
夹套圆管冲孔模及其冲孔方法.pdf

纪阳****公主

1/7

2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
夹套圆管冲孔模及其冲孔方法.pdf
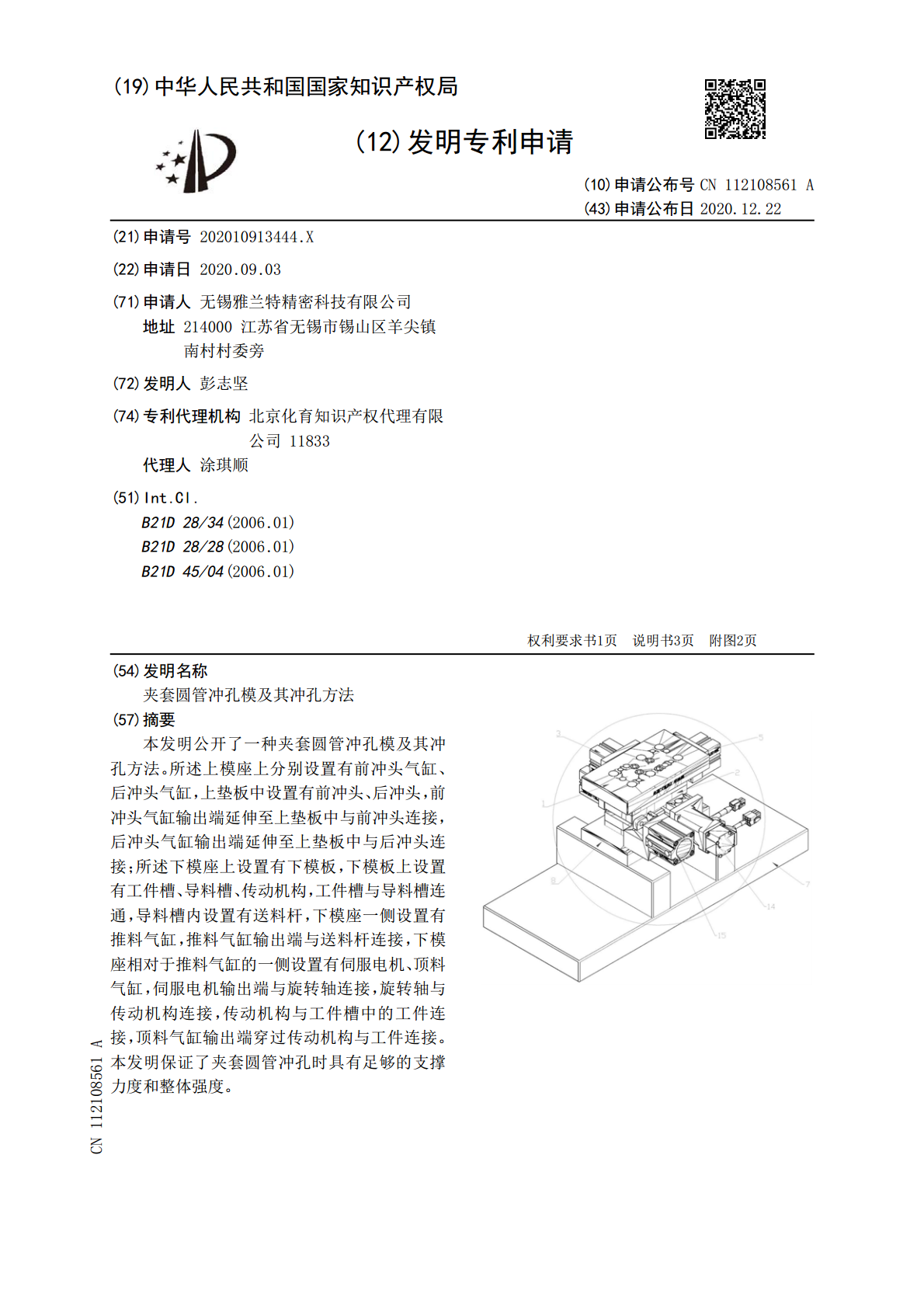
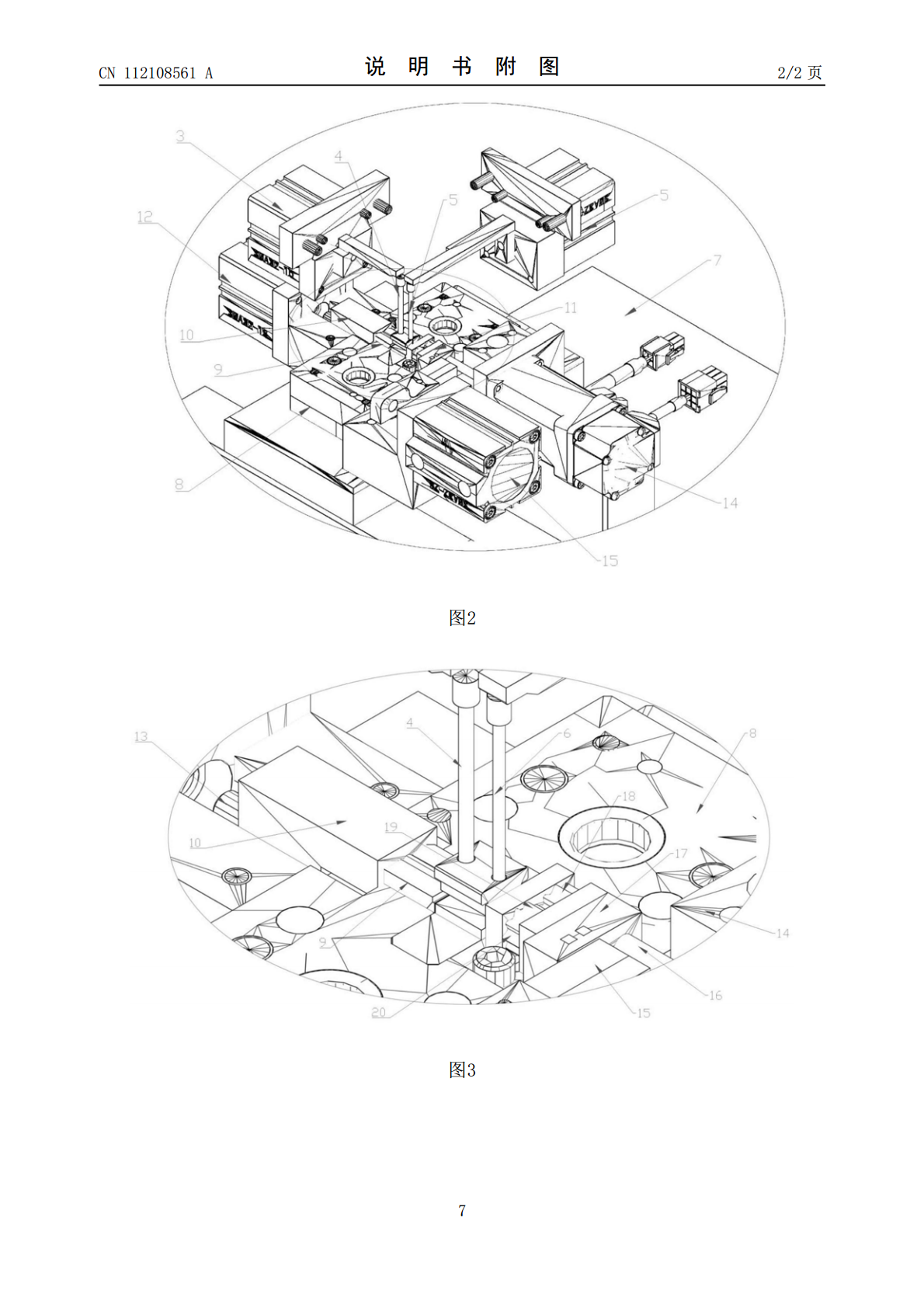
本发明公开了一种夹套圆管冲孔模及其冲孔方法。所述上模座上分别设置有前冲头气缸、后冲头气缸,上垫板中设置有前冲头、后冲头,前冲头气缸输出端延伸至上垫板中与前冲头连接,后冲头气缸输出端延伸至上垫板中与后冲头连接;所述下模座上设置有下模板,下模板上设置有工件槽、导料槽、传动机构,工件槽与导料槽连通,导料槽内设置有送料杆,下模座一侧设置有推料气缸,推料气缸输出端与送料杆连接,下模座相对于推料气缸的一侧设置有伺服电机、顶料气缸,伺服电机输出端与旋转轴连接,旋转轴与传动机构连接,传动机构与工件槽中的工件连接,顶料气缸

基于对瓶盖自动冲孔的设备及其冲孔方法.pdf
本发明公开了基于对瓶盖自动冲孔的设备,包括安装架,安装架上方设置有定位板,定位板、安装架以及支撑柱内设置有三层结构,三层结构中的中间层上设置有冲孔单元,冲孔单元依次排列构成圆周结构,定位板的底端设置有冲孔凸轮,冲孔凸轮的最底端始终与其中一个冲孔单元的顶端接触;滚轮接触到冲孔凸轮后,带动压杆逐渐向下运动,压杆推动冲钉向下,冲钉与瓶盖接触,冲钉座向下移动,当下模与瓶盖接触,滚轮在继续沿着冲孔凸轮的底端运动中,冲钉继续下压,滚轮运动到冲孔凸轮的最低端时,冲钉穿透瓶盖与下模接触,实现了冲孔动作该设备和方法原理简便
一种厚板精密冲孔模具及其冲孔方法.pdf
本发明公开了一种厚板精密冲孔模具及其冲孔方法,该模具包括上模座和下模座,上模座的下方依次设有垫板和冲针固定板,所述冲针固定板上设有纵向设置的冲针,冲针的外围设有冲针保护套;所述冲针固定板的下端设有上齿结构,所述冲针保护套的上端设有与所述上齿结构互补匹配的下齿结构;所述下模座的上方设有凹模座,所述凹模座的中部设有凹模,所述凹模的中部设有通孔;所述上模座和下模座之间设有导柱;所述冲针保护套的右端与保护套连接杆相连;所述冲针保护套可沿保护套连接杆上下移动。本发明提供了一种可对10mm以上的厚板进行精密冲孔、可加

圆管冲孔工艺与模具设计.pdf
模具工业!##$年第"!卷第%期!"圆管冲孔工艺与模具设计郭延辉(陕西汽车集团有限公司汽车装备厂,陕西西安%&##’")摘要:通过对圆管冲孔的工艺分析,阐述了圆管冲孔模具设计特点,针对具体零件,设计了&副无凹模对冲模具,降低了生产成本,提高了产品质量和生产效率,为类似管材零件的冲孔加工提供参考。关键词:圆管冲孔;工艺分析;模具设计中图分类号:()"*$文献标识码:+文章编号:&##&,!&$*-!##$.#%,##!",#"!"#$%&’(")%**&"*"+&,%-./$.0"1(%#$&%,.%#&/
一种齿轮冲孔切边复合模及其方法.pdf
本发明属于齿轮加工技术领域,具体涉及一种齿轮冲孔切边复合模及其方法,一种齿轮冲孔切边复合模,包括自上而下同轴设置的冲孔装置、切边下齿形模、切边下模座和控制系统,冲孔装置包括压力机和复合冲头,复合冲头的下端部设置有第一阶位台面和第二阶位台面;切边下模座上端面设置有限位沉台,切边下模座呈圆周均布设置有至少两个径向挡块,径向挡块外端部设置有动力推杆,本发明一种齿轮冲孔切边复合模一方面能够有效完成先冲孔后切边而免使复合冲头嵌入齿轮内孔而无法拔出的被动局面;另一方面又能免除先冲孔引起的齿轮磕碰,以及后切边带来的多工