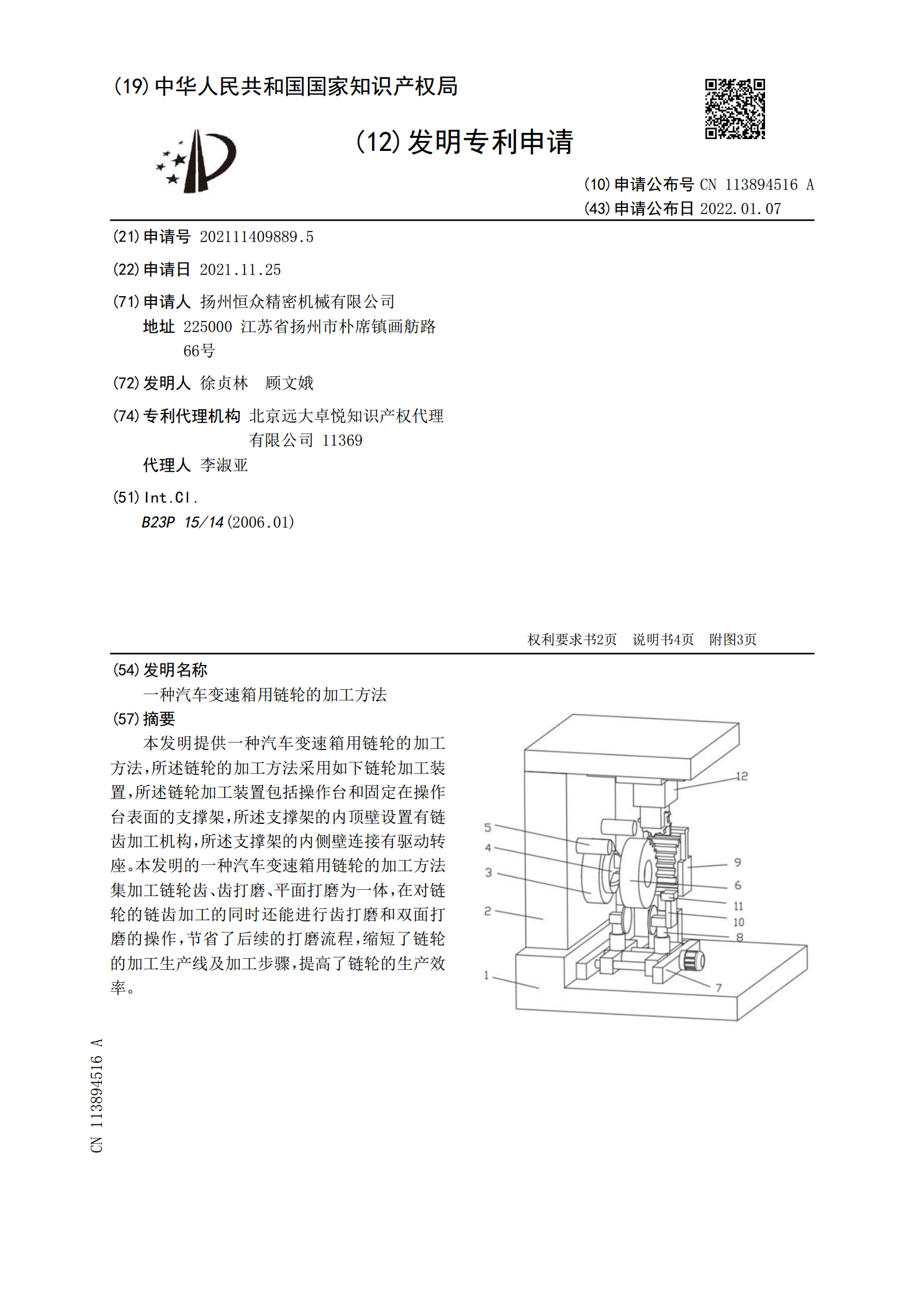
本发明提供一种汽车变速箱用链轮的加工方法,所述链轮的加工方法采用如下链轮加工装置,所述链轮加工装置包括操作台和固定在操作台表面的支撑架,所述支撑架的内顶壁设置有链齿加工机构,所述支撑架的内侧壁连接有驱动转座。本发明的一种汽车变速箱用链轮的加工方法集加工链轮齿、齿打磨、平面打磨为一体,在对链轮的链齿加工的同时还能进行齿打磨和双面打磨的操作,节省了后续的打磨流程,缩短了链轮的加工生产线及加工步骤,提高了链轮的生产效率。

链轮齿部链窝加工工艺.pdf
本发明涉及一种链窝加工工艺,包括以下步骤:链轮经调质处理后,齿部链窝加工至设计尺寸;在齿部链窝平面上划线钻孔;齿部经淬火处理;链轮经低温回火处理;钻孔内用焊条堆焊;磨钻孔至与链窝平面高度一致。堆焊处的硬度大于链窝其他部位的硬度,而且堆焊部位焊材与链轮母材熔合性好,增强了链窝的耐磨性能。