
32MPa泵头进排液阀箱阀孔磨损焊接装置及焊接工艺.pdf

一吃****天材

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

32MPa泵头进排液阀箱阀孔磨损焊接装置及焊接工艺.pdf
本发明公开了32MPa泵头进排液阀箱阀孔磨损焊接装置,包括焊机和水平底板座,水平底板座四个方位分别设置有锁紧装置,水平底板座上还设置有若干可调节支撑架,可调节支撑架上设置有加热工装;所述焊机上设置有加长焊条。本发明设计新颖,结构合理,取材及制作方便,操作简易,配合其焊接工艺,通过焊前预热150‑200℃,焊后550℃‑600℃×6h后热处理来消除焊接应力,减少氢的浓集和淬硬组织存在,防止冷裂纹产生,通过加长焊条电弧焊接,有效解决32MPa泵头进排液阀箱深阀孔的堆焊修复,在保证焊接质量的同时,投资费用低,现
一种泵阀铸件焊接装置及其焊接工艺.pdf
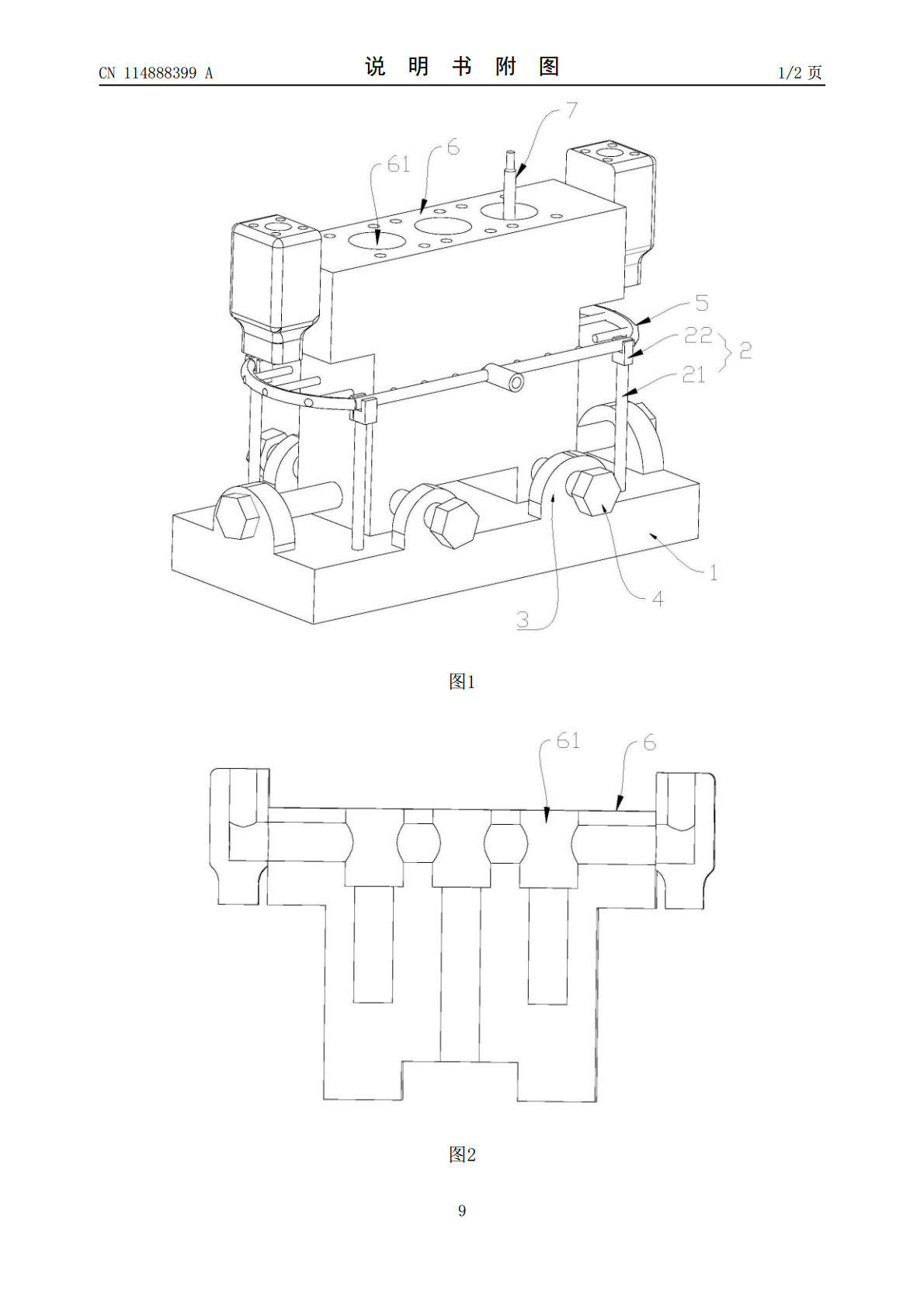
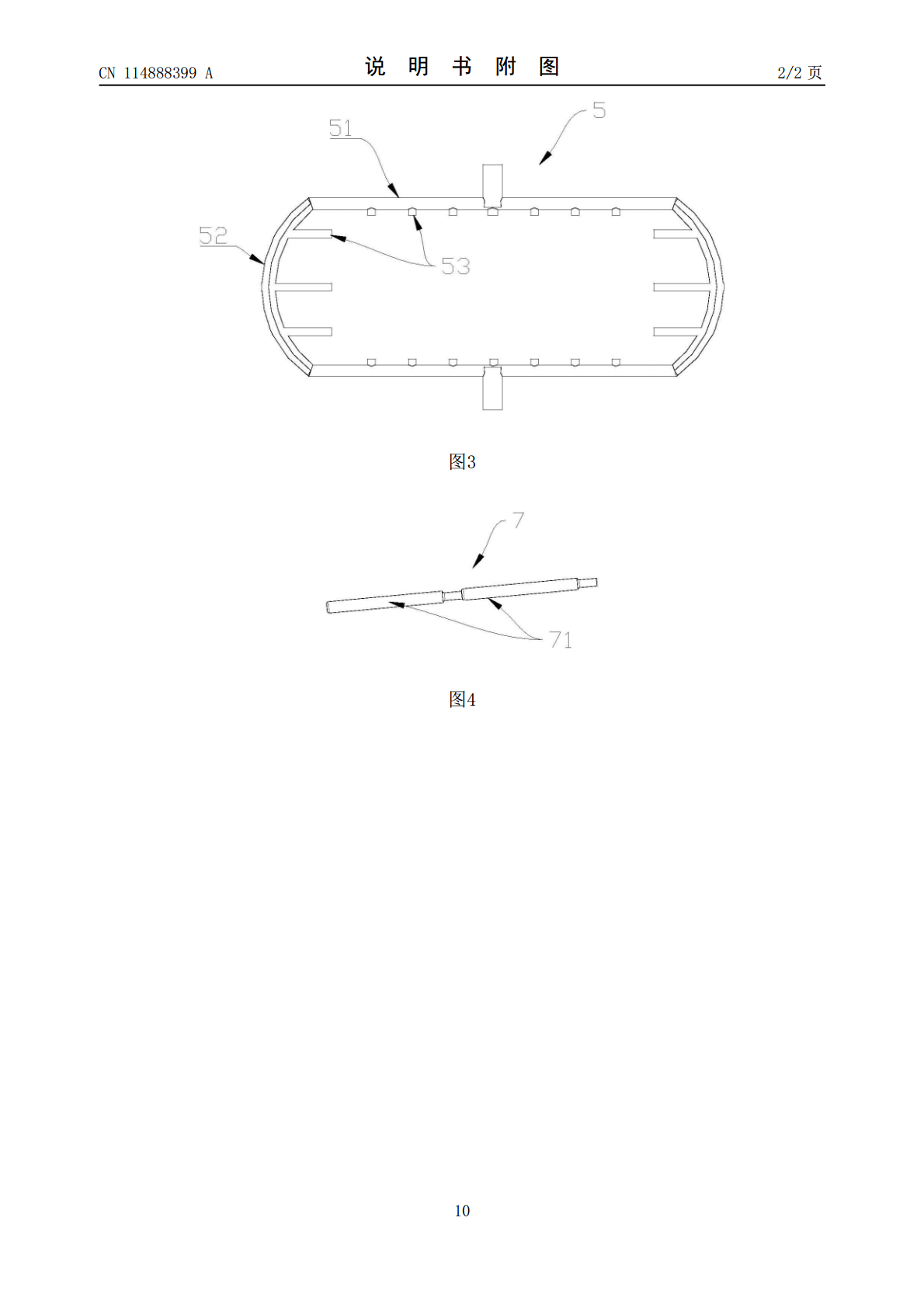
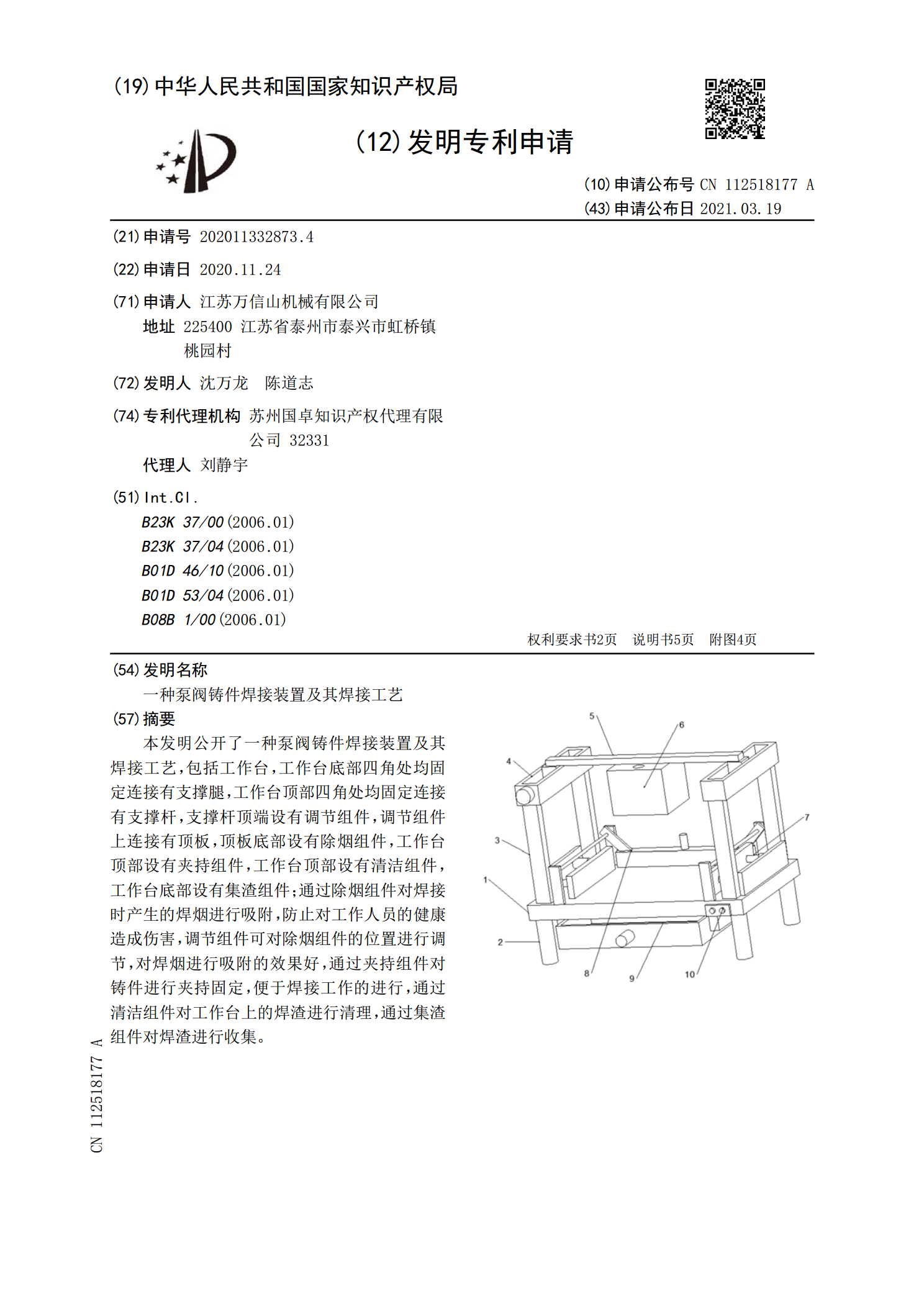
本发明公开了一种泵阀铸件焊接装置及其焊接工艺,包括工作台,工作台底部四角处均固定连接有支撑腿,工作台顶部四角处均固定连接有支撑杆,支撑杆顶端设有调节组件,调节组件上连接有顶板,顶板底部设有除烟组件,工作台顶部设有夹持组件,工作台顶部设有清洁组件,工作台底部设有集渣组件;通过除烟组件对焊接时产生的焊烟进行吸附,防止对工作人员的健康造成伤害,调节组件可对除烟组件的位置进行调节,对焊烟进行吸附的效果好,通过夹持组件对铸件进行夹持固定,便于焊接工作的进行,通过清洁组件对工作台上的焊渣进行清理,通过集渣组件对焊渣进
一种泵阀加工用泵阀铸件焊接装置.pdf
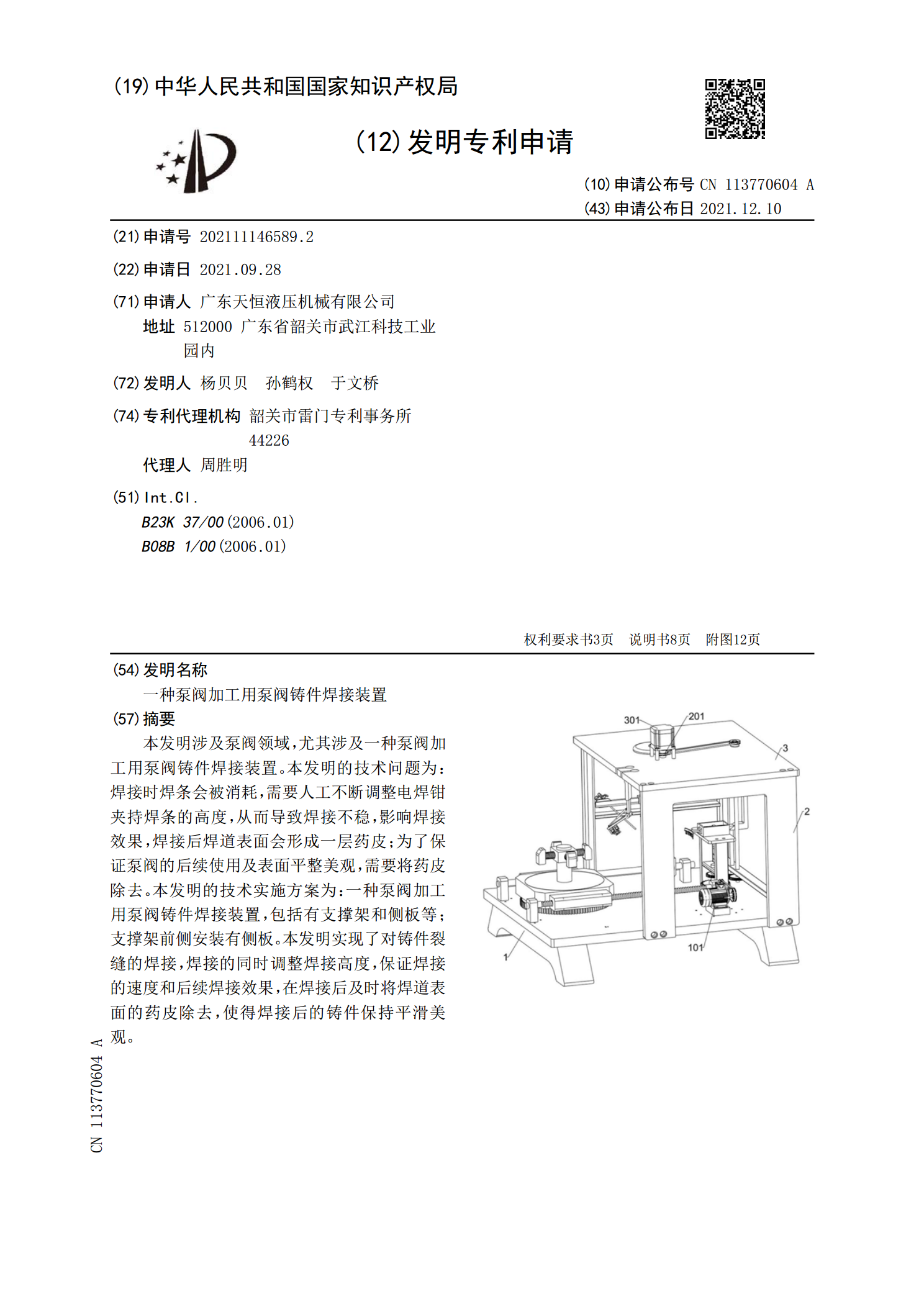
本发明涉及泵阀领域,尤其涉及一种泵阀加工用泵阀铸件焊接装置。本发明的技术问题为:焊接时焊条会被消耗,需要人工不断调整电焊钳夹持焊条的高度,从而导致焊接不稳,影响焊接效果,焊接后焊道表面会形成一层药皮;为了保证泵阀的后续使用及表面平整美观,需要将药皮除去。本发明的技术实施方案为:一种泵阀加工用泵阀铸件焊接装置,包括有支撑架和侧板等;支撑架前侧安装有侧板。本发明实现了对铸件裂缝的焊接,焊接的同时调整焊接高度,保证焊接的速度和后续焊接效果,在焊接后及时将焊道表面的药皮除去,使得焊接后的铸件保持平滑美观。
进排液阀组结构及超高压柱塞泵.pdf
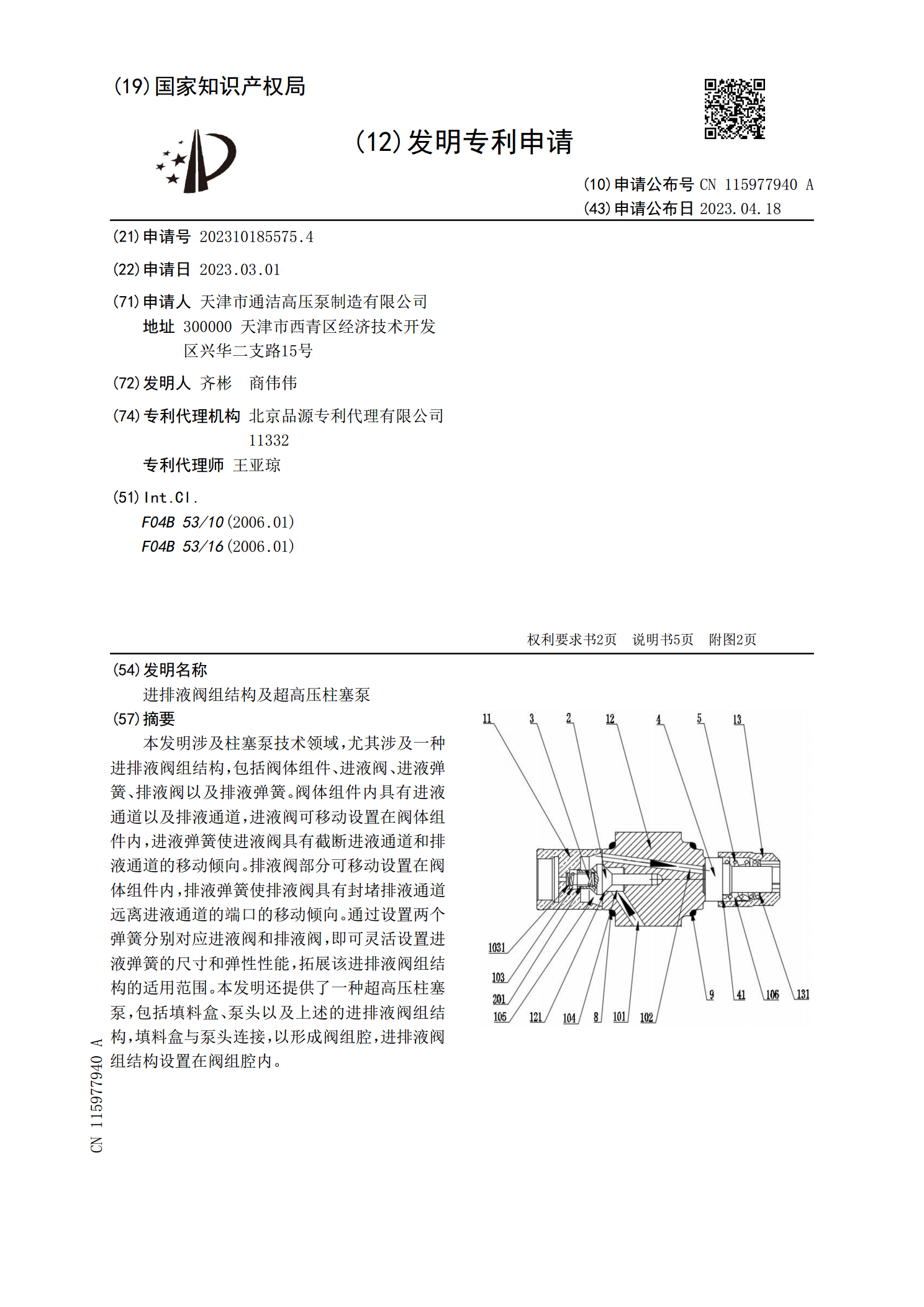
本发明涉及柱塞泵技术领域,尤其涉及一种进排液阀组结构,包括阀体组件、进液阀、进液弹簧、排液阀以及排液弹簧。阀体组件内具有进液通道以及排液通道,进液阀可移动设置在阀体组件内,进液弹簧使进液阀具有截断进液通道和排液通道的移动倾向。排液阀部分可移动设置在阀体组件内,排液弹簧使排液阀具有封堵排液通道远离进液通道的端口的移动倾向。通过设置两个弹簧分别对应进液阀和排液阀,即可灵活设置进液弹簧的尺寸和弹性性能,拓展该进排液阀组结构的适用范围。本发明还提供了一种超高压柱塞泵,包括填料盒、泵头以及上述的进排液阀组结构,填料

阀件焊接方法.pdf
阀门的种类与安装工艺一、阀门安装通用工艺:1、氟系统用各种阀门(球阀、截止阀、电磁阀、恒压阀、止回阀、膨胀阀等)必须采用氟专用产品。2、安装前除制造厂铅封的安全阀外手动阀门必须将阀门逐个拆卸清除油物、铁锈并清洗法兰面。白控阀门安装前应按产品的技术要求进行验收并应清洗法兰面。3、手动阀门清洗后应进行严密性试验其试验压力值为:高压侧表压;低压侧表压。白控阀门的检验按产品的技术要求进行。4、