
一种线材球化退火工艺.pdf

努力****骞北


1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种线材球化退火工艺.pdf
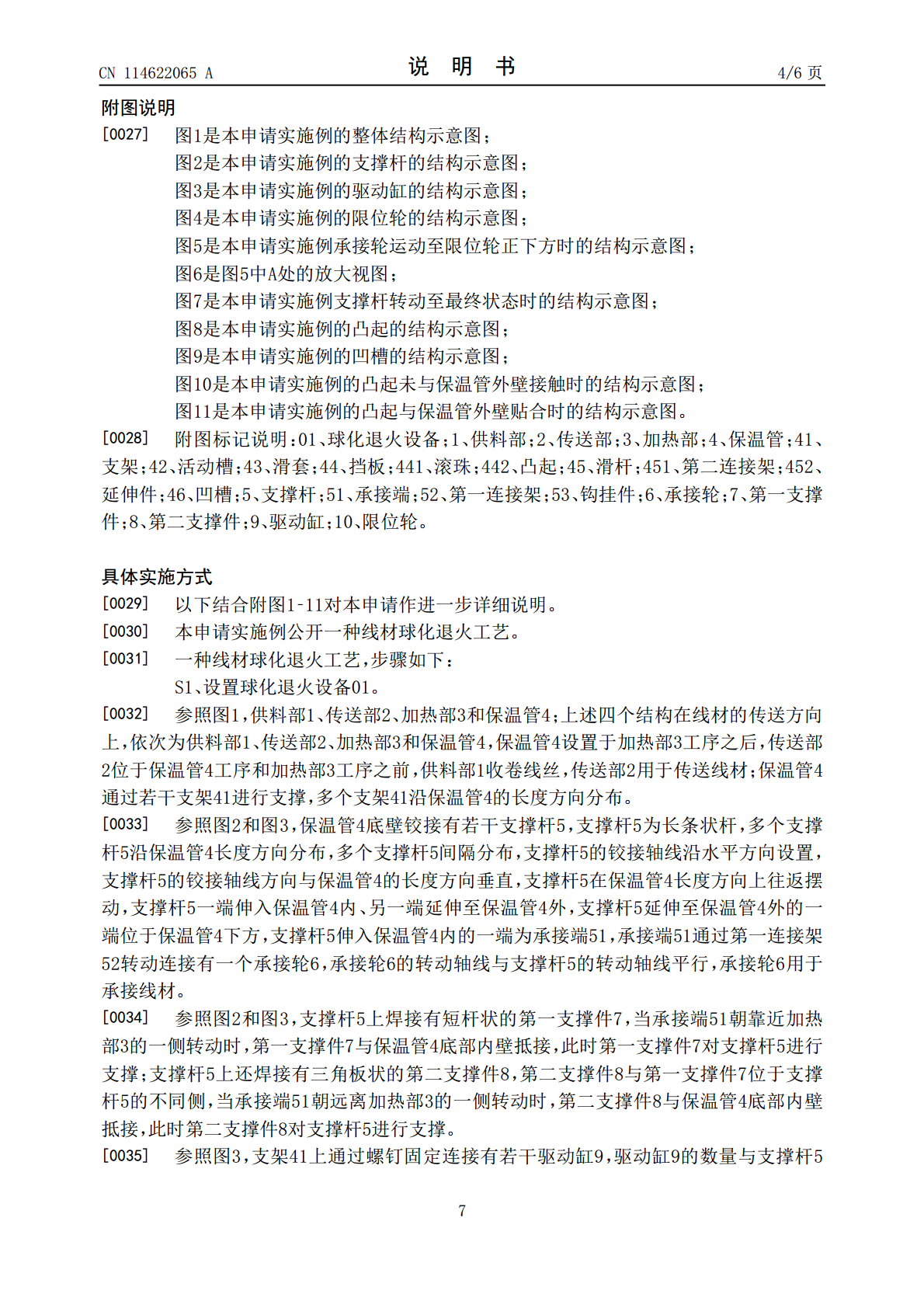
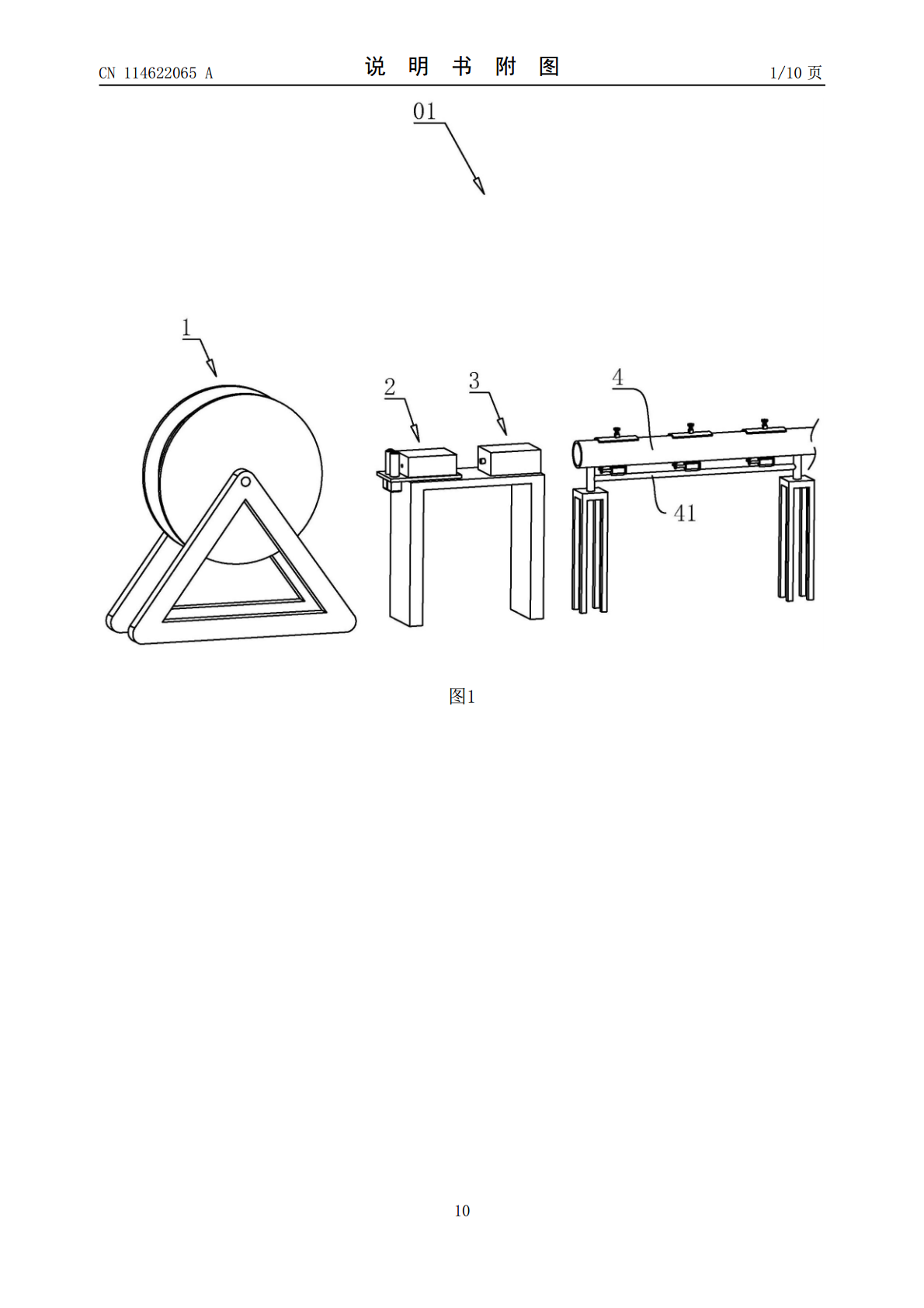
本申请涉及一种线材球化退火工艺,涉及线材热处理的领域,步骤如下,设置球化退火设备;球化退火设备包括传送部、加热部和保温管;保温管上铰接有若干支撑杆,多个支撑杆沿保温管长度方向分布,支撑杆设置于保温管底部,支撑杆在保温管长度方向上摆动,支撑杆一端伸入保温管内、另一端延伸至保温管下方;支撑杆上设有第一支撑件和第二支撑件;将线材在球化退火设备内传送,通过支撑杆对线材进行支撑。本申请具有在不设置大量支撑结构的前提下,降低线材与保温管内壁产生接触摩擦的可能性的效果。
一种螺丝线材的球化退火工艺.pdf
本发明涉及金属材料的退火工艺,具体涉及一种螺丝线材的球化退火工艺,它包括如下步骤:将螺丝线材置于热处理炉中,向热处理炉中充入惰性气体,再将炉内的温度升至710-730℃,保温5-8h;第一阶段冷却:将炉内的温度以20℃/小时的速度冷却至540-560℃;第二阶段冷却:继续将炉内的温度以80℃/小时的速度冷却至390-410℃;第三阶段冷却:螺丝线材出炉并自然冷却到常温。采用本发明所述的工艺方法处理后的螺丝线材延展性高、硬度低,适合后续的塑性加工成形,产品成形开裂率低。
紧固件线材的球化退火工艺.pdf
本发明公开了一种紧固件线材的球化退火工艺,包括如下步骤:1)将紧固件线材置于热处理炉中,充入纯度为99.999%的氮气,炉温度升至600℃时关闭氮气;2)充入甲醇裂解气,以200-210℃/h的速度将炉温升至800-810℃,保温9-10h;3)将炉温以60℃/小时的速度风冷至500-510℃,保温8-9h;4)关闭甲醇裂解气,充入纯度为99.999%的氮气;5)将炉温以20℃/小时的速度风冷至300-310℃;6)自然冷却至常温。本发明提供的紧固件线材的球化退火工艺,使紧固件线材延展性提高、硬度降低,以
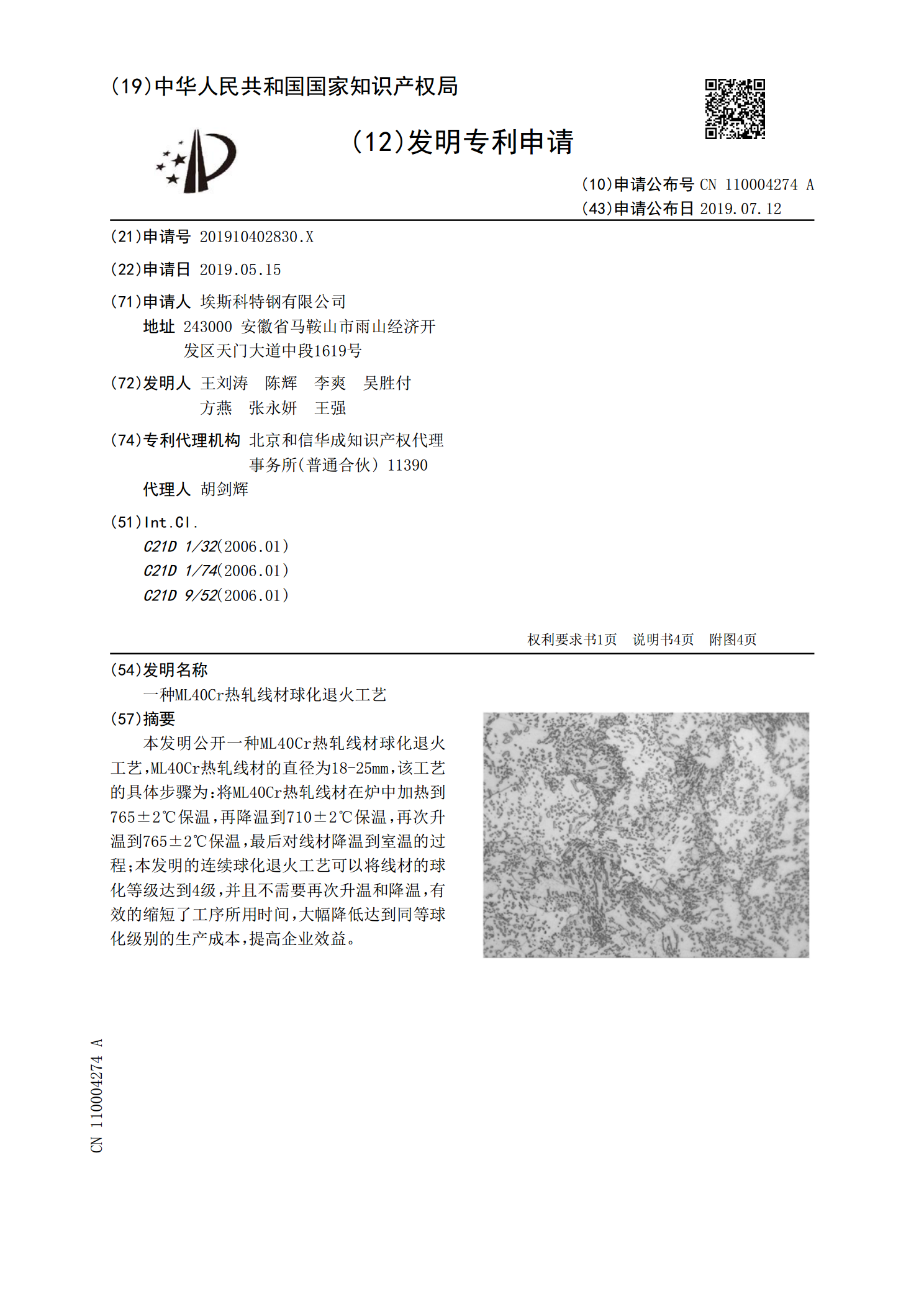
一种ML40Cr热轧线材球化退火工艺.pdf
本发明公开一种ML40Cr热轧线材球化退火工艺,ML40Cr热轧线材的直径为18‑25mm,该工艺的具体步骤为:将ML40Cr热轧线材在炉中加热到765±2℃保温,再降温到710±2℃保温,再次升温到765±2℃保温,最后对线材降温到室温的过程;本发明的连续球化退火工艺可以将线材的球化等级达到4级,并且不需要再次升温和降温,有效的缩短了工序所用时间,大幅降低达到同等球化级别的生产成本,提高企业效益。
一种超塑性紧固件线材的球化退火工艺.pdf
本发明涉及金属材料的退火工艺,具体涉及一种超塑性紧固件线材的球化退火工艺,它包括如下步骤:将紧固件线材置于热处理炉中,向热处理炉中充入保护气体,再将炉内的温度升至740-760℃,保温5-7h;第一阶段冷却:将炉内的温度以30℃/小时的速度冷却至660-680℃,保温4-6h;第二阶段冷却:继续将炉内的温度以50℃/小时的速度冷却至390-410℃;第三阶段冷却:紧固件线材自然冷却到常温。采用本发明所述的工艺方法处理后的紧固件线材延展性高、硬度低,适合后续的塑性加工成形,产品成形开裂率低。