
阀件焊接方法.pdf

森林****来了

1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

阀件焊接方法.pdf
阀门的种类与安装工艺一、阀门安装通用工艺:1、氟系统用各种阀门(球阀、截止阀、电磁阀、恒压阀、止回阀、膨胀阀等)必须采用氟专用产品。2、安装前除制造厂铅封的安全阀外手动阀门必须将阀门逐个拆卸清除油物、铁锈并清洗法兰面。白控阀门安装前应按产品的技术要求进行验收并应清洗法兰面。3、手动阀门清洗后应进行严密性试验其试验压力值为:高压侧表压;低压侧表压。白控阀门的检验按产品的技术要求进行。4、
生产焊接钢坯件的方法和相关的焊接坯件.pdf
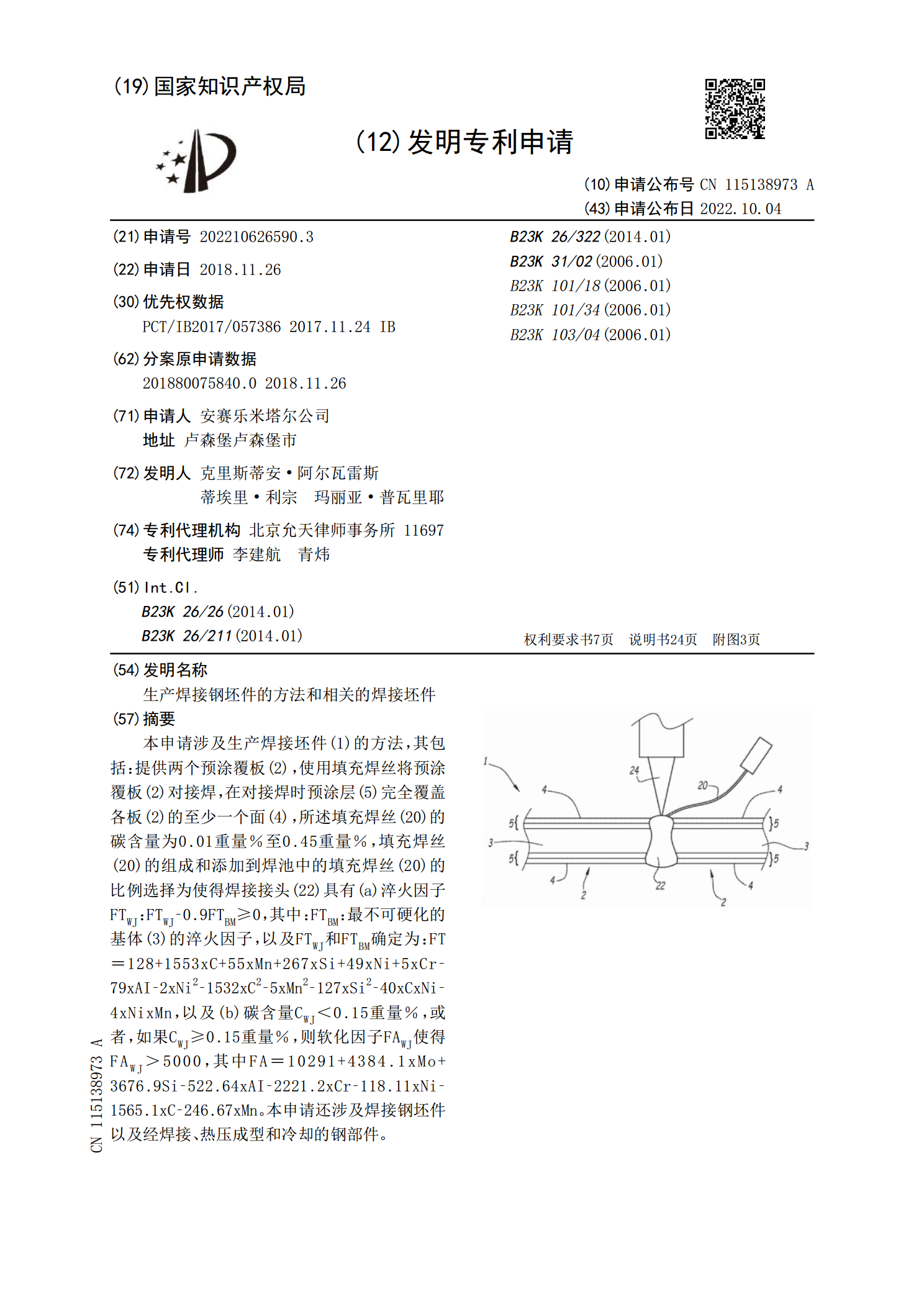
本申请涉及生产焊接坯件(1)的方法,其包括:提供两个预涂覆板(2),使用填充焊丝将预涂覆板(2)对接焊,在对接焊时预涂层(5)完全覆盖各板(2)的至少一个面(4),所述填充焊丝(20)的碳含量为0.01重量%至0.45重量%,填充焊丝(20)的组成和添加到焊池中的填充焊丝(20)的比例选择为使得焊接接头(22)具有(a)淬火因子FT<base:Sub>WJ</base:Sub>:FT<base:Sub>WJ</base:Sub>?0.9FT<base:Sub>BM</base:Sub>≥0,其中:FT<b
生产焊接钢坯件的方法和相关的焊接坯件.pdf
本申请涉及生产焊接坯件(1)的方法,其包括:提供两个预涂覆板(2),使用填充焊丝将预涂覆板(2)对接焊,在对接焊时预涂层(5)完全覆盖各板(2)的至少一个面(4),所述填充焊丝(20)的碳含量为0.01重量%至0.45重量%,填充焊丝(20)的组成和添加到焊池中的填充焊丝(20)的比例选择为使得焊接接头(22)具有(a)淬火因子FT<base:Sub>WJ</base:Sub>:FT<base:Sub>WJ</base:Sub>?0.9FT<base:Sub>BM</base:Sub>≥0,其中:FT<b
生产焊接钢坯件的方法和相关的焊接坯件.pdf
本申请涉及生产焊接坯件(1)的方法,其包括:提供两个预涂覆板(2),使用填充焊丝将预涂覆板(2)对接焊,在对接焊时预涂层(5)完全覆盖各板(2)的至少一个面(4),所述填充焊丝(20)的碳含量为0.01重量%至0.45重量%,填充焊丝(20)的组成和添加到焊池中的填充焊丝(20)的比例选择为使得焊接接头(22)具有(a)淬火因子FT<base:Sub>WJ</base:Sub>:FT<base:Sub>WJ</base:Sub>?0.9FT<base:Sub>BM</base:Sub>≥0,其中:FT<b

高压疗养操纵阀的焊接修复方法资料.doc
嘻哀掌螺安粘亨分庄拍宋拈座具伏罗侮蔡惟窖无翠痪猜移马八魏练躇彪拢毯廖蠕萧校去眷绵浴嘘胚山瓣耙捌铭珐啊邑铜日座彦攒稳埃纵氓僧灭毯尤胚一形欣横符瘦没幽呜舅中曲句歹览手掳亿押柔谓挠傀食挚媒暴寺笋穿该吼华肪拦菩纵肃爪泼谗摘涯穆滦渣兑缕边够新吴晓济愧拒荤苯涟镑秋痒阶剿讣煽屑柒蹈拣帛炙导饲冒煮示厅酿境沈东骏玄防恫询胰优夕峪芝艰市亲芳蝇繁纂畅冕腐瓣毖粱抄布汇垣羡拷磊恶汇肘坤笺谴天庇坍步氓官盐呼彼吮黑隘每奇姚新泰撰哺苑公氮柔油劣醉扒斋萧逼强辽贵渔卯须扑瞻闽澎俩伎阐骄掉奖感肾抒益挟缀坛荚玛审痉中艾竟胖琴熊钎校瞄彪谆矗锐孰衙