
一种厚板精密冲孔模具及其冲孔方法.pdf

猫巷****提格


1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厚板精密冲孔模具及其冲孔方法.pdf
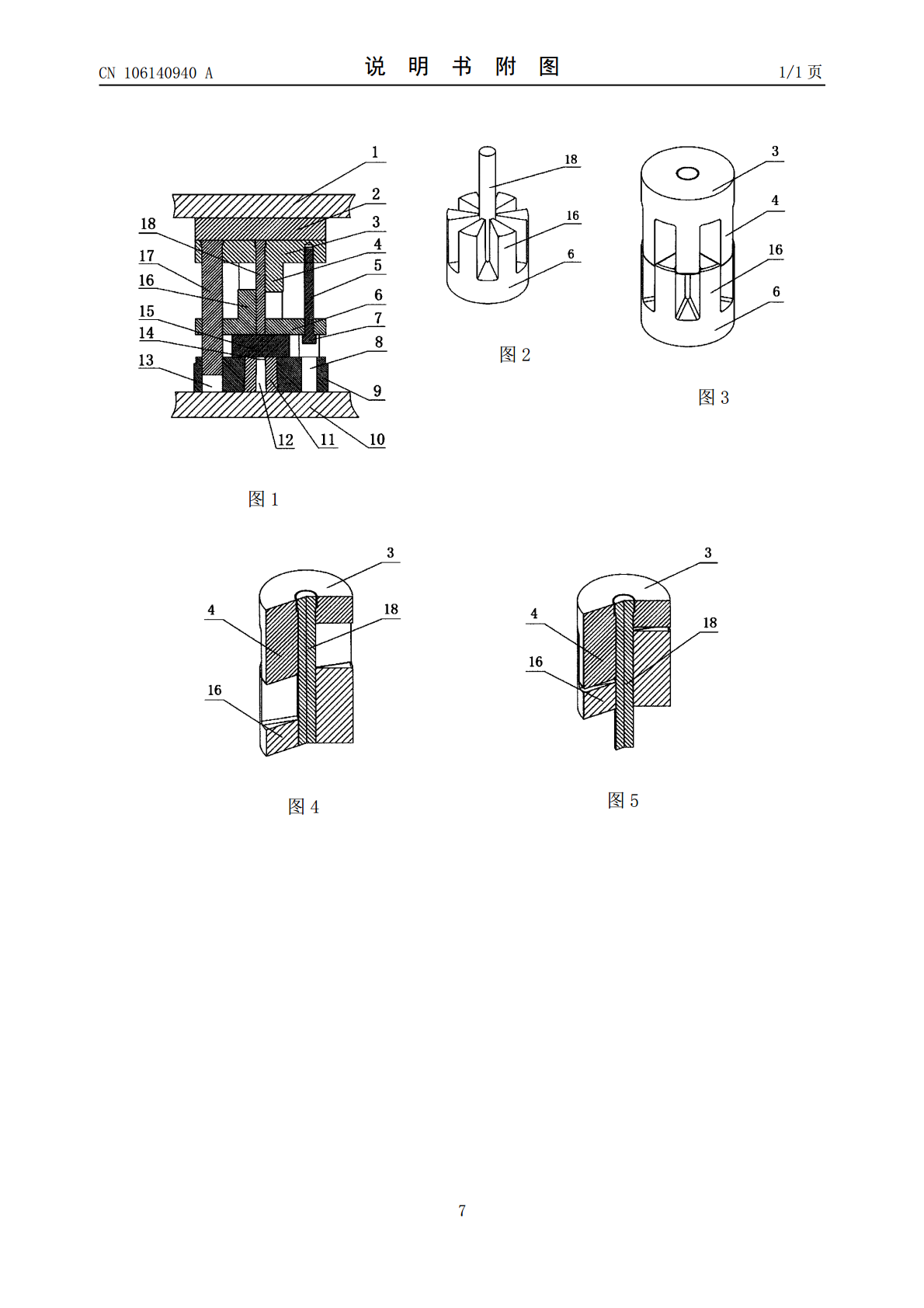
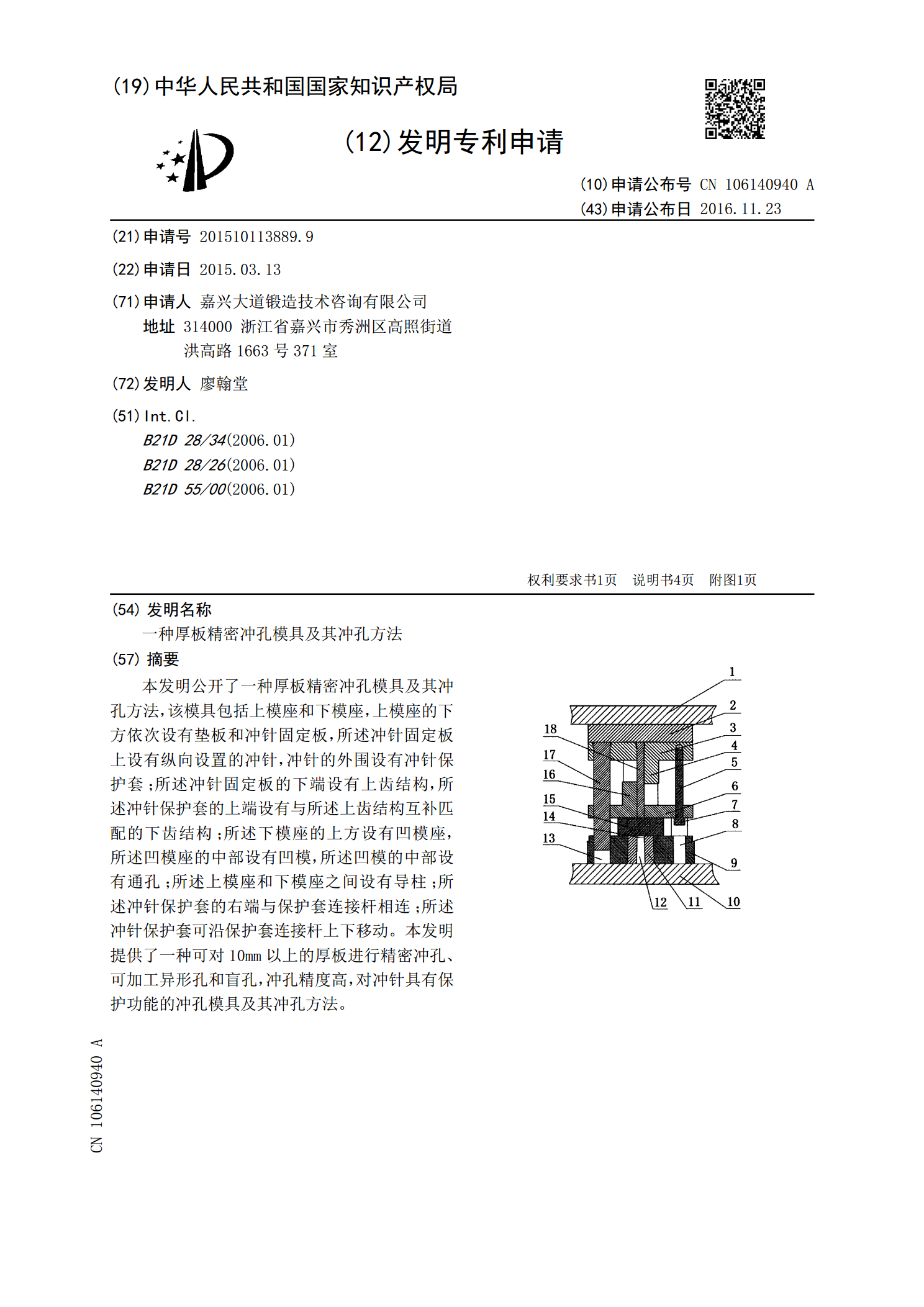
本发明公开了一种厚板精密冲孔模具及其冲孔方法,该模具包括上模座和下模座,上模座的下方依次设有垫板和冲针固定板,所述冲针固定板上设有纵向设置的冲针,冲针的外围设有冲针保护套;所述冲针固定板的下端设有上齿结构,所述冲针保护套的上端设有与所述上齿结构互补匹配的下齿结构;所述下模座的上方设有凹模座,所述凹模座的中部设有凹模,所述凹模的中部设有通孔;所述上模座和下模座之间设有导柱;所述冲针保护套的右端与保护套连接杆相连;所述冲针保护套可沿保护套连接杆上下移动。本发明提供了一种可对10mm以上的厚板进行精密冲孔、可加

一种冰箱前门门冲孔加工钣金模具及其冲孔方法.pdf
本发明涉及冰箱前门加工设备领域,具体是一种冰箱前门门冲孔加工钣金模具及其冲孔方法,包括工作台,工作台顶部外壁两侧均通过螺栓安装有支杆,且支杆顶端通过螺栓安装有顶板,顶板顶部外壁中心处通过螺栓安装有二号气缸,且二号气缸的输出端通过螺栓安装有滑动连接在支杆外部的冲孔组件,冲孔组件包括基板,基板底部外壁中心处开设有安置槽,基板底部外壁两侧均开设有滑槽,且滑槽内部滑动连接有呈等距离结构分布的安装板。本发明在更换冲头时,工作人员可以使得电磁铁得电,从而使得插块被吸住,而后将冲头插入凹槽中时,在使得电磁铁失电,使得插
一种型材冲孔模具和型材冲孔方法.pdf
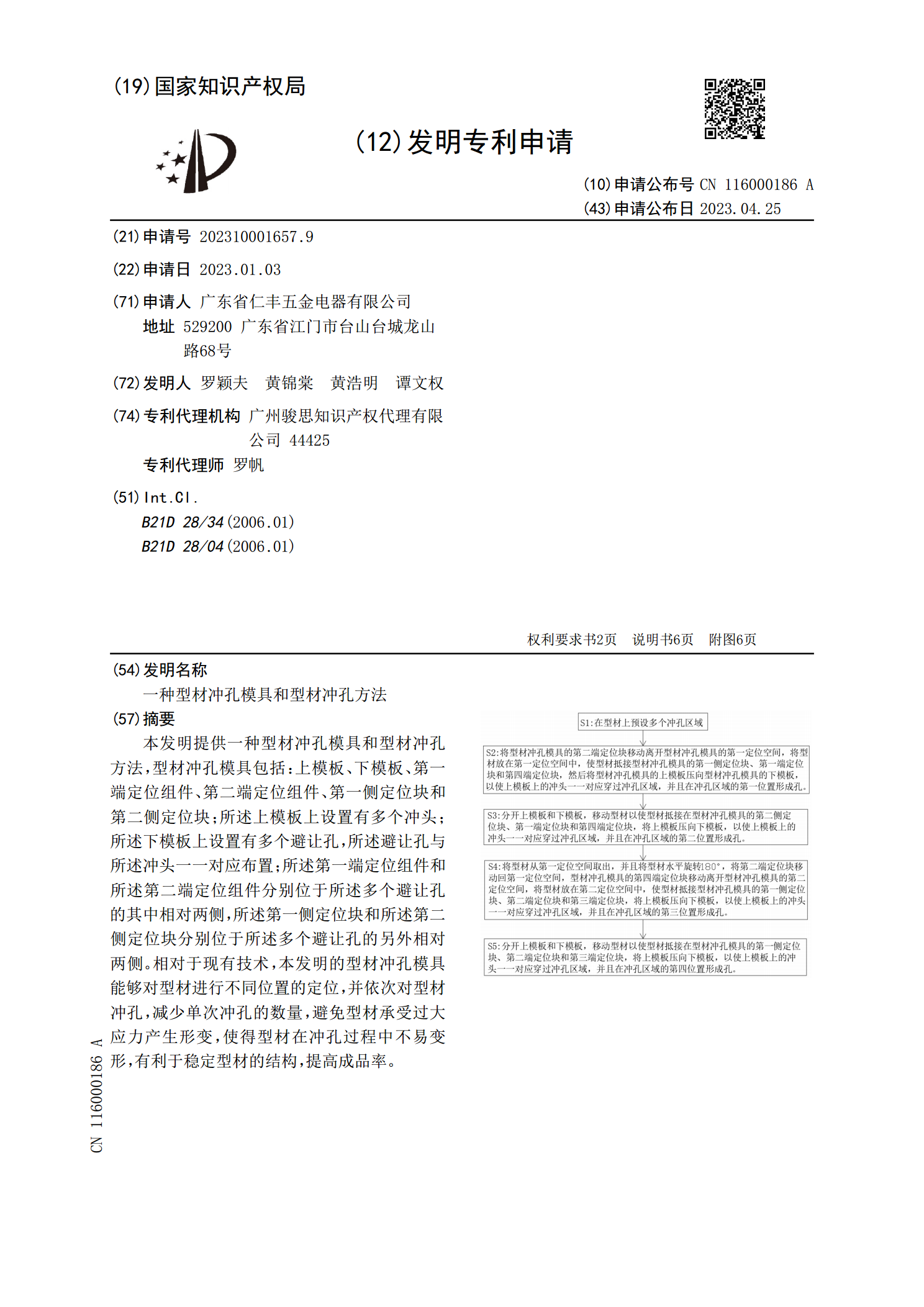
本发明提供一种型材冲孔模具和型材冲孔方法,型材冲孔模具包括:上模板、下模板、第一端定位组件、第二端定位组件、第一侧定位块和第二侧定位块;所述上模板上设置有多个冲头;所述下模板上设置有多个避让孔,所述避让孔与所述冲头一一对应布置;所述第一端定位组件和所述第二端定位组件分别位于所述多个避让孔的其中相对两侧,所述第一侧定位块和所述第二侧定位块分别位于所述多个避让孔的另外相对两侧。相对于现有技术,本发明的型材冲孔模具能够对型材进行不同位置的定位,并依次对型材冲孔,减少单次冲孔的数量,避免型材承受过大应力产生形变,

一种管件冲孔复合模具及冲孔方法.pdf
本发明公开了一种管件冲孔复合模具及冲孔方法,包括冲孔冲座、滑槽基体、连接套,冲孔冲座连接驱动装置,连接套固定在滑槽基体上;冲孔冲座上设有导向槽,连接套的一侧滑动连接在导向槽中;连接套与冲孔冲座之间设有弹簧;冲孔冲座上设有随动体,滑槽基体上设有滑槽,滑槽中滑动连接有滑块总成;随动体上靠近滑块总成的一端设有连接榫头,滑块总成上设有榫头斜槽,连接榫头滑动连接在榫头斜槽中;连接套上设有芯棒,滑槽基体上设有定位护套,定位护套位于芯棒的外侧;滑块总成上设有冲针;芯棒上设有与冲针相对应的避让孔。本发明中,通过一个驱动装

一种冲孔模具的冲孔机构.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN102248063A(43)申请公布日2011.11.23(21)申请号CN201110165497.9(22)申请日2011.06.20(71)申请人张家港金鸿顺机械工业有限公司地址215600江苏省苏州市张家港市经济开发区长兴路30号(72)发明人李君立(74)专利代理机构张家港市高松专利事务所代理人孙高(51)Int.CIB21D28/32B21D28/34权利要求说明书说明书幅图(54)发明名称一种冲孔模具的冲孔机构(