
一种用于汽车防撞梁的加工方法.pdf

书生****aa

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于汽车防撞梁的加工方法.pdf
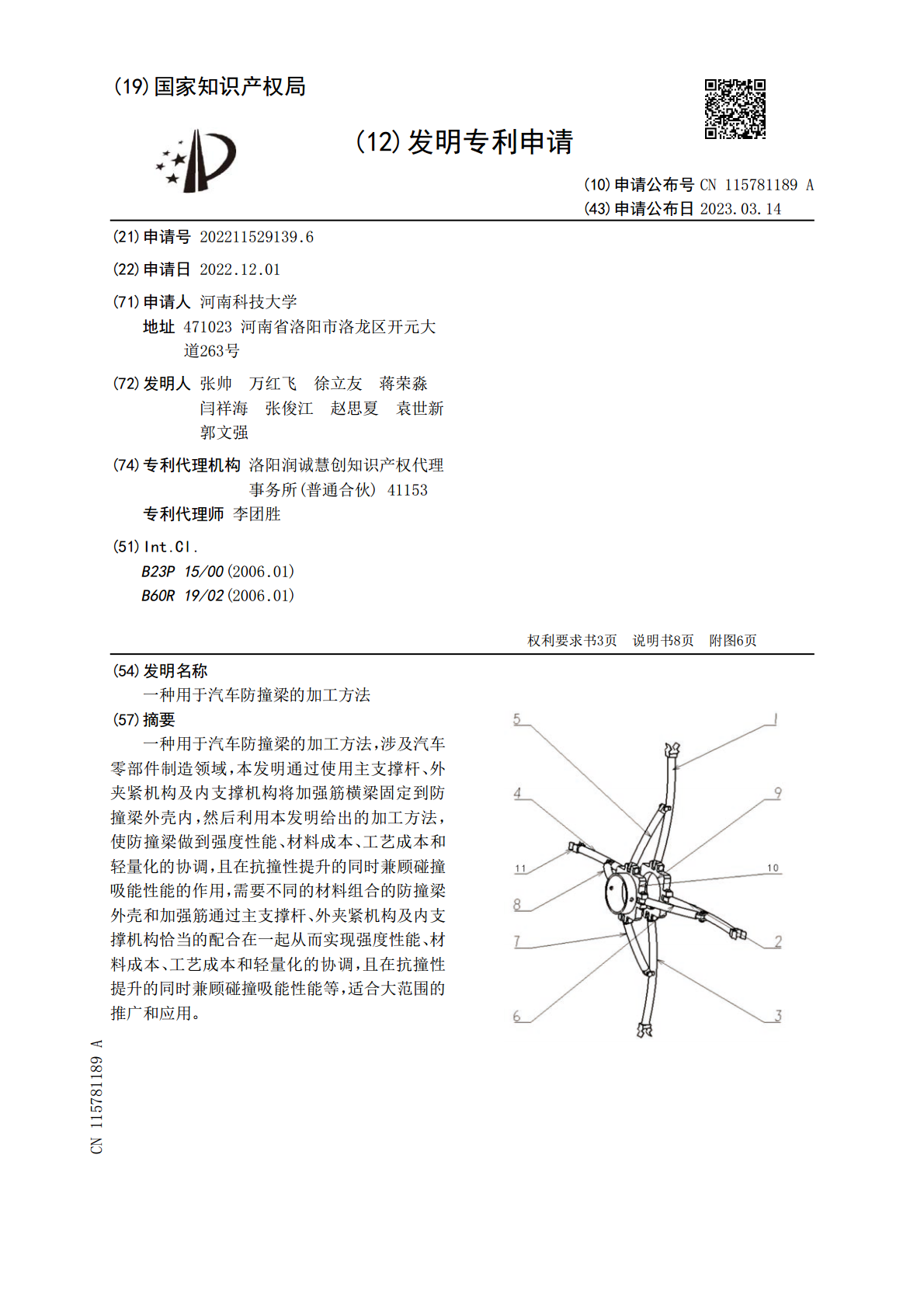
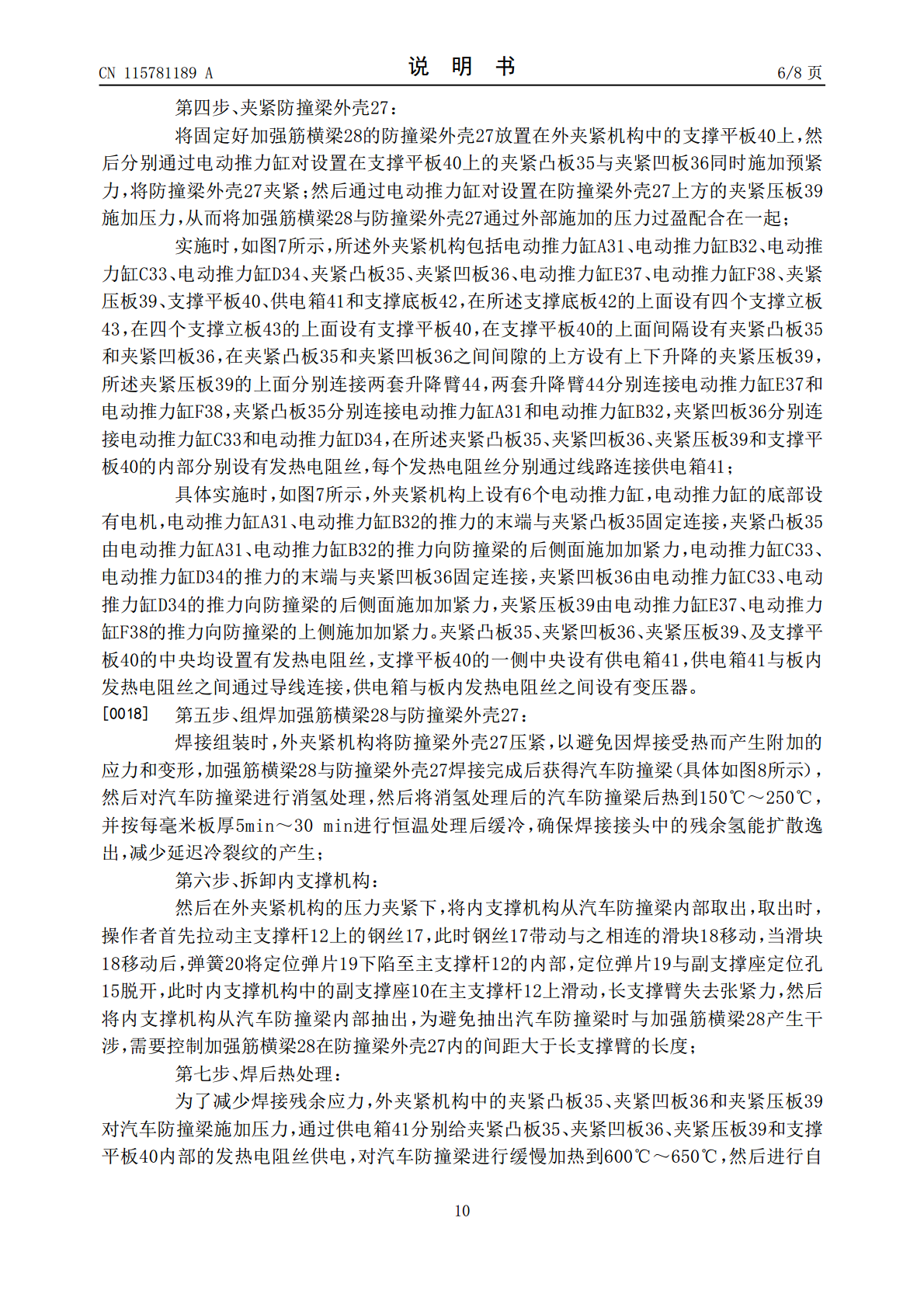
一种用于汽车防撞梁的加工方法,涉及汽车零部件制造领域,本发明通过使用主支撑杆、外夹紧机构及内支撑机构将加强筋横梁固定到防撞梁外壳内,然后利用本发明给出的加工方法,使防撞梁做到强度性能、材料成本、工艺成本和轻量化的协调,且在抗撞性提升的同时兼顾碰撞吸能性能的作用,需要不同的材料组合的防撞梁外壳和加强筋通过主支撑杆、外夹紧机构及内支撑机构恰当的配合在一起从而实现强度性能、材料成本、工艺成本和轻量化的协调,且在抗撞性提升的同时兼顾碰撞吸能性能等,适合大范围的推广和应用。
一种汽车防撞梁的挤压加工方法.pdf
本发明属于汽车构件加工技术领域,具体涉及一种汽车防撞梁的挤压加工方法。本发明的制备方法依次包括预处理、预热、挤出、淬火、后处理,所述预热为分级加热,一级加热的温度为300‑350℃,二级加热的温度为460‑550℃,其中,一级加热采用电加热炉或燃气预热炉,二级加热采用永磁加热炉或工频加热炉,挤出过程中设定盛锭筒的温度为250‑450℃,出料口的温度为500‑580℃。本发明对铝棒预热时采用分级加热的方法,采用不同加热炉先低温加热再高温加热,可保证铝棒受热均匀,有利于改善产品的力学性能,减少产品缺陷,同时通
一种汽车防撞梁加工矫形装置及其矫形方法.pdf
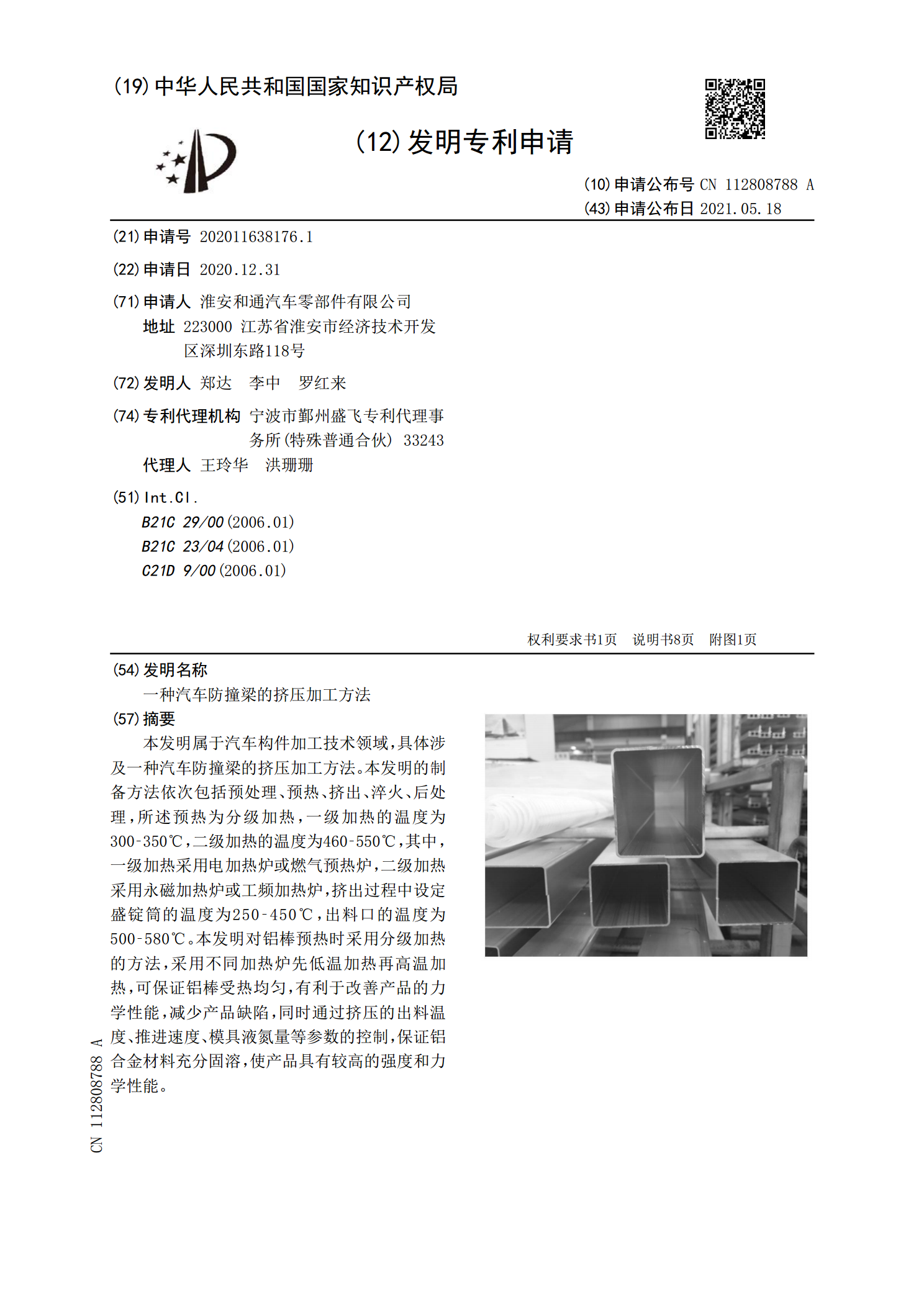
本发明涉及汽车防撞梁的技术领域,特别涉及一种汽车防撞梁加工矫形装置及其矫形方法,该汽车防撞梁加工矫形装置包括底部机架、夹持支撑机构以及矫形机构,在夹持支撑机构中,移动块移动过程中通过支撑架带动限位板移动到工作位置,限位板通过与限位支链相互配合可以对不同规格的汽车防撞梁进行限位夹持;本发明设计的矫形机架中通过调节一号板与二号板之间的间距进而可以调节矫形头与汽车防撞梁受损处的位置,对汽车防撞梁进行分级矫形修复处理。
一种汽车防撞梁.pdf
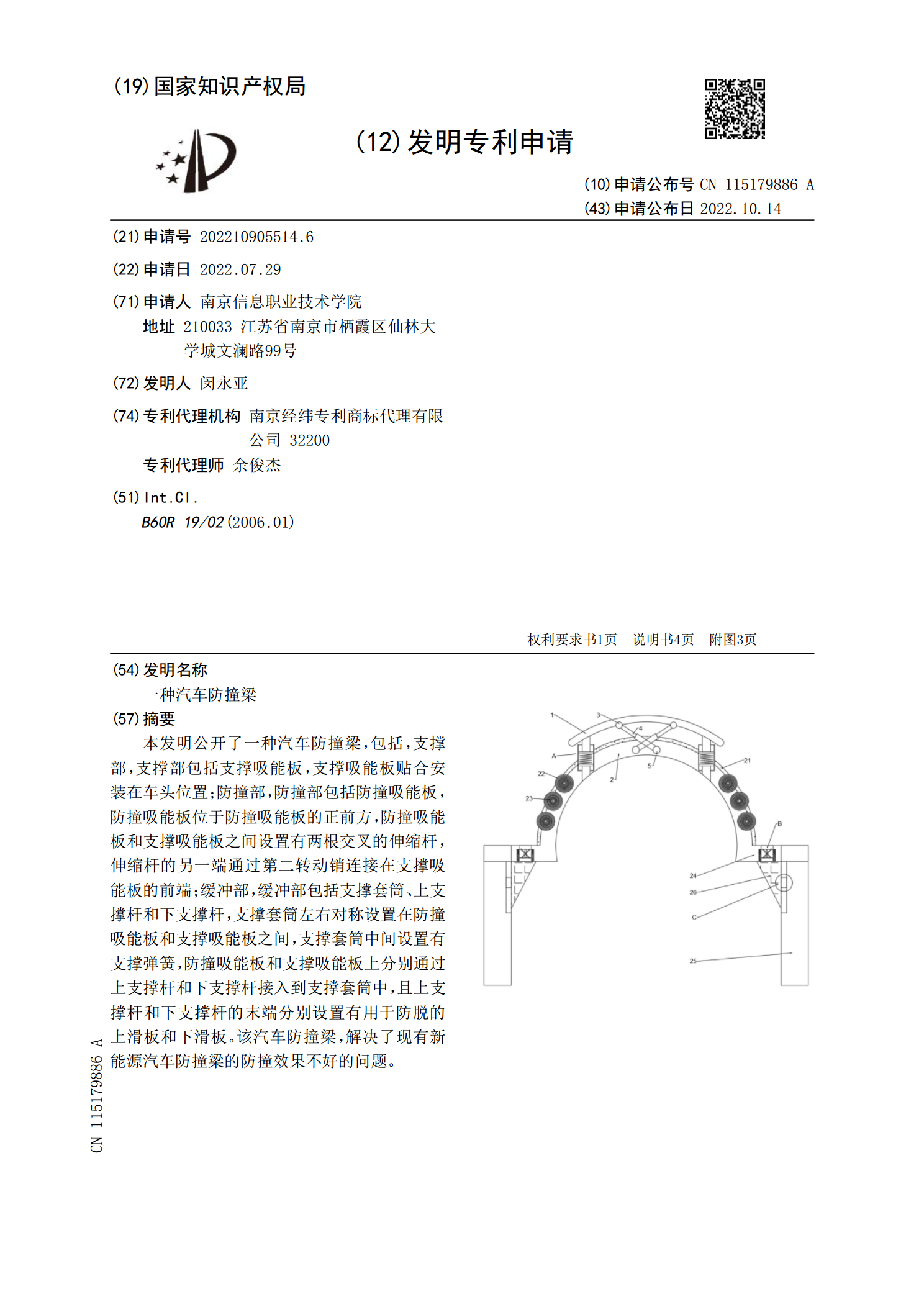
本发明公开了一种汽车防撞梁,包括,支撑部,支撑部包括支撑吸能板,支撑吸能板贴合安装在车头位置;防撞部,防撞部包括防撞吸能板,防撞吸能板位于防撞吸能板的正前方,防撞吸能板和支撑吸能板之间设置有两根交叉的伸缩杆,伸缩杆的另一端通过第二转动销连接在支撑吸能板的前端;缓冲部,缓冲部包括支撑套筒、上支撑杆和下支撑杆,支撑套筒左右对称设置在防撞吸能板和支撑吸能板之间,支撑套筒中间设置有支撑弹簧,防撞吸能板和支撑吸能板上分别通过上支撑杆和下支撑杆接入到支撑套筒中,且上支撑杆和下支撑杆的末端分别设置有用于防脱的上滑板和下
用于焊接汽车防撞梁的焊接变位装置.pdf
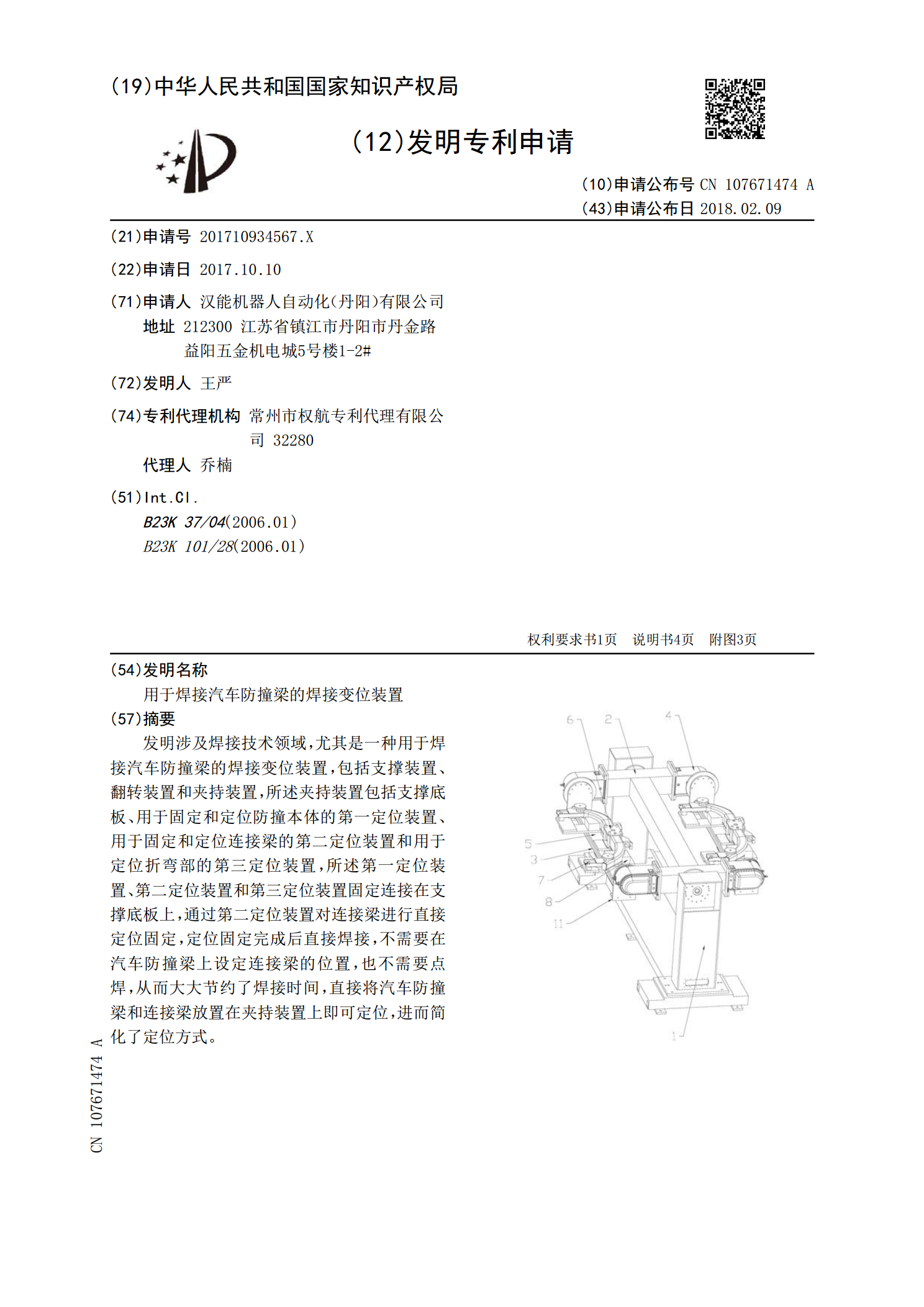
发明涉及焊接技术领域,尤其是一种用于焊接汽车防撞梁的焊接变位装置,包括支撑装置、翻转装置和夹持装置,所述夹持装置包括支撑底板、用于固定和定位防撞本体的第一定位装置、用于固定和定位连接梁的第二定位装置和用于定位折弯部的第三定位装置,所述第一定位装置、第二定位装置和第三定位装置固定连接在支撑底板上,通过第二定位装置对连接梁进行直接定位固定,定位固定完成后直接焊接,不需要在汽车防撞梁上设定连接梁的位置,也不需要点焊,从而大大节约了焊接时间,直接将汽车防撞梁和连接梁放置在夹持装置上即可定位,进而简化了定位方式。